Изобретение относится к сварке пластмасс и может быть использовано в устройствах для зажима и центровки труб из термопластов при сварке.
Целью изобретения является повышение надежности устройства в работе и улучшение качества центровки.
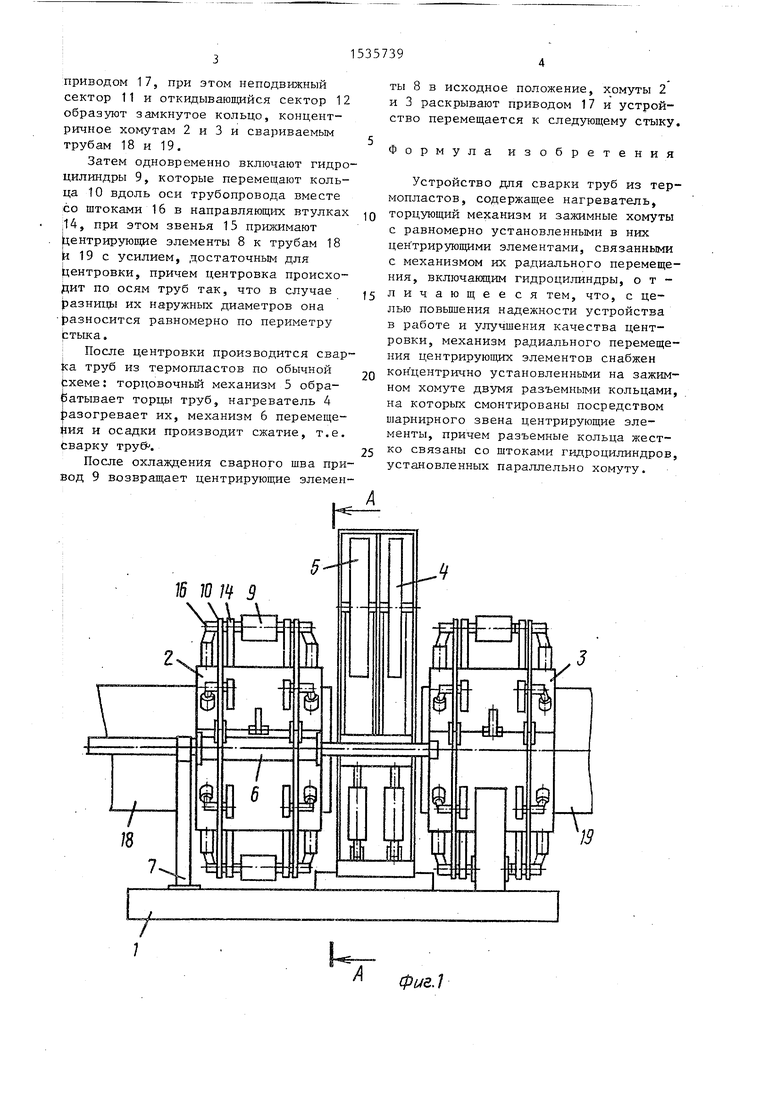
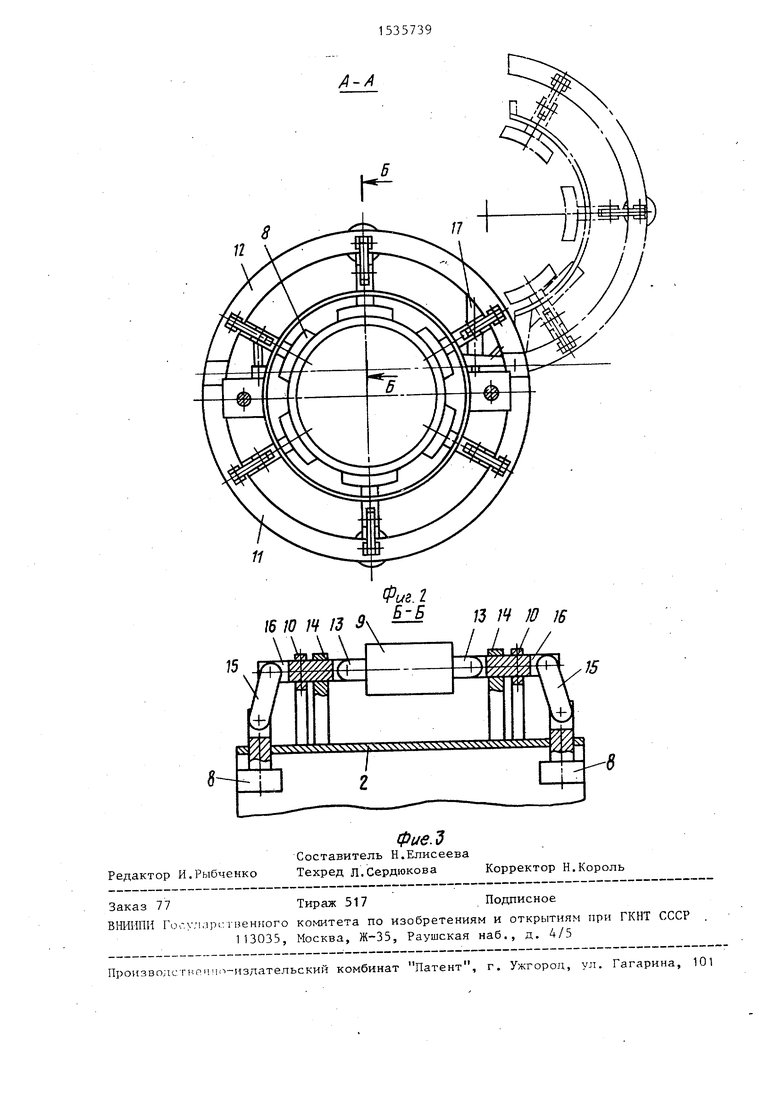
На фиг. 1 изображено устройство, общий вид; на фиг1. 2 - сечение А-А на фиг. 1j на фиг. 3 - сечение Б-Б на фиг. 2.
Устройство для сварки труб из термопластов содержит раму 1, на которой смонтирован подвижный 2 и неподвижный 3 разъемные зажимные хомуты, нагреватель 4, торцующий механизм 5 и механизм 6 перемещения и осадки труб с опорами 7. Зажимные хомуты 2 и 3 снабжены равномерно установленными в них центрирующими элементами 8. Центрирующие элементы каждого зажимного хомута связаны с механизмом
их радиального перемещения, включающим гидроцилиндры 9 и два разъемных кольца 10, состоящие из неподвижного сектора 11 и откидывающегося сектора 12, концентрично установленных на зажимном хомуте. Разъемные кольца жестко связаны со штоками 13 гидроцилиндров 9, установленных параллельно хомуту. Штоки 13 размещены в направляющих втулках 14. Центрирующие элементы 8 равномерно установлены по окружности разъемных колец 10 и закреплены на них посредством шарнирного звена 15 через штоки 16. Каждый из разъемных зажимных хомутов 2 и 3 снабжен приводом 17 его раскрывания и закрывания.
Устройство работает следующим образом.
В подвижный 2 и неподвижный 3 зажимные хомуты устанавливают трубы 18 и 19, после чего хомуты закрывают
ел
ОЭ
СП
со
СО
приводом 17, при этом неподвижный сектор 11 и откидывающийся сектор 12 образуют замкнутое кольцо, концентричное хомутам 2 и 3 и свариваемым трубам 18 и 19.
Затем одновременно включают гидроцилиндры 9, которые перемешают кольца 10 вдоль оси трубопровода вместе со штоками 16 в направляющих втулках 14, при этом звенья 15 прижимают центрирующие элементы 8 к трубам 18 и 19 с усилием, достаточным для центровки, причем центровка происходит по осям труб так, что в случае разницы их наружных диаметров она разносится равномерно по периметру стыка.
После центровки производится сварка труб из термопластов по обычной схеме: торцовочный механизм 5 обрабатывает торцы труб, нагреватель 4 разогревает их, механизм 6 перемещения и осадки производит сжатие, т.е. сварку трубл
После охлаждения сварного шва привод 9 возвращает центрирующие элемен0
5
0
5
ты 8 в исходное положение, хомуты 2 и 3 раскрывают приводом 17 и устройство перемещается к следующему стыку.
Формула изобретения
Устройство для сварки труб из термопластов, содержащее нагреватель, торцующий механизм и зажимные хомуты с равномерно установленными в них центрирующими элементами, связанными с механизмом их радиального перемещения, включающим гидроцилиндры, отличающееся тем, что, с целью повышения надежности устройства в работе и улучшения качества центровки, механизм радиального перемещения центрирующих элементов снабжен концентрично установленными на зажимном хомуте двумя разъемными кольцами, на которых смонтированы посредством шарнирного звена центрирующие элементы, причем разъемные кольца жестко связаны со штоками гидроцилиндров, установленных параллельно хомуту.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки труб из термо-плАСТОВ | 1979 |
|
SU827307A1 |
| Поточная линия для безотходной заготовки мерных цилиндрических деталей | 1977 |
|
SU740436A1 |
| Устройство для сварки пластмассовых труб | 1987 |
|
SU1502392A1 |
| СПОСОБ СВАРКИ ТЕРМОПЛАСТОВ И УСТРОЙСТВО ДЛЯ СВАРКИ ТЕРМОПЛАСТОВЫХ ЭЛЕМЕНТОВ | 2006 |
|
RU2312767C2 |
| Устройство для сварки труб из термопластов | 1978 |
|
SU787178A1 |
| Устройство для сварки труб из термопластов | 1986 |
|
SU1435480A1 |
| Устройство для сварки труб из термопластов | 1980 |
|
SU886397A1 |
| Устройство для контактной сварки труб из термопластов | 1985 |
|
SU1286427A1 |
| Устройство для контактной сварки пластмассовых деталей | 1985 |
|
SU1326440A1 |
| Устройство для контактной сварки труб из термопластов | 1981 |
|
SU956283A1 |
Изобретение относится к сварке пластмасс и может быть использовано в устройствах для зажима и центровки труб из термопластов при сварке. Цель - повышение надежности устройства в работе и улучшение качества центровки. Для этого в устройстве для сварки труб из термопластов механизм радиального перемещения центрирующих элементов снабжен концентрично установленными на зажимном хомуте двумя разъемными кольцами, на которых смонтированы посредством шарнирного звена центрирующие элементы. Разъемные кольца жестко связаны со штоками гидроцилиндров, установленных параллельно хомуту. 3 ил.
15 10 Щ 9
3
фиг.1
А-А
12
11
Фиг I 16 10 14 /3 Л «
| Устройство для сборки и сварки труб из термопластов | 1980 |
|
SU944947A1 |
| Солесос | 1922 |
|
SU29A1 |
| Авторское свидетельство СССР № 430599, кл | |||
| Солесос | 1922 |
|
SU29A1 |
