Изобретение относится к термической обработке стали и может быть использовано в машиностроении при изготовлении конструкций судов, работающих при низких температурах.
Цель изобретения - увеличение срока службы конструкций путем повышения хладостойкости стали и создания препятствий распространению трещин от концентратора напряжений.
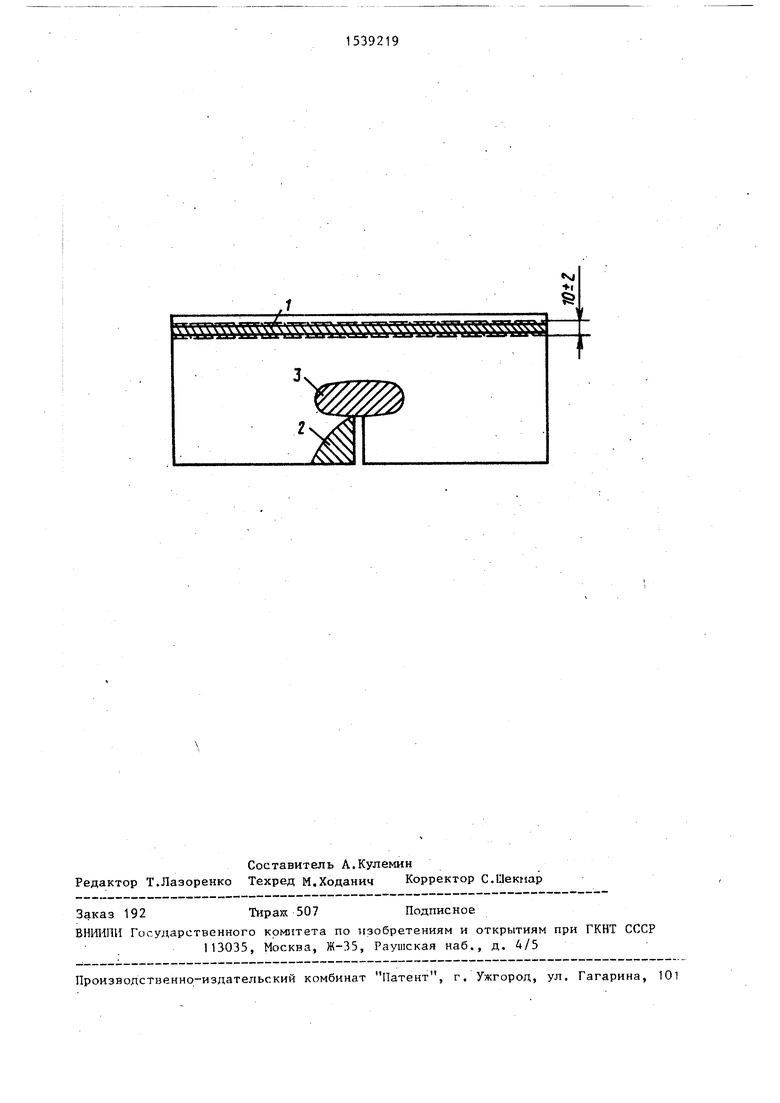
На чертеже даны схемы обработки по прототипу и по предложенному способу.
На чертеже обозначено: 1 - зона нагрева, ограничивающая концентратор напряжений (спарной шов), 2 - зона нагрева, начинаищаяся от концентратора напряжений (надреза), 3 - зона нагрева, начинающаяся от концентратора напряжений и ограничивающая его
Осуществление местной термической обработки конструкций в локальных зонах, начинающихся or концентраторов
напряжений и ограничивающих их, приводит к созданию барьеров путем возникновения поля сжимающих напряжений. Сжимающие напряжения препятствуют как развитию трещин вследствие резкого снижения уровня растягивающих напряжений и объемности напряженного состояния, так и возникновению трещин из концентраторов напряжений. Это приводит к повышению хладостойкости конструкций.
Из листа толщиной 30 мм стали категории Е40 (марка 10ХСНД) вырезали 18 образцов 30x90x300 мм. На образцах нанесли газом инициирующий надрез на 1/3 по ширине. Затем на образцах на расстоянии 40 мм от конца надреза на- варили сварной иов шириной 10 мм на всю длину образца. Далее образцы делили на партии.
Первую партию образцов обработали по способу-прототипу с нагревом до
ел
со со го
со
220°С зоны 1 сварного шва шириной 10.t2 мм (см. чертеж). Вторую и третью Партии подвергли термообработке по предложенному способу в зонах 1 и 2. Остальные партии образцов обрабатывали по предложенному способу в зоне 3 с изменением температуры нагрева, количества нагревов и времени выдержки. Затем все партии образцов испыты- JQ вали по схеме статического трехточечного изгиба с определением критической температуры хрупкости ТК6.
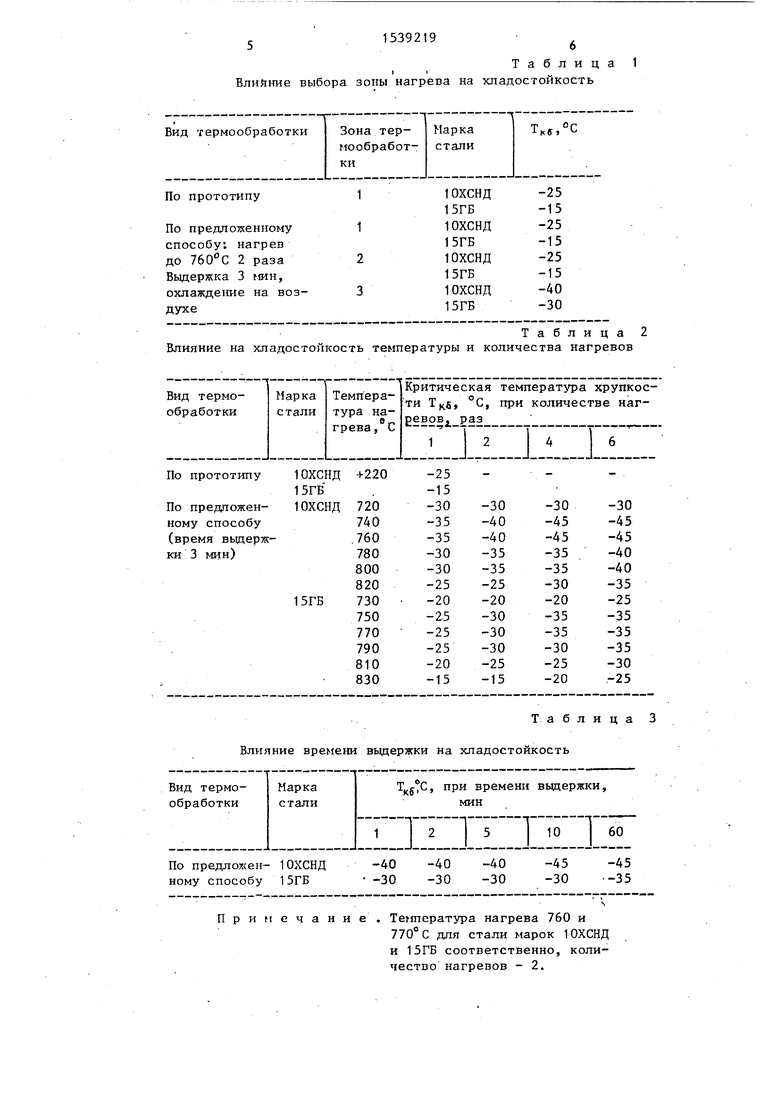
Результаты испытаний приведены в табл. 1-3.15
Как видно из табл. 1, термообработка по предложенному способу в локальной зоне 2, начинающейся от концентратора напряжений (.надреза), но не ограничивающей его, а также в зо- 20 не 1, ограничивающей концентратор напряжений (сварной шов), но не«начинающейся от него и от другого концентратора напряжений (надреза), не приводит к повышению хладостойкое™ по 25 сравнению с прототипом. Обработка же в зоне 3, начинающейся от концентратора напряжений (надреза) и ограничивающей его, приводит к повышению хладо- стойкости по сравнению с прототипом, з
Снижение хладостойкоети обеспечивается торможением или даже незарождением ее из концентратора напряжений путем создания области сжимающих нанию температуры ТК5 на 5-25°С в зависимости от температуры и количества нагревов, времени выдержки-. Наибольший положительный эффект достигается в диапазоне температур выше A Ci на 30-50°С, однако нагрев выше этой области и ниже ее до температуры Л с,, также приводит к повышению хладостонкости по сравнению с прототипом.
Наиболее существенное повышение хладостойкости наблюдается при небольших выдержках в течение 1-3 мин, а также при 1-2 нагревах. Дальнейшее увеличение времени выдержки и количества нагревов не дает значительного повышения хладостойкости, в то же время повышая трудоемкость обработки и тем самым удорожая ее и соответственно увеличивая стоимость конструкции, обработанной таким образом.
Таким образом, предложенный способ повышает хладостойкость стальных конструкций, что увеличивает надежность конструкций, работающих при низких температурах.
Формула изобретения
Способ термической обработки стальных конструкций с концентраторами напряжений, преимущественно эксплуатируемых при низких температурах, вклю
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ КОНСТРУКЦИЙ С КОНЦЕНТРАТОРАМИ НАПРЯЖЕНИЙ | 2001 |
|
RU2204615C2 |
| Способ термической обработки литых сталей | 2015 |
|
RU2617185C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗДЕЛИЙ ИЗ НИЗКОУГЛЕРОДИСТОЙ ПЕРЛИТНОЙ СТАЛИ ПОСЛЕ ЭКСПЛУАТАЦИИ | 2013 |
|
RU2559598C2 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОЛЕГИРОВАННОГО ХЛАДОСТОЙКОГО СВАРИВАЕМОГО ЛИСТОВОГО ПРОКАТА ПОВЫШЕННОЙ КОРРОЗИОННОЙ СТОЙКОСТИ | 2014 |
|
RU2569619C1 |
| СПОСОБ ПОВЫШЕНИЯ СТОЙКОСТИ КОНСТРУКЦИЙ К РАСПРОСТРАНЕНИЮ ТРЕЩИН | 1992 |
|
RU2041418C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ ИЗ НИЗКОУГЛЕРОДИСТЫХ ФЕРРИТОПЕРЛИТНЫХ СТАЛЕЙ | 2005 |
|
RU2299252C1 |
| ХЛАДОСТОЙКАЯ СВАРИВАЕМАЯ СТАЛЬ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕЕ (ВАРИАНТЫ) | 2017 |
|
RU2653748C1 |
| Способ производства высокопрочного хладостойкого листового проката | 2023 |
|
RU2806645C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ ТРУБ | 2011 |
|
RU2484149C1 |
| Способ термической обработки изделий | 1990 |
|
SU1781309A1 |
Изобретение относится к термической обработке стали и может быть использовано в машиностроении при изготовлении конструкции судов, работающих при низких температурах. Цель изобретения - увеличение срока службы конструкций путем повышения хладостойкости стали и создания препятствий распространению трещин от концентраторов напряжений. Сущность изобретения заключается в том, что термическую обработку, включающую многократные нагревы выше AC1, выдержки и охлаждения осуществлять в локальной зоне, начинающейся от концентратора напряжений и расположенной на пути распространения трещин. 1 ил., 3 табл.
пряжений перед предполагаемым фронтом 35 чающий нагрев до заданной температуры,
ее распространения. Обработка в зонах 1 и 2 не препятствует зарождению и развитию трещин из концентратора напряжений и не приводит к повышению хладостойкости. Точные размеры локаль-40 ной зоны 3 не могут быть ограничены заранее, поскольку зависят ог температуры и количества нагревов, времени выдержки, предела текучести стали. Они
выдержку и охлаждение локальных зон, расположенных в заданном месте по отношению к концентратору напряжений, отличающийся тем, что, с целью увеличения срока службы конструкций путем повышения хладостойкости стали и создания препятствий распространению трещин от концентратора напряжений, нагрев, выдержку и охлажмогут быть подобраны в случае необхо- 45 дение осуществляют многократно, при
димости опытным путем для каждой марки стали.
Как видно из табл. 2 и 3, нагрев выше температуры АС, приводит к снижевыдержку и охлаждение локальных зон, расположенных в заданном месте по отношению к концентратору напряжений, отличающийся тем, что, с целью увеличения срока службы конструкций путем повышения хладостойкости стали и создания препятствий распространению трещин от концентратора напряжений, нагрев, выдержку и охлажэтом нагрев проводят до температуры выше Ас, в зоне, начинающейся от концентратора напряжений и расположенной на пути распространения трещин.
,1539219
Таблица Влияние выбора зоны нагрева на хладостойкость
Таблица 2 Влияние на хладостойкость температуры и количества нагревов
Таблица 3 Влияние времени выдержки на хладостойкость
Примечание
Температура нагрева 760 и 770°С для стали марок 10ХСНД и 15ГБ соответственно, количество нагревов - 2.
Л
«м
и
S
| Способ термической обработки трубных изделий из конструкционных легированных сталей | 1984 |
|
SU1188214A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
