Y/ ///// ///////// ;//
$$$$$$f$f$$f$$$$Si$$$i$$$$$$$,
2
Г
z
/
I
Ј3
Фиг.1
Изобретение относится к механической обработке, а именно к устройствам для механической очистки торцов цилиндрических изделий, и может быть использовано в различных отраслях промышленности для снятия заусенцев с торцов и прилегающк к ним наружной поверхности цилиндрических изделий, имеющих наружную поверхность как цилиндрическую, например трубы, так и в виде многолучевого профиля, например сердечник из алюминиевого сплава для внутреннего оребрения теплообменной апарату- ры, а также в химическом машиностроении, в трубном производстве при зачистке труб после резки, при производстве зубчатых колес для зачистки торцовых поверхностей и прилегающего наружного профиля.
Целью изобретения является расширение технологических возможностей путем обеспечения очистки торца и примыкающей к нему периферии цилиндрических изделий и изделий многолучевого профиля.
На фиг. 1 показано предлагаемое устройство, разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - схема очистки торца цилиндрического изделия с гладкой наружной поверхностью; на фиг. 4 - схема очистки торца цилиндрического изделия многолучевого профиля.
Устройство содержит станину 1 с механизмом продольной подачи - гидроцилиндром 2, шток 3 которого скреплен с корпусом 4 суппорта 5, устаноленного в направляющих 6 станины 1.
В центральной расточке корпуса 4 установлены подшипниковые опоры 7 и 8, в которых размещена пиноль 9. В боковой расточке корпуса 4 смонтированы подшипниковые опоры 10 и 11 вала шестерни 12, связанного муфтой 13 с приводом 14 круговой подачи. Вал-шестерня 12 зацеплена с зубчатым колесом 15, установленным на пи- ноли 9 и жестко закрепленным на ней.
В центральной расточке пиноли 9 в подшипниковых опорах 16 и 17 установлен вал 18, с одной стороны связанный муфтой 19 с приводом 20 вращения, а на другом его конце установлена коническая шестерня 21.
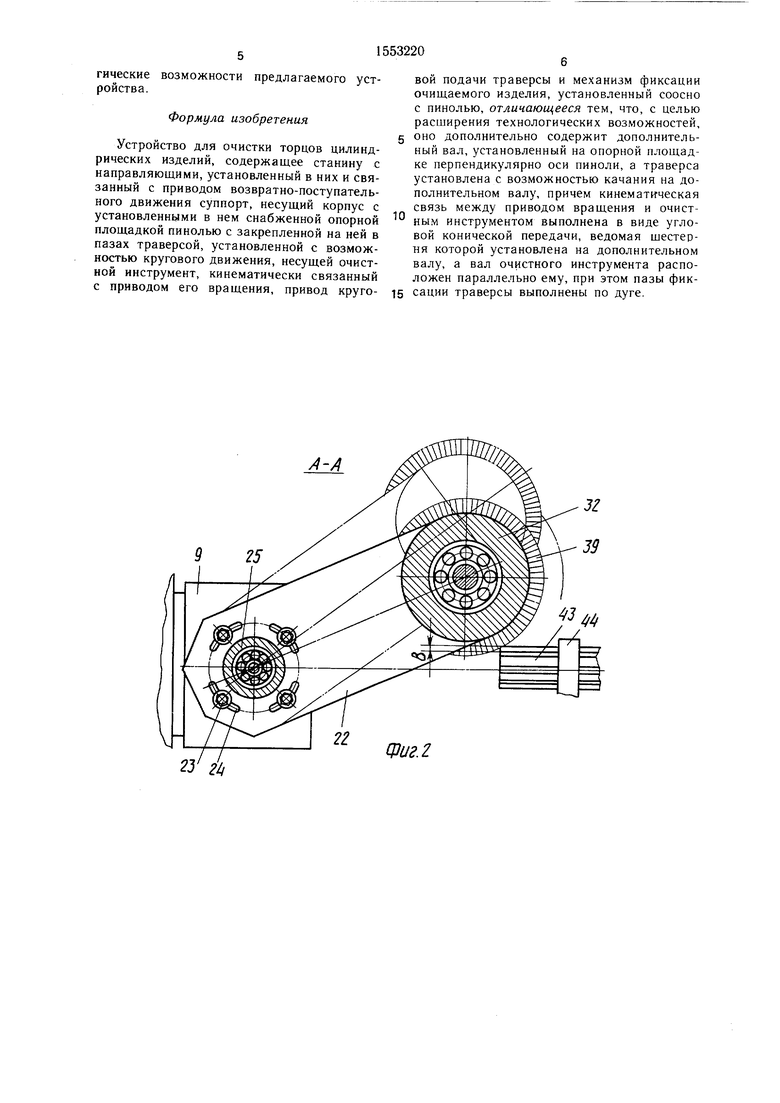
На консольной части пиноли 9 установлена траверса 22, прикрепленная к пиноли 9 четырьмя болтами 23, которые установлены в круговых пазах 24. Траверса 22 снабжена двумя бобышками с расточками. В бобышке 25 выполнена расточка с подшипниковыми опорами 26 и 27, в которых установлен вал 28, на одном конце которого установлена коническая шестерня 29, зацепленная с конической шестерней 21, а на другом конце - шкив 30 для клинового ремня 31. В бобышке 32 выполнена расточка с подшипниковыми опорами 33 и 34, в которых установлен вал 35, на консольном конце которого установлена между дисками 36 и 37 и
0
закреплена гайкой 38 щетка 39. В центральной прорези 40 бобышки 32 на валу 35 установлен шкив 41. Клиноременная передача от шкива 30 к шкиву 41 закрыта ко- 5 жухом 42. Обрабатываемая деталь 43 закрепляется в механизме 44 зажима.
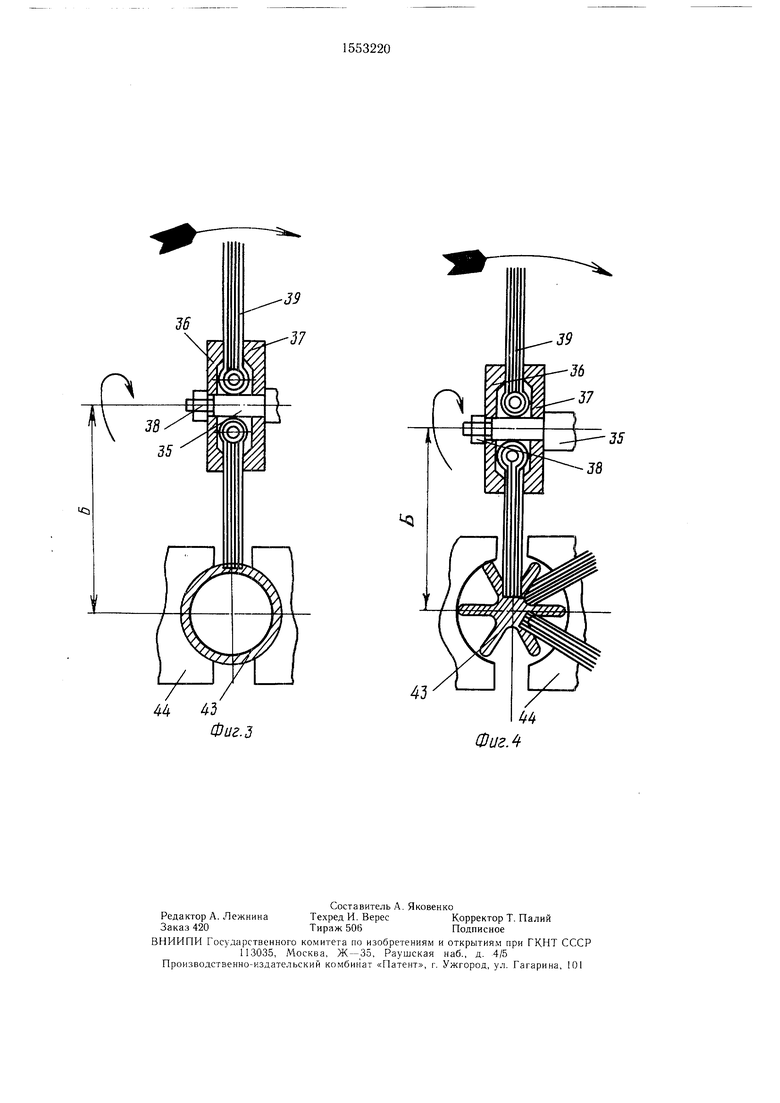
Размер Б между осью вала 35, на котором установлена щетка 39, и осью обрабатываемого изделия 43 цилиндрического или многолучевого профиля является перемен- t ным и зависит от настройки на конкретный диаметр обрабатываемого изделия. Для цилиндрического профиля определяющим является наружный диаметр изделия, а для многолучевого профиля - диаметр сердце- 5 вины. В обоих случаях учитывается величина перекрытия В.
Устройство работает следующим образом. Обрабатываемое изделие 43 фиксируется в зажиме 44 соосно с гильзой 9. Включение приводов 14 и 20 обеспечивает одновременное вращение щетки 39 и ее круговую подачу за счет вращения гильзы 9 с установленной на ней траверсой 22.
Вращение щетки 39 производится от привода 20 через муфту 19, вал 18, коничес- 5 кую шестерню 21, входящую в зацепление с конической шестерней 29, клиноременную передачу в составе шкива 30, клинового ремня 31 и шкива 41, вал 35 щетки 39.
Круговая подача щетки 39 вокруг обрабатываемого изделия 43 производится от при- 0 вода 14, муфты 13, вал-шестерни 12, зубчатого колеса 15, пиноли 9 и установленной на пиноли 9 траверсы 22.
В поршневую полость гидроцилиндра 2 подается рабочая жидкость, и шток 3 гидроцилиндра 2 перемещает суппорт 5 по направ- 5 ляющим 6 станины 1 до соприкосновения периферии щетки 39 с торцом обрабатываемого изделия 43.
Поскольку ось вращения щетки 39 перпендикулярна оси гильзы 9, а также оси об- 0 рабатываемого изделия 43 и смещена относительно нее на размер Б, происходит последовательная обработка всего периметра торца: в случае круглого профиля - на величине перекрытия В относительно наружного диаметра, а в случае многолучевого 5 профиля - на величине перекрытия В относительно диаметра сердцевины и в тело ее.
В конце осевой подачи следует кратковременный режим выхаживания - 2-3 оборота круговой подачи и ускоренный отвод суппорта 5.
0 При настройке устройства на обработку конкретного профиля по диаметру производится поворот траверсы 22 с последующим закреплением болтами 23 в пазах 24 с обеспечением перекрытия В.
с Возможность использования одного уст- о„ J
роиства для очистки торцов изделии с круглым и кольцевым профилем, а также с многолучевым профилем расширяет технологические возможности предлагаемого устройства.
Формула изобретения
Устройство для очистки торцов цилиндрических изделий, содержащее станину с направляющими, установленный в них и связанный с приводом возвратно-поступательного движения суппорт, несущий корпус с установленными в нем снабженной опорной площадкой пинолью с закрепленной на ней в пазах траверсой, установленной с возможностью кругового движения, несущей очистной инструмент, кинематически связанный
с приводом его вращения, привод круго- 15 сации траверсы выполнены по дуге.
вой подачи траверсы и механизм фиксации очищаемого изделия, установленный соосно с пинолью, отличающееся тем, что, с целью расширения технологических возможностей, оно дополнительно содержит дополнительный вал, установленный на опорной площадке перпендикулярно оси пиноли, а траверса установлена с возможностью качания на дополнительном валу, причем кинематическая связь между приводом вращения и очистным инструментом выполнена в виде угловой конической передачи, ведомая шестерня которой установлена на дополнительном валу, а вал очистного инструмента расположен параллельно ему, при этом пазы фик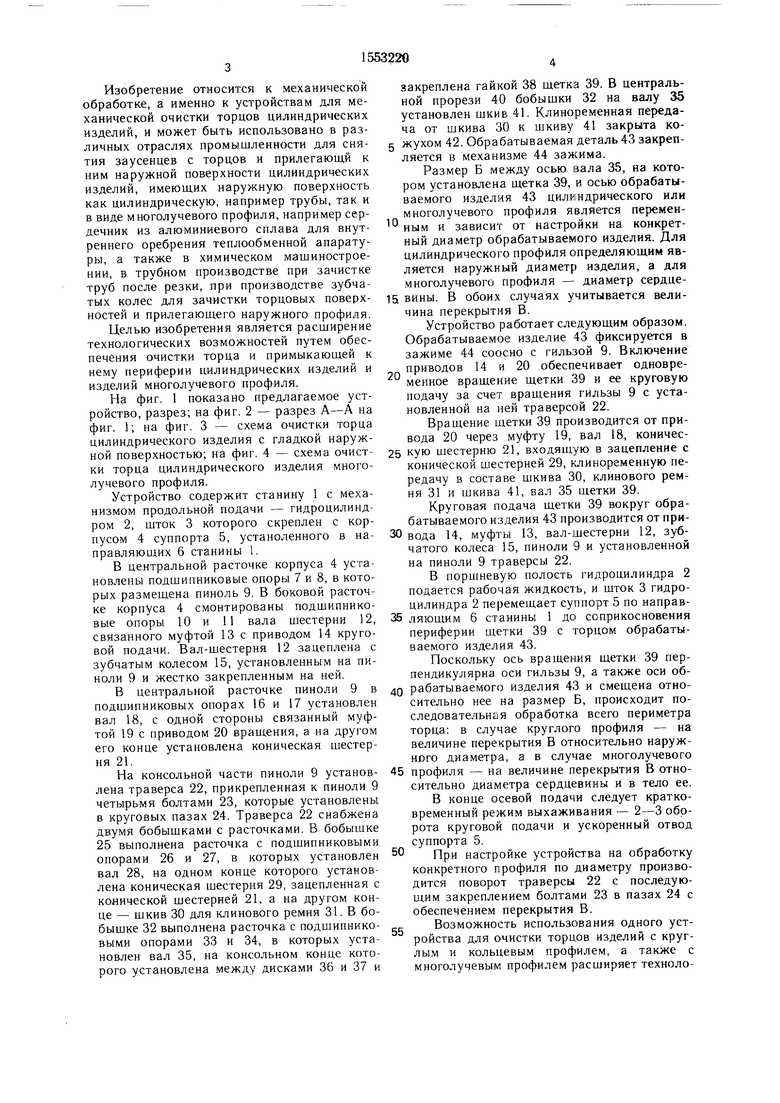
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ | 1973 |
|
SU385686A1 |
| Силовая головка | 1990 |
|
SU1756030A1 |
| Стенд для слесарно-доводочных работ | 1989 |
|
SU1660804A1 |
| Шпиндельное устройство | 1982 |
|
SU1098679A1 |
| Способ изготовления колец шарикоподшипников и устройство для его осуществления | 1987 |
|
SU1733171A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2000 |
|
RU2171742C1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО | 1971 |
|
SU309582A1 |
| Устройство для очистки длинномерного цилиндрического изделия | 1985 |
|
SU1284609A1 |
| Расточная головка | 1974 |
|
SU495163A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ТОРЦОВ ЦИЛИНДРИЧЕСКИХПРУЖИН | 1970 |
|
SU282959A1 |
Устройство относится к области механической обработки и может быть использовано в различных отраслях промышленности для снятия заусенцев с торцов и прилегающей к ним наружной поверхности цилиндрических и многолучевых изделий. Цель изобретения состоит в расширении технологических возможностей. Устройство содержит качающуюся траверсу 22 с размещенной в ней угловой конической передачей, состоящей из ведущей 21 и ведомой 29 шестерен, причем ось качания траверсы 22 совмещена с валом 28 ведомой шестерни 29, а вал 35 очистного инструмента 39 расположен параллельно оси качания траверсы, кроме того, пазы фиксации траверсы 22 выполнены по дуге. Технические преимущества устройства для очистки торцов цилиндрических изделий заключаются в возможности использования устройства для обработки изделий многолучевого профиля из легкодеформируемых материалов. 4 ил.
А-А
Фиг. 2
43
Фиг Л
| ЁСЕСОЮ.ЗНАЯшшшчв«^51^1?ШЙшл^Ё!Ё^ИОТЕКА I | 0 |
|
SU352683A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
