Изобретение относится к литейному производству, в частности к устройствам для изготовления отливок по газифицируемым моделям в магнитном поле0
Цель изобретения - повышение надежности и производительности, снижение брака отливок, расхода электроэнергии и габаритов по высоте.
На чертеже изображена предлагаемая установка, разрез„
Установка содержит четырехколонное основание 1, на котором установлены полый магнитопровод 2, неферромагнитная труба 3, электрические катушки 4, раздвижные упоры 5 с пневмоприводом 6 их раздвижения. Между колоннами основания 1 под магнитопроводом 2 размещен подъемно-опускающий стол 7 и рольганг 8, соединенный с кантователем 9 форм. 5 верхнего отверстия магнитопровода 2 и трубы 3 расположено заливочное устройство 10 с подвижным желобом 11. Работа установки обеспечивается применением неферромагнитных опок (контейнеров) 12, имеющих вентиляционные отверстия 13, закрытые мелкой сеткой 14. Неферромагнитная труба 3 выполняет роль вертикальной направляющей для стопки форм, защищает электрические катушки 4 от внешних воздействий, служит для сбора выделяющихся газов и их отвода. Полый магнитопровод 2 собирает весь магнитный поток рассеяния, усиливает его и подводит к полости трубы 3. Электрическая катушка 4 может быть одна на всю высоту трубы 3, но их.может быть и несколько - по числу форм в трубе 3. При этом высота каждой катушки практически равна высоте форСпсл
СЛ
о сл
мы (опоки) , а поперечный размер каждой катушки меньше, чем соответствующий размер вышележащей катушки Раздвижные упоры 5 шарнирно укрепляются на основании 1, причем верхний рычаг упора контактирует с нижней поверхностью бурта опоки 12, а его нижний рычаг - с основанием I и штоком пневмопривода 6„ Причем шток и рычаг не имеют жесткой связи между собой.
Установка работает следующим образомо
Перед началом работы в полость трубы 3 подаются пустые неферромагнитные опоки (контейнеры) 2„ Это может быть сделано двумя путями: сверху с помощью подъемного механизма (не показан) или снизу с помощью сто- ла 7, При подаче сверху желоб 11 зали
вочного устройства 10 отводится в сторону, освобождая место для контейнера 12, который опускается до нижнего отверстия трубы 3 и зависает верхними буртами на упорах 5, которые предварительно раздвинуты до его прохождения с помощью привода 6, например, в виде пневмоцилиндра. После выстраивания стопки опок до верхнего края трубы 3 (или немного ниже) на нее (стопку) устанавливается с помощью подъемно-транспортного механизма (не показан) очередная опока с формо
0
5
Q5
30
ческое напряжение. Опускание стопки и верхней формы происходит следующим образом: стол 7 совершает рабочий ход Н (вверх), приподнимает всю стопку на величину 10-30 мм, достаточную для размыкания раздвижных упоров 5 с помощью привода 6. Затем во время опускания стопки пневмопривод 6 освобождает упоры 5, и они самопроизвольно замыкаются после прохождения нижних буртов очередной опоки, которая зависает своими верхними буртами на упорах 5.
Во время подачи напряжения на электрические катугаки 4 появляющийся магнитный поток замыкается через полый магнитопровод и формовочный материал 15, который, намагничиваясь, приобретает прочность. Желоб 11 подводится к литниковой воронке формы и осуществляется ее заливка расплавом. Выделяющиеся при заливке газы отсасываются через поры в формовочном материале, отверстие 13 в опоке 12 с сеткой 14 и отверстия 17 в трубе 3 и магнитопроводе 2. Затем желоб 11 отводится и на залитую форму устанавливается следующая форма. Благодаря наличию полого магнитопровода 2, охватывающего все катушки 4 снаружи, снизу и сверху, магнитный поток не .выходит за пределы полости трубы 3. Поэтому при установке очередной формы

| название | год | авторы | номер документа |
|---|---|---|---|
| Литейная линия | 1983 |
|
SU1235654A1 |
| Оснастка для изготовления, транспортирования и сборки магнитных форм | 1988 |
|
SU1675021A1 |
| Автоматическая поточная линия для производства отливок | 1977 |
|
SU772716A1 |
| Линия для изготовления литейных форм | 1984 |
|
SU1202705A1 |
| Литейная линия | 1980 |
|
SU910359A1 |
| Установка для выбивки литейных форм | 1980 |
|
SU899265A1 |
| Комплексная автоматизированная линия изготовления отливок в формах из холоднотвердеющих смесей | 1980 |
|
SU874260A1 |
| Магнитная разъемная форма и транспортное средство для магнитной разъемной формы | 1987 |
|
SU1675020A1 |
| Магнитная разъемная форма | 1990 |
|
SU1777976A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 1986 |
|
SU1438090A1 |
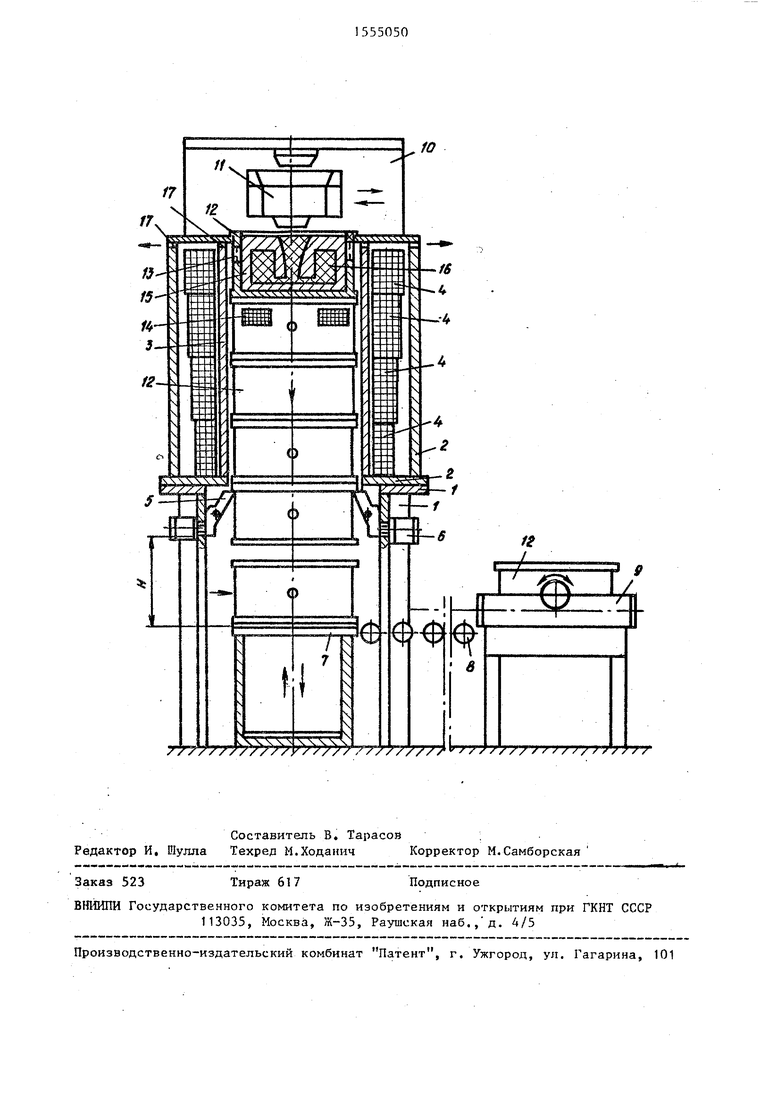
Изобретение относится к литейному производству, в частности к устройствам для изготовления отливок по газифицируемым моделям в магнитном поле. Целью изобретения является повышение надежности и производительности, снижение брака отливок, расхода электроэнергии и габаритов по высоте. Для этого вертикальная направляющая выполнена в виде нефферомагнитной трубы, которую охватывают витки электрических катушек, размещенных внутри полого магнитопровода. Снизу магнитопровода смонтированы раздвижные упоры для удержания стопки опок. Над магнитопроводом размещен заливочный желоб. Поперечные размеры каждой последующей к низу катушки уменьшаются. 1 з.п. ф-лы, 1 ил.
вочным ферромагнитным материалом 15 и , на залитую между ними не возникают
разовой моделью 6, предварительно заформованная на вибростоле (не показан) ,
При подаче снизу первая опока устанавливается, например, с помощью роль- о ганга 8 на стол 7, который, совершая ход Н, превышающий высоту опоки, поднимает ее и подвешивает верхними буртами на раздвижные упоры 5. При этом
существенные силы притяжения, что позволяет не отключать верхнюю кату ку. После чего залитая форма сразу опускается на один шаг. Для этого стол 7, с которого предварительно у рана опока 12, приподнимает вновь в стопку, упоры 5 раздвигаются с помо щью пневмопривода 6, пропуская бурт опускающихся смежных опок, и снова
привод 6 не срабатывает, так как раз- смыкаются самопроизвольно (под собдвижение упоров 5 осуществляется с помощью опоки 12. Затем подается таким же образом вторая и последующие опоки После выстраивания стопки опок 12 до верхнего края трубы 3 (или на высоту одной опоки ниже) на стопку устанавливают с помощью подъемно-транспортного механизма (не показан) готовую форму. При этом желоб 11 отводится
После осущеетвпения предвари гель ной подготовки форма опускается на один шаг в зону действия верхней катушки 4, на которую подается электри
50
- 55
ственным весом, так как пневмопривод 6 возвращает свой шток в исходное положение,, Поскольку направляюща труба 3 и опоки 12 выполнены неферро магнитными, а формовочный материал не контактирует с направляющей трубой 3 и не попадает в зазор между опокой 12 и трубой, то ничего не пре пятствует опусканию формы сразу же после заливки. Таким образом, форма постепенно (с остановками) опускается. По мере затвердевания отливки она все меньше нуждается в прочной форме. Поэтому магнитная индукция на
существенные силы притяжения, что позволяет не отключать верхнюю катушку. После чего залитая форма сразу же опускается на один шаг. Для этого стол 7, с которого предварительно убрана опока 12, приподнимает вновь всю стопку, упоры 5 раздвигаются с помощью пневмопривода 6, пропуская бурты опускающихся смежных опок, и снова
смыкаются самопроизвольно (под соб
50
55
ственным весом, так как пневмопривод 6 возвращает свой шток в исходное положение,, Поскольку направляющая труба 3 и опоки 12 выполнены неферромагнитными, а формовочный материал 15 не контактирует с направляющей трубой 3 и не попадает в зазор между опокой 12 и трубой, то ничего не препятствует опусканию формы сразу же после заливки. Таким образом, форма постепенно (с остановками) опускается. По мере затвердевания отливки она все меньше нуждается в прочной форме. Поэтому магнитная индукция на
высоте трубы 3 может уменьшаться благодаря тому, что намагничивающая сила катушек также убывает. Поскольку вы-1
сота катушек примерно равна высоте
опок и опока после каждого шага продвижения оказывается в зоне действия другой катушки, то имеется возможность увеличивать или уменьшать (в определенных пределах) магнитную ин- дукцию. Это расширяет технологические возможности установки, позволяя подобрать для каждой отливки свой режим
Когда залитая форма выходит из тру- бы 3 и зависает на упорах 5, она снимается с них столом 7, опускается на рольганг 8 и выкатывается к кантователю 9 о В трубе 3 отливка находится в период заливки и эатвердева- ния (полного или частичного), а дальнейшее охлаждение отливки до выбивки происходит вне трубы (без воздействия магнитного поля). Это уменьшает высоту установки и позволяет разме- щать ее в существующих зданиях литейных цехов. В кантователе 9 опока переворачивается на 360 (или на 180° с возвратом), из нее высыпается на выбивную решетку (не показана) формо- вочный материал и отливка. Опока 12 поступает на Аормовку. Цикл закончен. Формула изобретения
вертикальную направляющую для стопки форм на поддонах, электрические катушки, магнитопровод с верхним и нижним отверстиями для прохождения форм из заливочного устройства, подъемно-опускающий стол, поддоны для отливок и формовочного материала и заливочный желоб, отличающаяся тем, что, с целью повышения надежности и производительности, снижения брака отливок, расхода электроэнергии и габаритов по высоте, она снабжена для удержания стопки контактирующих между собой поддонов фиксаторами, выполненными в виде подвижных упоров с приводом и размещенными снизу магнитопровода, устройством для перемещения залитых форм и выполнения с ними последующих операций, расположенным у стола, при этом вертикальная направляющая выполнена в виде неферромагнитной трубы, а магнитопровод охватывает электрические катушки и над ним размещен заливочный желоб, выполненный с возможностью перемещения относительно магнитопрово- Да0
17
Составитель В. Тарасов Редактор И, Шулла Техред М.Ходанич Корректор М.Самборская
Заказ 523
Тираж 617
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
fO
s / /S //ffS7S//Sf/SS/
Подписное
| Линия изготовления отливок по газифицируемым моделям в магнитном поле | 1981 |
|
SU939169A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
