со
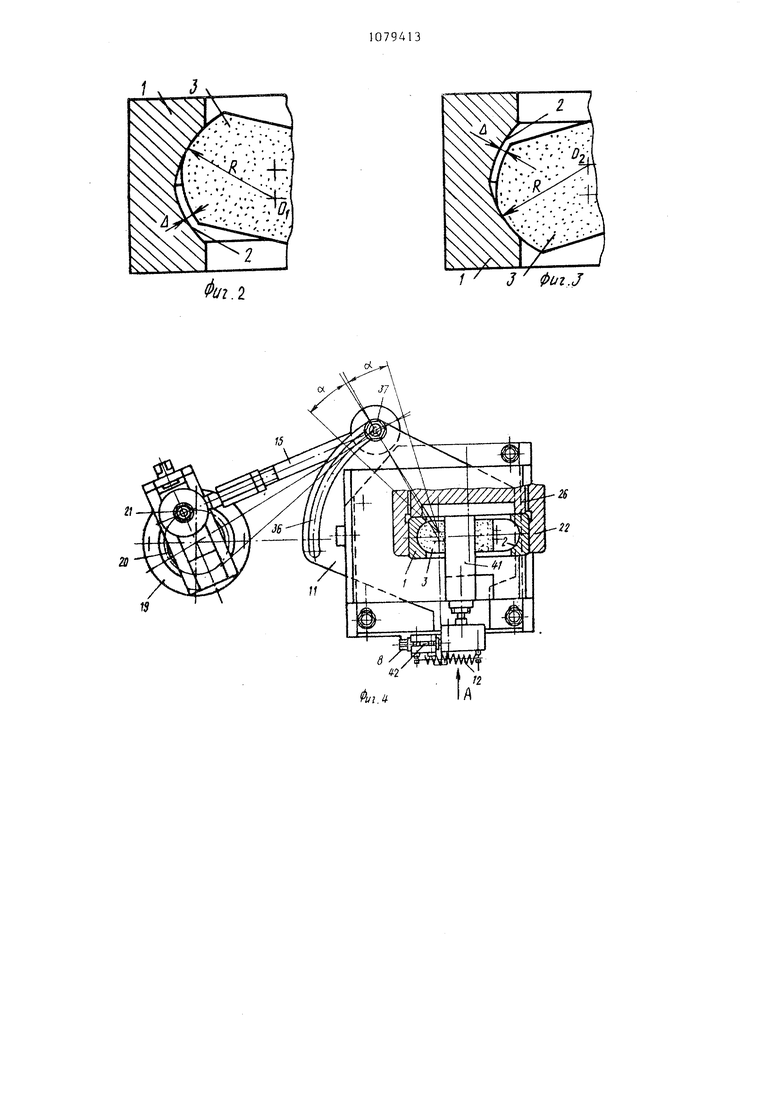
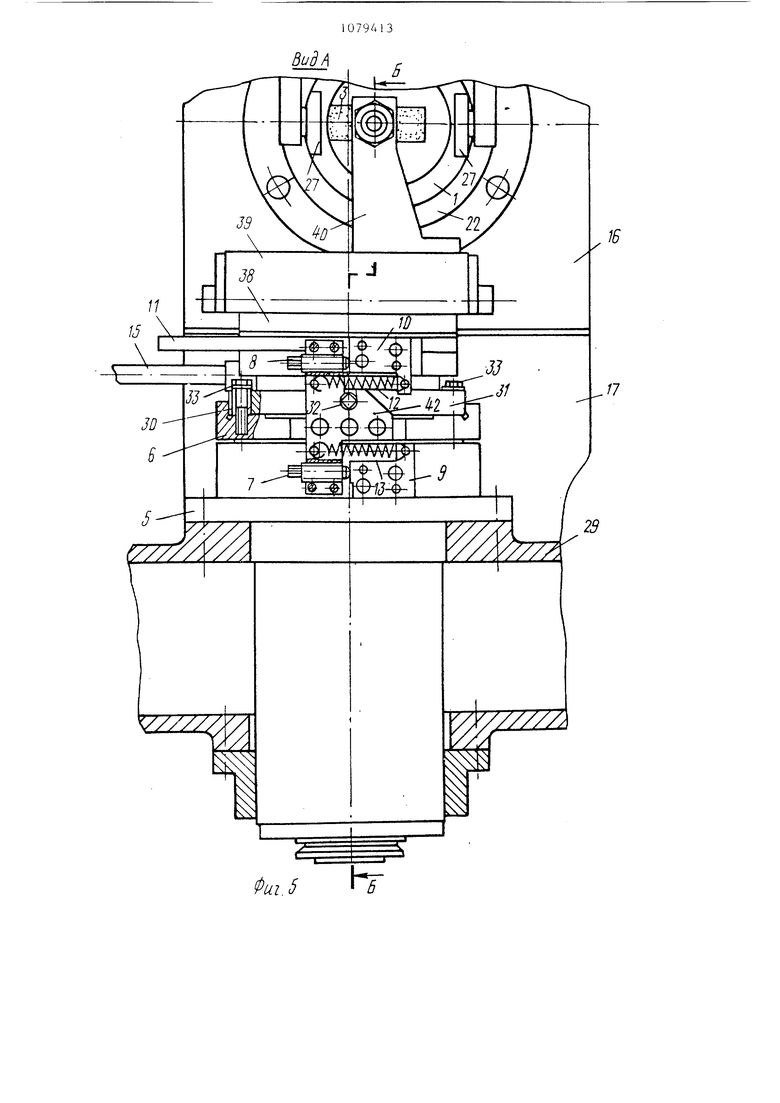
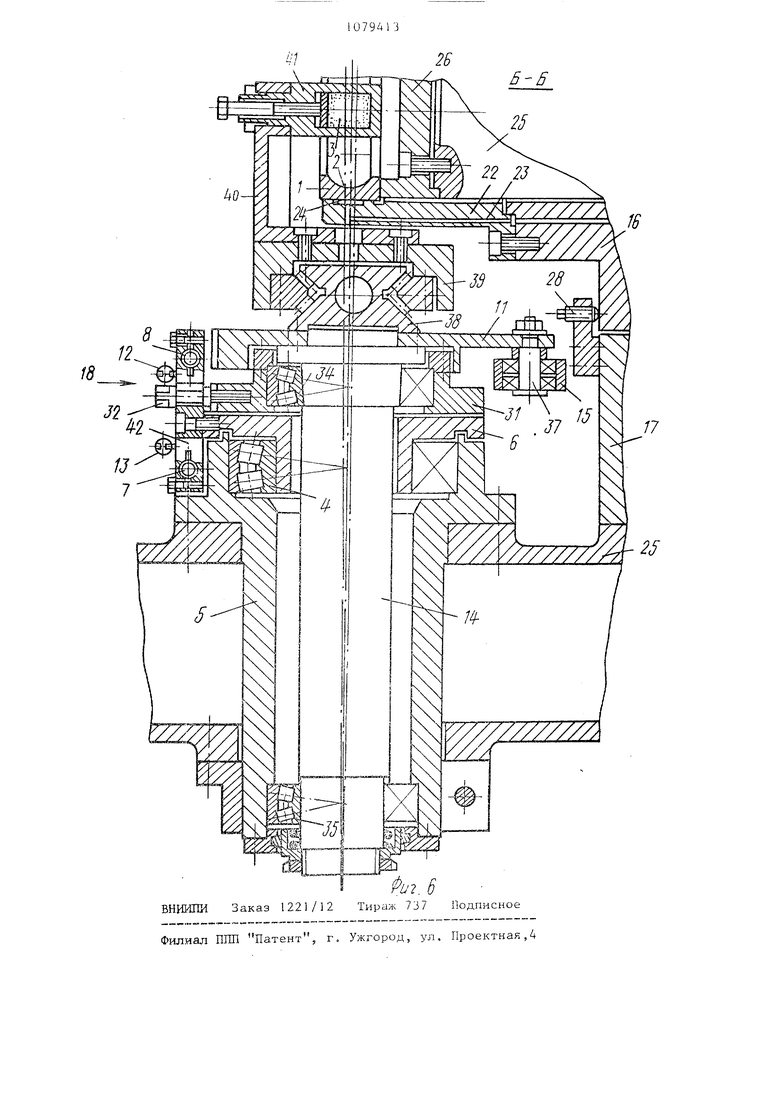
4 1 Изобретение относится к станкостровЕшю, в частности к суперфинишной обработке арочных желобов колец шарикоподшипников. Известно устройство для суперфннишной обработки желобов колец шарикоподшипников, содержащее средства для базирования и вращения кольца, например бабку изделия, рабочую головку, на валу качания которой закреплен держг)тель с инструментом и средства для совмещения оси вала качания с центром профиля желоба кольца 1. Недостатком известного устройств является то, что оно не позволяет Ъбрабатывать кольца шарикоподшипнико с арочным профилем. Цель изобретения - расширение тех нрлогических возможностей устройства путем обеспечения обработки желобо арочных неразъемных колец. Поставленная цель достигается тем, что в устройстве для суперфинишной обработки желобов колец шари коподшипников, содерхсащем средства .для базирования и .вращения кольца,н ример бабку изделия, рабочую головку на валу качания которой закреплен держатель с инструментом и средства дпя совмещения оси расположенного в корпусе вала качания с центром пр филя желоба кольца, рабочая головка снабжена установленной в сферическом подшипнике поворотной втулкой и кареткой, расположенной на торце втулки с возможностью перемещения в радиальном направлении, при этом вал качания головки установлен в корпусе с возможностью углового смещения,а средства совмещения оси вала качания с центрами полупрофилей желоба выпол нены в виде регулируемых упоров и прухсин силового заьмкания ,установленных на поворотной втулке. На фиг. 1 представлена схема предла гаёмого устройства; на фиг. 2 и 3 взаимные положения кольца и инструмента в крайних полохсениях; на фиг.4 устройство, вид сверху; на фиг.5 вид А на фиг.4; на Фиг.6 - разрез Б-Б на фиг.5. Неразъемное кольцо 1 трех- или четырехконтактного шарикового подшипника имеет желоб 2 арочного про4мля, описанного радиусами R из двух центров0 иО. Суперфиниш гую обработку желоба 2 кольца осуществляют абразивным бруском 3, который на 32 фиг.1 изображен в среднем положении, где прилегает к кольцу по BceNty профилю желоба. В подшипнике 4 корпуса 5установлена поворотная втулка 6 с центром поворота 0, несущая регулируемые упоры 7 и 8, поджатые к упорам 9 и 10 корпуса 5 и рычага 1 посредством пружин 12 и 13. Внутри поворотной втулки 6 проходит вал 14 с центром вращения О, несущий радиапьнглй выступ с упором 10. Поворот вала 14 осуществляется через рычаг П, с которым взаимодействует шатун 15 привода. Для осуществления базирования,вращения и обработки кольца I в устройстве предусмотрены бабка 16 изделия, подвижная относительно стола 17, и рабочая головка 18 с приводом 19,вал 20 которого несет регулируемый привод 21, взаимодействую1;д1Й с шатуном 15. Бабка 16 изделия содержит гидростаТ1гческую Центрирующую втулку 22 с кан;шами 23 и KapManaND-i 24, связанными с источником рабочей среды, а также шпиндель 25 со сменной насадкой 26 и ролики 27 для прижатия колыша 1 к торцу насадки 26. Бабка 16 изделия выполнена подвижной относительно корпуса 5 и стола 17. Положение бабки устанав.чивается регулируем1)1м упором 28. Рабочая головка 18 смонтирована в связанном с основанием 29 корпусе 5 и содержит установленную на сферическом подшипнике 4 поворотную втулку 6 с ради;1льными направляющими 30, несущими подвиж}гую в радиальном направлении каретку 31, связанную с поворотной втулкой 6 посредством регулировочного винта 32 и крепежных болтов 33. В каретке 31 и корпусе 5 имеются сферические подшипнига-1 34 и 35, в которых установлен рал 14. Рычаг 11 имеет радиусный паз 36, в котором закреплен переставной палец 37, взаимодействующий с шатуном 15 привода 19. Вал 14 несет направлягацую 38 салазок 39, с которыми посредством кронштей(а 40 связан держатель 41 абразивного бруска 3. На поворотной втулке 6закреплен выступ 42 с регулируемыми винтовыми упорами 7 и 8, взаимодействующими соответственно с упорами 9 и 10, закрегшепными на корпусе 5 и на рычаге 11. Для суперфинишной обработки желобов арочных неразъемных колец шарикоподшипников кольцо 1 приводят во вращение, прижимают абразивный бру31сок 3 к обрабатываемой поверхности желоба кольца 1. Перемшцонием бабки 16 издем1ия соБмещают первую ось кача ния бруска 3 с первым центром 0 полупрофи.пя желоба кольца 1 . Регулнров ку осуществляют упором 28. Затем смещением каретк,. 31 перпендикулярно плоскости кольца на величину расстоя ния между центрами цолутфофиля желоба кольца совмещают вторую ось качания бруска с центром 02 другого полупрофиля желоба кольца. Для этого ослабляют болты 33 и смещают каретку 31 вращением винта 32. Радиальную настройку осей вала 14 качания и втулки 6 Относительно центров О кольца 7. о суще ст вля ют пер емсще пи е Обработку полупрофилей желоба 2 кольца 1 ведут поочередно от середины профиля за два этапа. На первом этапе ось качания бруска мгновенно переводят с одного цент ра на второй посредством перемещения шатуна 15 на угол оС (cjsir.l) например влево, при этом упор 10 отрывается от упора 8 и растягивает пружи34ну 12, а брусок 3 перемещается в положейие, показанное на tjiir, 3, с центром 0. Обработка ведется за полупериод качания бруска с последующим возвращением его в среднее положение. Под брусок подают смазочно-охлаждающую жидкость (СОЖ) для удаления отходов обработки, что повьщ1ает качество обработки желоба кольца 1. На втором этапе ось качания бруска мгновенно переводится с центра 02в центр О xj посредством перемещения шатуна 15 вправо на угол oi при этпм упор 7 отрывается от упора 9 и растягивает пружину 13, а упор 10 замыкается на упор 8. Поворотная втулка 6 и вал 14 поворачиваются как единое целое относительно центра 0. Брусок 3перемещается в положение, показанное на фиг.2, при этом ведется обработка другого полупрофиля желоба с подачей СОЖ. Предлагаемое устройство позволяет за один установ осуществлять обработку неразъемных арочных колец шарикоподщипников.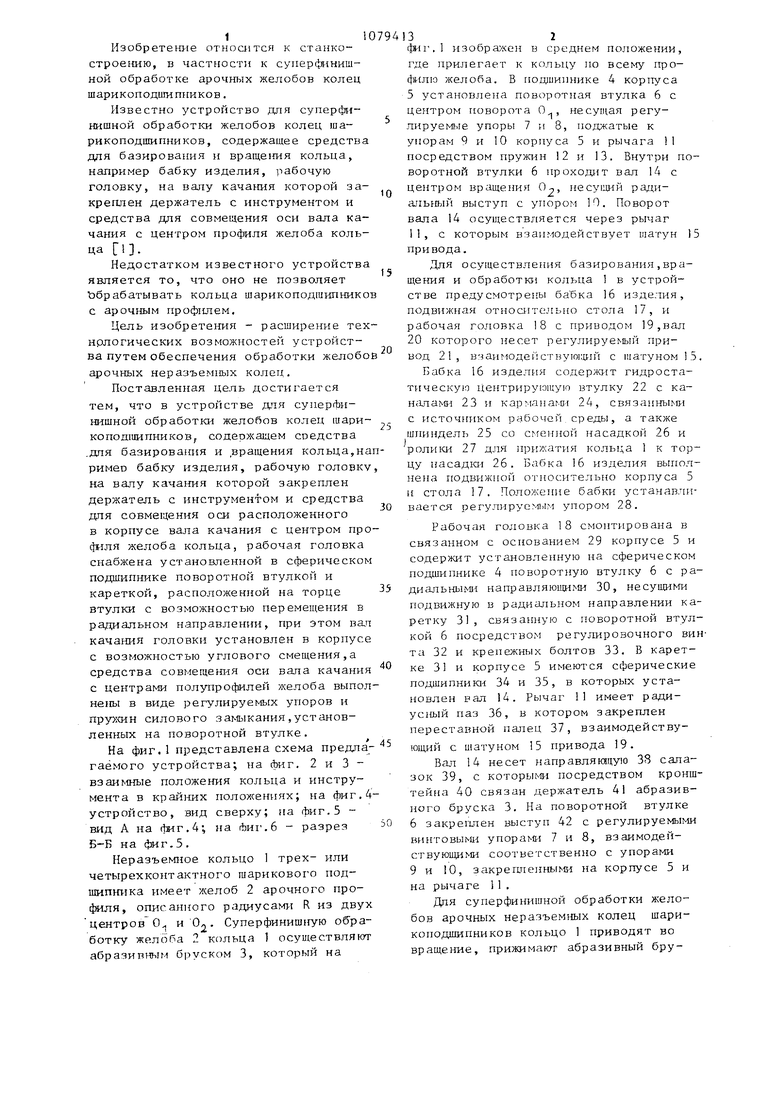

| название | год | авторы | номер документа |
|---|---|---|---|
| Суперфинишный станок для обработки дорожек качения колец шарикоподшипников | 1978 |
|
SU935258A1 |
| Суперфинишный станок для обработки дорожек качения колец шарикоподшипников | 1982 |
|
SU1021580A1 |
| Станок для суперфинишной обра-бОТКи жЕлОбОВ КОлЕц шАРиКОВыХ пОд-шипНиКОВ | 1979 |
|
SU848305A1 |
| Станок для суперфинишной обработки дорожек качения колец подшипников | 1976 |
|
SU607713A1 |
| Станок для суперфинишной обработки желоба кольца шарикового подшипника | 1980 |
|
SU918058A1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ | 1992 |
|
RU2036773C1 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШИРОВАНИЯ ТОРОИДАЛЬНЫХ ПОВЕРХНОСТЕЙ КОЛЕЦ ШАРИКОПОДШИПНИКОВ | 2002 |
|
RU2227772C2 |
| Устройство для суперфинишной обработки | 1985 |
|
SU1288035A1 |
| Устройство для суперфиниширования желобчатых поверхностей колец шарикоподшипников | 1987 |
|
SU1495079A1 |
| СТАНОК ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ КОЛЕЦ | 1992 |
|
RU2033916C1 |
УСТРОЙСТВО ДЛЯ СУПЕРФИНИиНОЙ ОБРЛБОТЮ- ;КЕЛОБОВ КОЛЕЦ ШАРИКОПОДШИПНИКОВ, содержащее средства для базирования и вращения кольца, например бабку изделия, рабочую головку, на валу качания которой закреплен держатель с инструментом и средства для совмещения оси расположенного в корпусе вала качания с центром профиля желоба кольца,о тличающееся тем,что, с целью расширения технологических возможностей путём обеспечения обработки желобов арочных неразъемных колец, рабочая головка снабжена установленной в сферическом подшипнике поворотной втулкой и кареткой, расположенной на торце втулки с возможностью перемещения в радиальном направлении, при этом вал качания головки установпен в корпусе с возможностью углового смещения,а средства совмещения оси вала качания с центрами полупрофилей желоба выполнены в о виде peгyлиpye Iыx упоров и пружин (Л силового замыкания, установленных на поворотной втулке.
OL
д/Xjj - wt
ui 1
/ ч .К
/ J 0Ul.J
/7///Л
У7У7//////
Фиг.5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО для доводки БЕГОВЫХ ДОРОЖЕК КОЛЕЦ ПОДШИПНИКОВ КАЧЕНИЯ | 0 |
|
SU348341A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
