в слое СОЖ,, находящемся под пор лнем 99 возникают кавитациоиные пузыр1зкк5 которые при схлопывании интенсифицируют обработку поверхности деталей:.
Устройство обеспечивает обработку тонкостенных,; а также ажурных детален за счет исключения жестких дина- мич9ск: х нагрузок на контейнер, 1 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вибрационной обработки | 1987 |
|
SU1504067A1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННОГО СЛОЯ НА ПОВЕРХНОСТИ МЕТАЛЛОВ В УСЛОВИЯХ ЗВУКОКАПИЛЛЯРНОГО ЭФФЕКТА | 2013 |
|
RU2547051C2 |
| Способ шпиндельной вибрационной обработки | 1981 |
|
SU1076263A1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО-ЗАЧИСТНОЙ ОБРАБОТКИ | 2009 |
|
RU2430825C2 |
| Устройство для вибрационной обработки | 1985 |
|
SU1311857A1 |
| Устройство для отделочно-зачистной обработки | 1986 |
|
SU1458120A1 |
| Устройство для обработки деталей | 1981 |
|
SU1065162A1 |
| Устройство для вибрационной обработки | 1986 |
|
SU1397254A1 |
| Установка для обработки свободным абразивом | 1981 |
|
SU1085782A1 |
| Устройство для финишной обработки деталей и снятия с них заусенцев (его варианты) | 1987 |
|
SU1838077A3 |
Изобретение относится к приборостроению и может найти применение для шлифования, полирования и удаления заусенцев с поверхности обрабатываемых деталей. Целью изобретения является расширение технологических возможностей устройства путем создания кавитации в объеме контейнера. Для этого устройство содержит установленный на основании 1 посредством упругих элементов 2 контейнер 3 и кривошипно-шатунный механизм с приводом 6, состоящий из кривошипа 7, шатуна 8 и поршня 9, установленного в отверстии 5, с зазором. Внутри контейнера 3 укреплена плата 4 со смещенным направляющим отверстием 5. При вращении кривошипа 7 поршень 9 совершает относительно стенки отверстия 5 колебания, сообщающиеся через тонкий слой смазочно-охлаждающей жидкости контейнеру 3. Псевдоожиженная рабочая среда вместе с обрабатываемыми деталями под действием низкочастотных колебаний перемещается по образующей контейнера 3. Так как амплитуда колебаний поршня 9 превышает амплитуду колебаний контейнера 3 в слое СОЖ, находящемся под поршнем 9, возникают кавитационные пузырьки, которые при схлопывании интенсифицируют обработку поверхности деталей. Устройство обеспечивает обработку тонкостенных, а также ажурных деталей за счет исключения жестких динамических нагрузок на контейнер. 1 ил.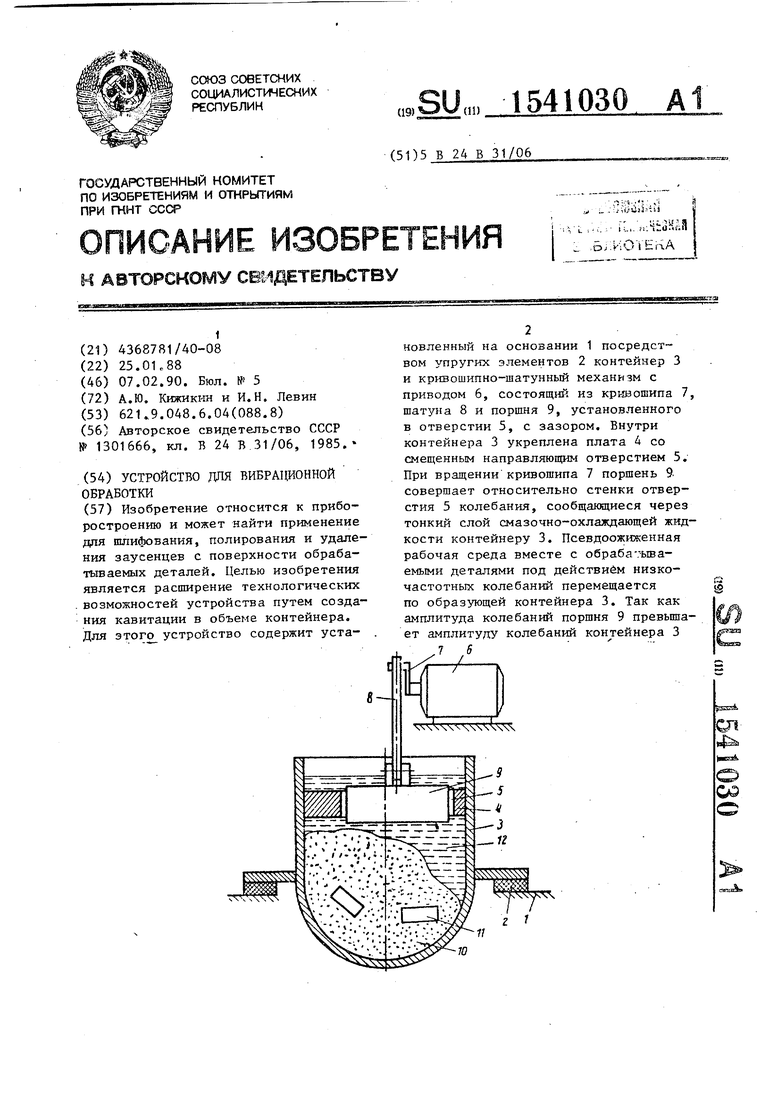
Изобретение относится к приборостроению и может найти применений для шлифования,, полирования к. удале- н|ия заусенцев с поверхности обр,15а- Тзьшаемых деталей.
Цель изобретения - расширение технологических возможно стей устройства .м создания кавитации в объеме Контейнера.
На чертеже схематично изображено Предлагаемое устройстве, общий вид,,
Устройство содержит основание . йа котором посредством упругих ;шс- ментов5 выполненных в виде резиновых Прокладок 2,s установлен контейнер 3Внутри контейнера 3 установлена Плита 4 со смещенным направляющим отверстием 5 „. На основании 1 укреп- hen криБошипно шатунный механизм :: Приводом б., состоящчм из кривошипу / шатуна 8 и поршня 9S установленного с зазором 0,1-0а2 мм на сторону в отверстии 5.
Величина максимальной упругой осаки резиновой прокладки 2 выбирается
. , 89Л,5 из эмпирического уравнения h --,;---
где li - упругая осадка.., м;
п-- частота вращения кривошипа,, о б/мин о
Размер кривошипа выбирают болыгим величины h,
Работает устройство еладуюка) об-- разом4.
Контейнер 3 заполняется абразивно рабочей средой 103 обрабатываемыми деталями 11 и СОЖ 123 верхний уровен которой находится выше верхнего обреза плиты 4 о
При вращении кривошипи 7 поршень 9 совершает относительно стенок отверстия 5 колебания, сообщающиеся через тонкий слой СОЖ 12, коитэйнару Зэ при этом нсевдоожижекная раЗочая среда совместно с обрабатываемыми деталями 11 под действием низкочастотных колебаний перемещается по образующей контейнера 3, За счет указаного производится абразивная обработка поверхности детадек 1 1 .,
.оьиду того,, что амплитуда колебании поршня 9 превышает амплитуду колебаний контейнера. 3: з слое СОЖ 12 s на ссдящемся под поршнем 95 возникают ,;азн ацио11Ные пузьгрьки. которые при с-.з лог ывамкя нитенсифз-пшругот обработку поверхности деталей 11,
.е:-;ие нап:ра ляло.11В1о отверстия аысыьает кеси а-летркчну у вертикальную чагруьку на упругие элементы,, что ;;/а :тарляет элементы колебать™ с-.я с раз. ямплит;удок,, Различные й1.,::(чтудь колебаний упругих элементов задают контейнеру эллиптическую i (Ъорму колебаний, что цае-у контейнеру йоькэжноетъ Бибротранспортировать его загрузку о
кспйт)ИК &н-гальная пг-оветэка описы-- ве.емиго ycTpcfu:TBc.s про.-а«денная в хонтейпере объемом 5 дм- с частотой -.:с:лебапи.й поршня 25 Гд; а:лшлнтудой колебаний контейнера 0„3 мм, ПРИ размере кривошипа - 0,55 мм показала, что за время: обработки 25 мшт. латун- ньпс деталей размером 0, 05x4,, 5x7 35 мм 1гк гпероховаТОСТУ- улу чп-глась па 1 .- класс без следов пластическсй дефор™
Допилнктелъло следует отметить, чт-7 гюгму л юш яе усилие, действующее н.а контейнер описъшазмого устройства9
;; гд:;км&рно в 10-15 меньше,, чем у известных устройство что создает аред юсынки для создания Металлоемкого оборудований:,
Кроме тогоj шум в рабочей зоне
5 устройства составил 2-Я--36 дБ, что примерно вдвое мепт-.гаеэ ч si-; у изваст™ ных устройств для йтделочно- зачист- ной обработки, что улучшает условия труда обслуживающего пег;сокалас
0
Ф о р м у л а к з о б р е т е н и я
Устройство для вибрационной обработки,; содержащее установленный на осковг.нки посредством упругих элементе к лонтейизр с активатором,, разме- ui;sinsbL.M в контейнере с з о змс ясностью пера;.;.г.ще.Н1-;я внутри соединенной с кон-- тейнерсм плиты с аапразляющнм тзер™
6
де смонтированного на основании кризатором источник его возвратно-посту-вошипно-шатунного механизма, а плита
нательных перемещенийs о т л и ч а-жестко закреплена внутри контейнера,
ю щ е е с я тем, что, с целью расти-при этом направляющее отверстие пли
рения технологических возможностейты размещено со смещением по гориэоняутем создания кавитации в объеметали, а активатор выполнен в виде
контейнера, источник возвратно-посту-размещенного с зазором внутри направпательных перемещений выполнен в ви-ляющего отверстия поршня.
| Способ вибрационной обработки | 1985 |
|
SU1301666A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
