Изобретение относится к обработке металлов давлением и может быть использовано при прокатке полос, преин мущественно тонкой ленты.
Целью изобретения является повышение качества полосы за счет воздействия на обе ее поверхности неподвижными деформирующими элементами.
На чертеже представлена схема i кле ти.
Клеть для прокатки полосы содержит станину 1 с центральным неподвижным элементом 2 с несколькими вставками 3 с цилиндрическими деформирующими поверхностями и расположенными вокруг него вращающимися рабочими 4 и опорными 5 валками, установленными против соответствующих вставок 3 неподвижного элемента 2. Рабочие 4 и опорные 5 валки установлены соответственно в подушках 6 и 7. Опорные валки снабжены нажимными устройствами 8. Осевые перемещения (вдоль бочек рабочих валков) вставок 3 центрального неподвижного элемента 2 предотвращаются фиксаторами (не показаны), закрепленными в станине 1 с возможностью перемещения по сторонам от вставок неподвижного элемента.
Центральный неподвижный элемент 2 выполнен с прорезью 9, лежащей в плоскости, параллельной оси валков. В центральном неподвижном элементе выполнены пазы 10.
Клеть работает следующим образом.
Вставки 3 вставляют в направляющие пазы 10 центрального неподвижного элемента. Далее крепят эти вставки выдвигаемыми фиксаторами. С помощью нажимных устройств 8 устанавливают требуемый начальный зазор (или
прижатие) между вставками 3 с цилиндрическими деформирующими поверхностями неподвижного элемента 2 и рабочими валками 4. Заправляют в стан полосу так, чтобы полоса после нескольких очагов деформации заходила в прорезь 9 центрального неподвижного элемента 2, а затем попадала в следующие очаги деформации. При этом вставки 3 обрабатывают другую сторону полосы. Для замены вставок центрального неподвижного элемента необходимо убрать фиксаторы и извлечь эти вставки из направляющих пазов 10 центрального неподвижного элемента.
Использование клети позволит получить полосу с двухсторонней полировкой (0,1 6...0,08), а также уменьЕ1ить неравномерность деформации по высоте полосы, в результате чего повысится качество полосы.
Формула изобретения
Клеть для прокатки полосы, содержащая станину с центральным неподвижным элементом, смонтированные
на нем неподвижные вставки с цилиндрическими деформирующими поверхностями и расположенными вокруг него рабочими и опорными валками, соединенными с приводом вращения, установленными против соответствующих вставок неподвижного элемента, отличающаяся тем, что, с целью повышения качества полосы за счет воздействия на обе ее поверхности
неподвижными деформирующими элементами, центральный неподвижный элемент выполнен с прорезью, расположенной в плоскости, параллельной оси валков.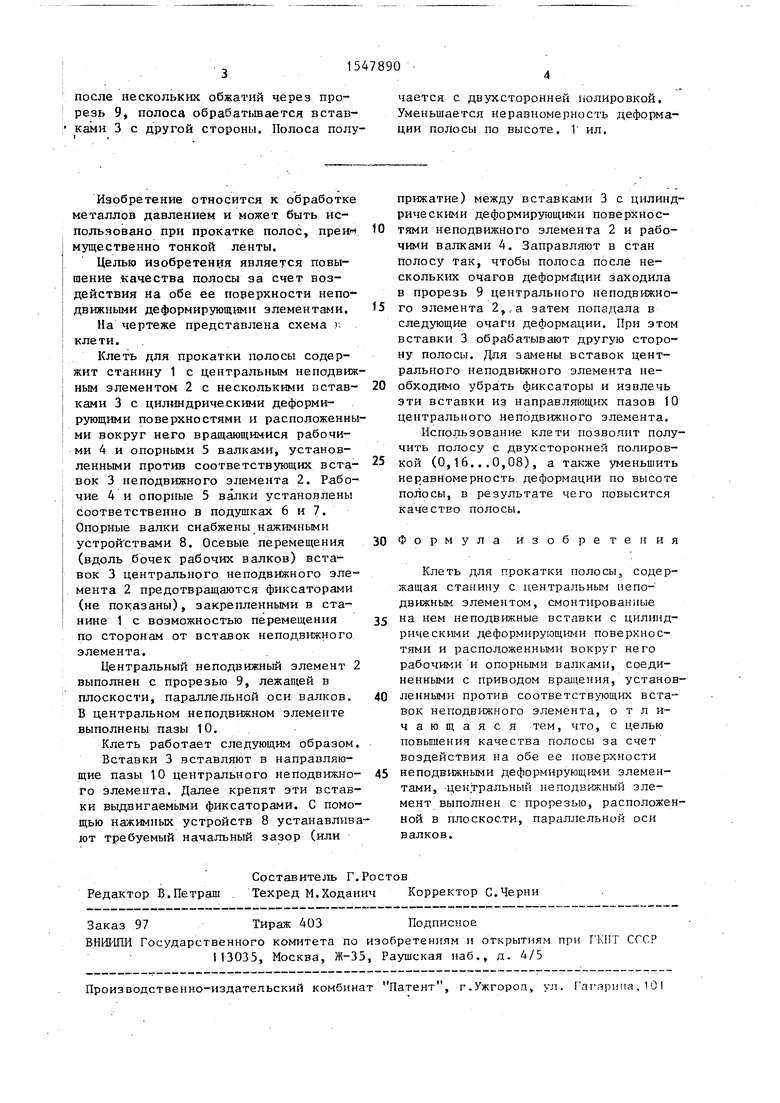
| название | год | авторы | номер документа |
|---|---|---|---|
| Клеть для прокатки полосы | 1989 |
|
SU1643129A1 |
| Непрерывный прокатный стан | 1986 |
|
SU1355303A1 |
| ДЕФОРМИРУЮЩАЯ КЛЕТЬ | 1999 |
|
RU2160643C2 |
| Узел валков для прокатки полосы | 1989 |
|
SU1643127A1 |
| Неподвижный деформирующий элемент | 2019 |
|
RU2701324C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2138346C1 |
| Клеть для прокатки полосы | 1986 |
|
SU1349809A1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1997 |
|
RU2110341C1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1996 |
|
RU2103079C1 |
| ТРЕХВАЛКОВЫЙ КАЛАНДР ДЛЯ ПРОКАТКИ ЛИСТОВ ИЗ ВУЛКАНИТОВЫХ АБРАЗИВНЫХ СМЕСЕЙ | 1999 |
|
RU2151052C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при прокатке полос преимущественно тонкой ленты. Цель изобретения - повышение качества полосы за счет воздействия на обе ее поверхности неподвижными деформирующими элементами. Наличие в неподвижном элементе 2 прорези 9 позволяет пропускать через нее полосу. Пройдя после нескольких обжатий через прорезь 9, полоса обрабатывается вставками 3 с другой стороны. Полоса получается с двухсторонней полировкой. Уменьшается неравномерность деформации полосы по высоте. 1 ил.
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ | 0 |
|
SU345989A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Клеть для прокатки полосы | 1986 |
|
SU1366247A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
