28
27
26
51
12
24
ел
30
СП
to
а
00
оо
32
держит неподвижные диски, закрепленные на двух штангах 2 и 3 станины и вращающиеся на дисках в противоположных направлениях кольца, на каждом из которых установлены пуансоны 26 и 29 матрицы 24 и 28 для формования ветвей 25 и 27 секции, На среднем кольце 14 установлены откидные прижимы 30 и 31. 5 ил.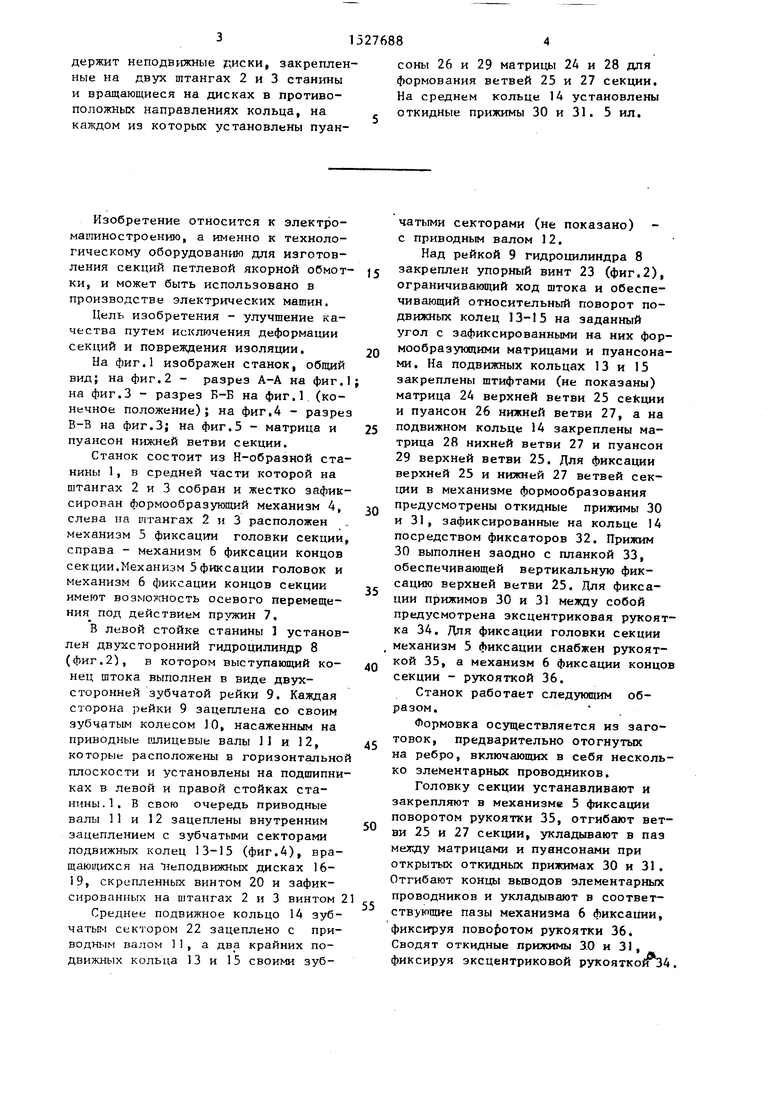
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления пружинных колец | 1982 |
|
SU1063517A1 |
| Устройство для формирования сильфонов повышенной эластичности | 1975 |
|
SU554044A1 |
| Устройство для гибки прутков | 1975 |
|
SU553032A1 |
| Гибочно-отрезной автомат для изготовления проволочных деталей | 1984 |
|
SU1232346A1 |
| УСТАНОВКА САМОХОДНАЯ ДЛЯ ПРОИЗВОДСТВА БЛОКОВ ФУНДАМЕНТНЫХ БЕТОННЫХ | 2017 |
|
RU2661485C1 |
| КОМПЛЕКС ФОРМОВОЧНЫЙ СТАЦИОНАРНЫЙ ДЛЯ ПРОИЗВОДСТВА КАМНЕЙ БЕТОННЫХ | 2017 |
|
RU2661484C1 |
| Пресс конвейерного типа для горячей вулканизации низа обуви | 1940 |
|
SU61593A1 |
| ПРЕСС ГИДРОПУЛЬСАЦИОННО-ШАГОВОГО ДЕЙСТВИЯ | 1994 |
|
RU2101121C1 |
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| Кольцевой кантователь | 1990 |
|
SU1761420A1 |

Изобретение относится к электромашиностроению, а именно к технологическому оборудованию для изготовления секций петлевой якорной обмотки, и может быть использовано в производстве электрических машин. Цель изобретения - повышение качества путем исключения деформации секций и повреждения изоляции. Для этого формообразующий механизм содержит неподвижные диски, закрепленные на двух штангах 2 и 3 станины и вращающиеся на дисках в противоположных направлениях кольца, на каждом из которых установлены пуансоны 26 и 29 и матрицы 24 и 28 для формования ветвей 25 и 27 секции. На среднем кольце 14 установлены откидные прижимы 30 и 31. 5 ил.
Изобретение относится к электромашиностроению, а именно к технологическому оборудованию для изготовления секций петлевой якорной обмот ки, и может быть использовано в производстве электрических машин,
Цель изобретения - улучшение качества путем исключения деформации секций и повреждения изоляции,
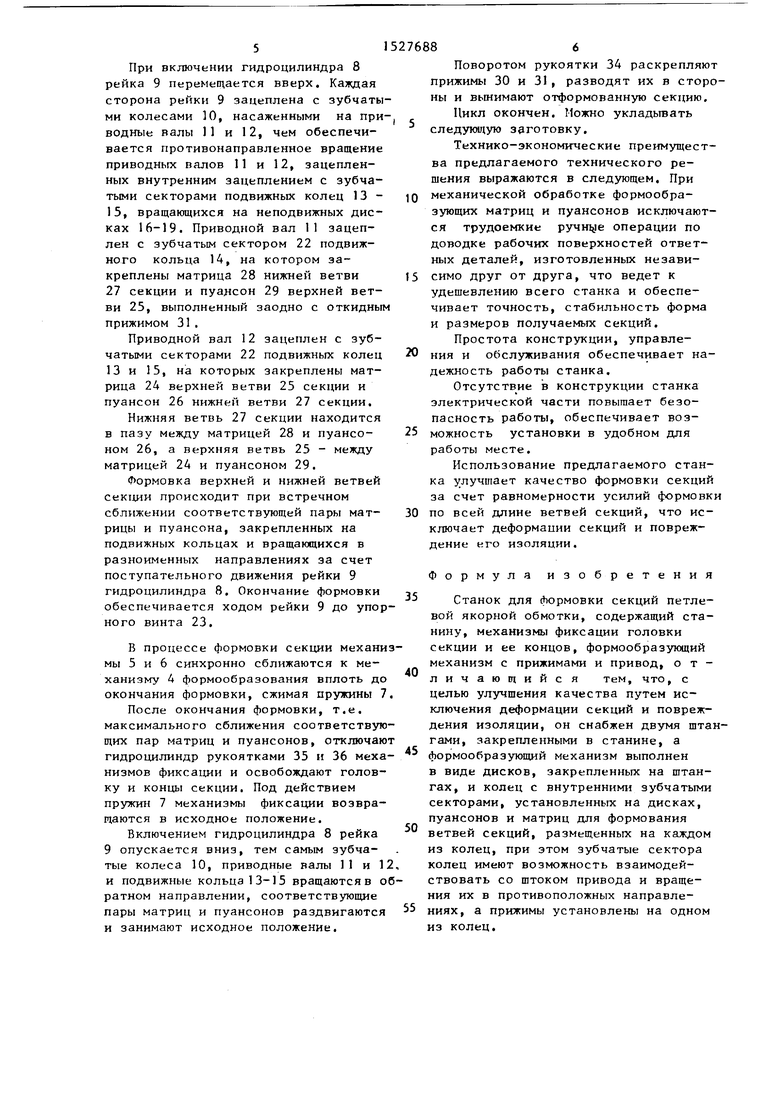
На фиг,1 изображен станок, общий вид; на фиг.2 - разрез А-А на фиг, на фиг.З - разрез Б-Б на фиг,1 (конечное положение); на фиг,4 - разре В-В на фиг.З; на фиг.З - матрица и пуансон нижней ветви секции.
Станок состоит из Н-образной станины 1, в средней части которой на штангах 2 и 3 собран и жестко зафиксирован формообразующий механизм 4, слева на штангах 2 и 3 расположен механизм 5 фиксации головки секции справа - механизм 6 фиксации концов секции.Механизм 5 фиксации головок и механизм 6 фиксации концов секции имеют возможность осевого перемещения под действием пруткин 7,
В Левой стойке станины установлен двухсторонний гидроцилиндр 8 (фиг.2), в котором выступаю1дий ко- нец штока выполнен в виде двухсторонней зубчатой рейки 9. Каждая сторона рейки 9 зацеплена со своим зубчатым колесом 10, насаженным на приводные шлицевые валы 11 и 12, которые расположены в горизонтально плоскости и установлены на подпгипни ках в левой и правой стойках станины. 1. В свою очередь приводные валы 11 и 12 зацеплены внутренним зацеплением с зубчатыми секторами подвижных колец 13-15 (фиг.4), вращающихся на Неподвижных дисках 16- 19, скрепленных винтом 20 и зафиксированных на П1тангах 2 и 3 винтом
Среднее подвижное кольцо 14 зубчатым сектором 22 зацеплено с приводным валом 11, а два крайних подвижных кольца 13 и 15 своими зубчатыми секторами (не показано) с приводным валом 12,
Над рейкой 9 Гидроцилиндра 8 закреплен упорный винт 23 (фиг,2), ограничивающий ход штока и обеспечивающий относительный поворот подвижных колец 13-15 на заданный угол с зафиксированными на них формообразующими матрицами и пуансонами. На подвижных кольцах 13 и 15 закреплены штифтами (не показаны) матрица 24 верхней ветви 25 се1сции и пуансон 26 нижней ветви 27, а на подвижном кольце 14 закреплены матрица 28 нихней ветви 27 и пуансон
29верхней ветви 25, Для фиксации верхней 25 и нижней 27 ветвей секции в механизме формообразования предусмотрены откидные прижимы 30 и 31, зафиксированные на кольце 14 посредством фиксаторов 32. Прижим
30выполнен заодно с планкой 33, обеспечивающей вертикальную фиксацию верхней ветви 25. Для фиксации прижимов 30 и 31 между собой предусмотрена эксцентриковая рукоятка 34. фиксации головки секции механизм 5 фиксации снабжен рукояткой 35, а механизм 6 фиксации концо секции - рукояткой 36.
Станок работает следующим образом. .
Формовка осуществляется из заготовок, предварительно отогнутых на ребро, включающих в себя несколько элементарных проводников.
Головку секции устанавливают и закрепляют в механизме 5 фиксации поворотом рукоятки 35, отгибают ветви 25 и 27 секции, укладьшают в паз между матрицами и пуансонами при открытых откидных прижимах 30 н 31. Отгибают концы вьшодов элементарных проводников и укладывают в соответствующие пазы механизма 6 фиксации, фиксируя noBofiOTOM рукоятки 36, Сводят откидные прижимы 30 и 31, фиксируя эксцентриковой рукояткои
при включении гидроцилиндра 8 рейка 9 перемещается вверх. Каждая сторона рейки 9 зацеплена с зубчатыми колесами 0, насаженными на приводные валы 11 и 12, чем обеспечивается противонаправленное вращение приводных валов II и 12, зацепленных внутренним зацеплением с зубчатыми секторами подвижных колец 13 - 15, вращающихся на неподвижных дисках 16-19. Приводной вал 11 зацеплен с зубчатым сектором 22 подвижного кольца 14, на котором закреплены матрица 28 нижней ветви 27 секции и nyajicoH 29 верхней ветви 25, выполненный заодно с откидным прижимом 31,
Приводной вал 12 зацеплен с зуб- чатьп и секторами 22 подвижных колец 13 и 15, на которых закреплены матрица 24 верхней ветви 25 секции и пуансон 26 нижней ветви 27 секции.
Нижняя ветвь 27 секции находится в пазу между матрицей 28 и пуансоном 26, а верхняя ветвь 25 - между матрицей 24 и пуансоном 29.
Формовка верхней и нижней ветвей секции происходит при встречном сближении соответствующей пары матрицы и пуансона, закрепленных на подвижных кольцах и вращающихся в разноименных направлениях за счет поступательного движения рейки 9 гидроцилиндра 8. Окончание формовки обеспечивается ходом рейки 9 до упорного винта 23.
В процессе формовки секции механимы 5 и 6 синхронно сближаются к механизму 4 формообразования вплоть до окончания формовки, сжимая пружины 7
После окончания формовки, т.е. максимального сближения соответствующих пар матриц и пуансонов, отключаю гидроцилиндр рукоятками 35 и 36 механизмов фиксации и освобождают головку и концы секции. Под действием пружин 7 механизмы фиксации возвращаются в исходное положение.
Включением гидроцилиндра 8 рейка 9 опускается вниз, тем самым зубчатые колеса 10, приводные валы 11 и 1 и подвижные кольца 13-15 вращаются в оратном направлении, соответствующие пары матриц и пуансонов раздвигаются и занимают исходное положение.
5276886
Поворотом рукоятки 34 раскрепляют прижимы 30 и 31, разводят их в стороны и вьиимают отформованную секцию.
Цикл окончен. Можно укладьгеать следукичую заготовку.
Технико-экономические преимущества предлагаемого технического решения выражаются в следующем. При Q механической обработке формообразующих матриц и пуансонов исключаются трудоемкие ручнуе операции по доводке рабочих поверхностей ответных деталей, изготовленных незави- 15 симо друг от друга, что ведет к удешевлению всего станка и обеспечивает точность, стабильность форма и размеров получаемых секций.
Простота конструкции, управле- 20 ния и обслуживания обеспечивает надежность работы станка.
Отсутствие в конструкции станка электрической части повышает безопасность работы, обеспечивает воз- 25 можность установки в удобном для работы месте.
Использование предлагаемого станка улучшает качество формовки секций за счет равномерности усилий формовки 30 по всей длиие ветвей секций, что исключает деформации секций и повреждение его изоляции.
Формула изобретения
Станок для формовки секций петлевой якорной обмотки, содержащий станину, механизмы фиксации головки секции и ее концов, формообразующий механизм с прижимами и привод, о т - личающийс я тем, что, с целью улучшения качества путем исключения деформации секций и повреждения изоляции, он снабжен двумя штангами, закрепленными в станине, а формообразующий механизм выполнен в виде дисков, закрепленньпс на штангах, и колец с внутренними зубчатыми секторами, установленных на дисках, пуансонов и матриц для формования ветвей секций, размещенных на каждом из колец, при этом зубчатые сектора колец имеют возможность взаимодействовать со штоком привода и вращения их в противоположных направлениях, а прижимы установлены на одном из колец.
35 S
и
Фиг.1
Jff
Ч
a
IPUit
Ч ч 21 7.
: V///// SSS $
IS 15
19
20
Фиг.
| Станок для растяжки и формовки катушек петлевой якорной обмотки | 1976 |
|
SU663030A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Станок для формовки катушек петлевой якорной обмотки | 1984 |
|
SU1220061A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
