Изобретение относится к станкостроению и может быть использовано для подачи
пружин при врезном шлифовании торцов.
Целью изобретения является повышение производительности и точности обработки за 5 счет автоматизации распределения припуска.
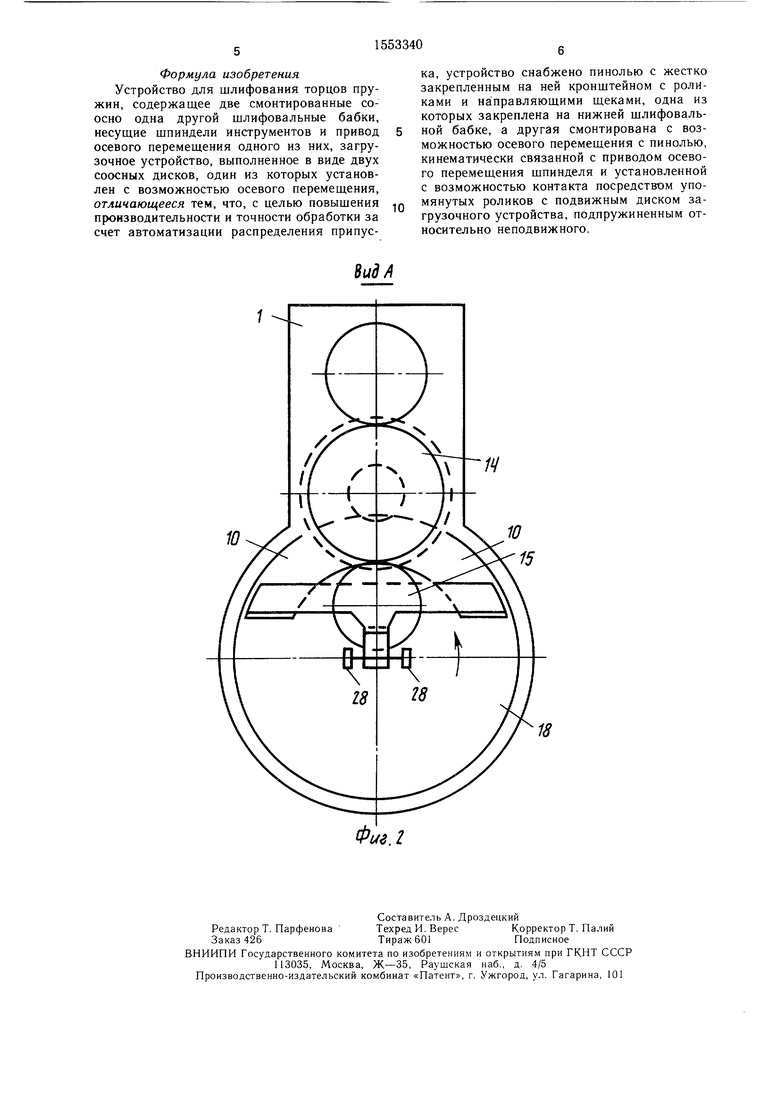
На фиг. 1 изображена кинематическая схема предлагаемого устройства для шлифования торцов пружин; на фиг. 2 - вид А, на фиг. 1.
Устройство для двустороннего шлифования торцов пружин содержит нижнюю шлифовальную бабку 1 с установленным в пи- ноли 2 шпинделем 3 шлифовального круга 15 , верхнюю шлифовальную бабку 5 с установленным в пиноли 6 шпинделем 7 шлифовального круга 8, нижние направляющие щеки 9 и верхние направляющие щеки 10, установленные на пиноли 11.„Приводы поступательного перемещения пиноли 6 и 11 выполнены в виде ходовых винтов 12 и 13 соответственно и кинематически связаны между собой шестернями 14 и 15 и управляющей муфтой 16 сцепления шестерен 14 и 15.25
Загрузочное устройство выполнено в виде двух соосных приводных дисков 17 и 18 с гнездами 19 для пружин 20. Нижний диск
17жестко закреплен на торце шпинделя 21 загрузочного устройства, а верхний диск
18установлен с возможностью поступатель- 30 ного перемещения вдоль общей оси 22 дисков и подпружинен относительно диска 17 пружиной 23. Для предотвращения прово- рота диска 18 по отношению к диску 17 служит штырь 24, входящий в отверстие 25 диска 17, а для ограничения хода верхнего 5 диска 18 вдоль оси 29 выполнен упор 26.
На пиноли 11 верхних направляющих щек 10 жестко установлен кронштейн 27 с роликами 28, установленными с возможностью взаимодействия с подвижным верхним дис- 40 ком 18 загрузочного устройства.
Устройство работает следующим образом. Во время загрузки пружин 20 в гнезда
19верхний диск 18 за счет действия пружины 23 находится в крайнем верхнем 45 положении, ограниченном упором 26, при котором зазор между торцом верхнего шлифовального круга 8 и торцом верхнего диска 18 загрузочного устройства равен Л
и равен зазору Д между торцом нижнего шлифовального круга 4 и торцом нижнего диска 17 загрузочного устройства, причем величина этого зазора Д определяется геометрическими параметрами пружины. После загрузки пружин во все гнезда загрузочного устройства шлифовальные круги 4 gg и 8 шпинделями 3 и 7 приводятся во вращение, а шпинделем 21 приводится во вращение нижний диск 17 загрузочного устройства, который приводит во вращение
50
5
5 5
0 5
0
5
g
0
верхний диск 18 с помощью штыря 24, входящего в отверстие 25.
Подача шлифовального круга осуществляется поступательным перемещением пиноли 6 с помощью ходового винта 12, а так как привод поступательного перемещения пиноли 11 верхних щек 10 в виде ходового винта 13 кинематически связан шестернями 14 и 15 и муфтой 16 сцепления с приводом поступательного перемещения пи- ноли 6, то одновременно с врезной подачей шлифовального круга 8 при включенной управляющей муфте 16 происходит перемещение пиноли 11 верхних направляющих щек 10 и одновременно осуществляется поступательное перемещение верхнего диска 18 вдоль оси 22 за счет взаимодействия с этим диском роликов 28, жестко установленных на пиноли 11 с помощью кронштейна 27. Это позволяет за счет время работы, т. е. за время снятия припуска, сохранять постоянный зазор между торцом верхнего шлифовального круга и торцом верхнего диска 18. При врезной подаче нижний шлифовальный круг 4 с пинолью 2 перемещается только на величину износа шлифовального круга, при этом нижние направляющие щеки, установленные неподвижно, служат базовым элементом при установке торца нижнего шлифовального круга. После снятия всего припуска шлифовальный круг, верхние направляющие щеки и верхний диск загрузочного устройства возвращаются в исходное положение, а оператор выгружает обработанные детали и загружает новые. По мере необходимости осуществляется правка шлифовального круга или его компенсация путем отключения, сцепления шестерен 14 и 15 управляющей муфтой 16 сцепления, при этом при вращении шестерни 14, перемещаемой пинолью 6 верхнего шлифовального круга на величину компенсации, верхние направляющие щеки 10 остаются неподвижными, сохраняя ранее выставленное положение между торцом верхнего шлифовального круга, верхними щеками и верхним диском загрузочного устройства.
В устройстве обеспечивается совместное перемещение во время врезной подачи шлифовального круга, направляющих щек и верхнего диска загрузочного устройства, что позволяет во время шлифования сохранять постоянный зазор между торцом шлифовального круга и загрузочным диском. Пружины в загрузочном устройстве базируются на максимально возможную длину, уменьшая деформацию крайних витков пружины, что увеличивает точность обработки пружин по неперпендикулярности торца с образующей. Кроме того, уменьшение деформации крайних витков пружины позволяет повысить производительность обработки за счет увеличения величины врезной подачи.
Формула изобретения Устройство для шлифования торцов пружин, содержащее две смонтированные со- осно одна другой шлифовальные бабки, несущие шпиндели инструментов и привод осевого перемещения одного из них, загрузочное устройство, выполненное в виде двух соосных дисков, один из которых установлен с возможностью осевого перемещения, отличающееся тем, что, с целью повышения производительности и точности обработки за счет автоматизации распределения припус
ка, устройство снабжено пинолью с жестко закрепленным на ней кронштейном с роликами и направляющими щеками, одна из которых закреплена на нижней шлифовальной бабке, а другая смонтирована с возможностью осевого перемещения с пинолью, кинематически связанной с приводом осевого перемещения шпинделя и установленной с возможностью контакта посредством упомянутых роликов с подвижным диском загрузочного устройства, подпружиненным относительно неподвижного.
| название | год | авторы | номер документа |
|---|---|---|---|
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
| КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2018 |
|
RU2697533C1 |
| СПОСОБ ОБРАБОТКИ ТОРЦОВ ПРУЖИН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2223851C2 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ТОРЦОВ ЦИЛИНДРИЧЕСКИХПРУЖИН | 1970 |
|
SU282959A1 |
| Вертикальный шлифовальный станок с числовым программным управлением | 1975 |
|
SU656813A1 |
| Шлифовальный станок с числовым программным управлением | 1985 |
|
SU1316795A1 |
| Механизм подач | 1981 |
|
SU1014690A1 |
| Круглошлифовальный станок | 1988 |
|
SU1546235A1 |
| БЕСЦЕНТРОВЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2019 |
|
RU2722943C1 |
| УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2050248C1 |
Изобретение относится к области станкостроения и может быть использовано для шлифования торцов пружин. Целью изобретения является повышение производительности и точности обработки за счет автоматизации распределения припуска. Для этого устройство содержит шлифовальные бабки с установленными в пинолях шпинделями шлифовальных кругов, приводы 12 и 13 поступательного перемещения пиноли 11 направляющих щек и пиноли 6 шлифовального круга, кинематически связанные между собой. Загрузочное устройство выполнено в виде двух соосных приводных дисков 17 и 18, причем диск 18 установлен с возможностью поступательного перемещения вдоль общей оси дисков и подпружинен относительно диска 17. На пиноли 11 жестко установлен кронштейн 27 с роликами 28, установленными с возможностью взаимодействия с диском 18 загрузочного устройства. Такое выполнение позволяет во время работы сохранять постоянный зазор между торцами верхнего шлифовального круга и верхнего диска 18. 2 ил.
10
10
15
| АВТОМАТ ДЛЯ ШЛИФОВАНИЯ ТОРЦОВ КРУПНЫХ ПРУЖИН, ВСТРАИВАЕМЫЙ В БЫСТРОПЕРЕНАЛАЖИВАЕМУЮ АВТОМАТИЧЕСКУЮ ЛИНИЮ | 1964 |
|
SU214336A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
