Изобретение относится к обработке металлов давлением, в частности к оснастке для скручивания полосы в двух плоскостях, и может быть использовано в машиностроении.
Целью изобретения является улучшение качества изделий.
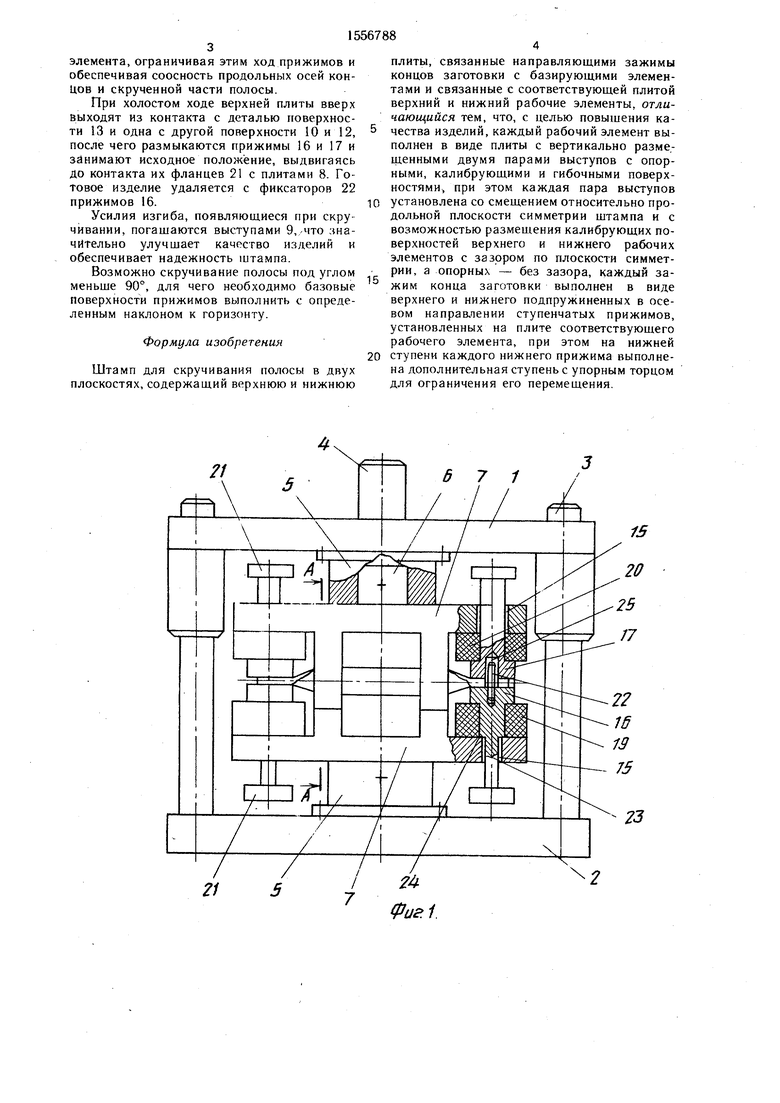
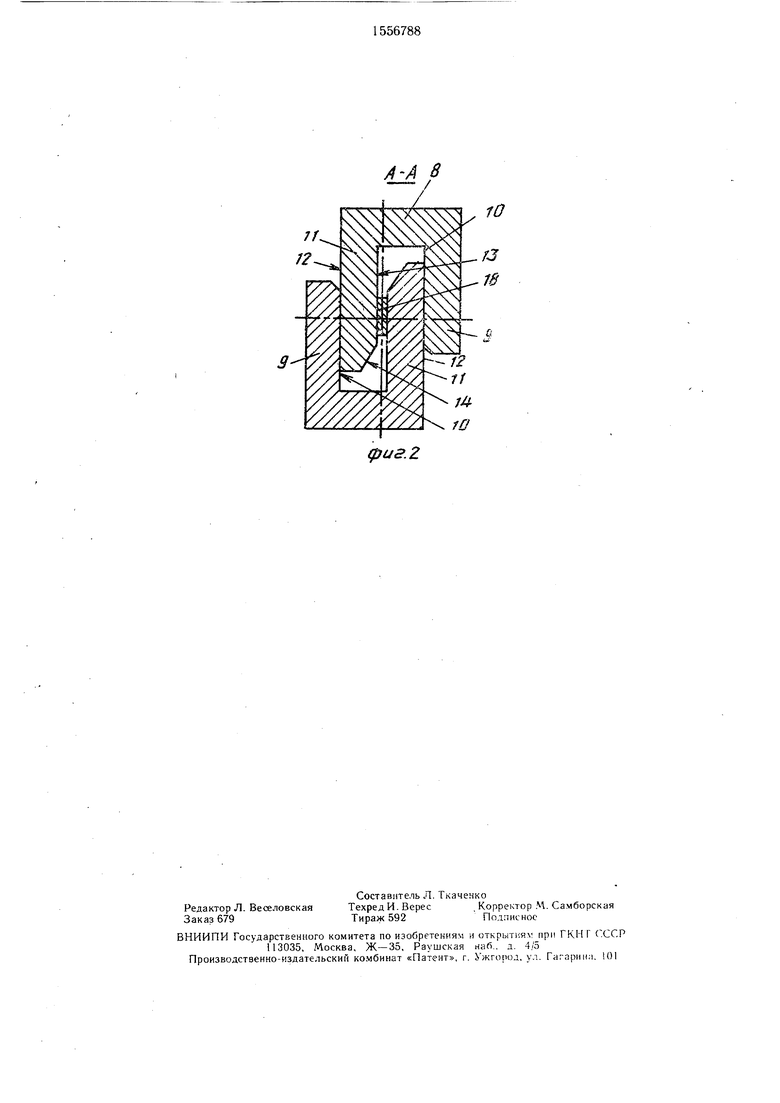
На фиг. 1 изображен штамп, общий вид; на фиг. 2 - сечение А-А на фиг. 1.
Штамп состоит из верхней 1 и нижней 2 плит, связанных направляющими 3, и хвостовика 4, закрепленного на верхней плите. На плитах 1 и 2 установлены обоймы 5 с гнездами прямоугольного сечения для фикса-- ции хвостовиков 6 верхнего и нижнего рабочих элементов 7. Каждый рабочий элемент 7 содержит плиту 8 с двумя выступами 9, имеющими опорную поверхность 10, и с размещенными против выступов 9 выступами 11, имеющими опорную поверхность 12, калибрующую поверхность 13 и гибочную поверхность 14.
Каждая пара выступов 9 и И установлена со смещением относительно продольной плоскости симметрии штампа с образованием рабочего зазора между калибрующими
поверхностями 13 и без зазора между поверхностями 1 1 и 12.
На плитах 8 выполнены квадратные отверстия 15 для размещения ступенчатых прижимов 16 и 17 узлов зажима концов заготовки 18. Большие ступени прижимов 16 и 17 опираются на упругие втулки 19 и 20 и имеют ограничительные фланцы 21. На каждом прижиме 16 установлен фиксатор 22, а на нижней его ступени выполнена дополнительная ступень 23, образующая упорный торец 24. На прижимах 17 выполнены отверстия 25 под фиксаторы 22.
Штамп работает следующим образом.
Полосу 18 надевают на фиксаторы 22 прижимов 16. Включают рабочий ход пресса. В начале хода прижимы 16 и 17 сжимают концы полосы 18 и одновременно входят в контакт поверхности 10 :: 12 выступов 9 и 11. Далее сжимаются упругие втулки 19 и 20 и одновременно производится скручивание полосы 18 гибочными поверхностями 14, а затем и калиброз1а поверхностями 13, при этом нижние пр .жимы 16 упираются упорным торцом 24 в плиту 8 нижнего рабочего
сл
сд
3d
-ч
00 00
элемента, ограничивая этим ход прижимов и обеспечивая соосность продольных осей концов и скрученной части полосы.
При холостом ходе верхней плиты вверх выходят из контакта с деталью поверхности 13 и одна с другой поверхности 10 и 12, после чего размыкаются прижимы 16 и 17 и занимают исходное положение, выдвигаясь до контакта их фланцев 21 с плитами 8. Готовое изделие удаляется с фиксаторов 22 прижимов 16.
Усилия изгиба, появляющиеся при скручивании, погашаются выступами 9,-что значительно улучшает качество изделий и обеспечивает надежность штампа.
Возможно скручивание полосы под углом меньше 90°, для чего необходимо базовые поверхности прижимов выполнить с определенным наклоном к горизонту.
Формула изобретения
Штамп для скручивания полосы в двух плоскостях, содержащий верхнюю и нижнюю
плиты, связанные направляющими зажимы концов заготовки с базирующими элементами и связанные с соответствующей плитой верхний и нижний рабочие элементы, отличающийся тем, что, с целью повышения качества изделий, каждый рабочий элемент выполнен в виде плиты с вертикально размещенными двумя парами выступов с опорными, калибрующими и гибочными поверхностями, при этом каждая пара выступов
установлена со смещением относительно продольной плоскости симметрии штампа и с возможностью размещения калибрующих поверхностей верхнего и нижнего рабочих элементов с зазором по плоскости симметрии, а опорных - без зазора, каждый зажим конца заготовки выполнен в виде верхнего и нижнего подпружиненных в осевом направлении ступенчатых прижимов, установленных на плите соответствующего рабочего элемента, при этом на нижней
0 ступени каждого нижнего прижима выполнена дополнительная ступень с упорным торцом для ограничения его перемещения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки штучных заготовок из листа и проволоки | 1987 |
|
SU1433557A2 |
| Штамп для гибки | 1979 |
|
SU845965A1 |
| Штамп для гибки концевых участков деталей на 180 @ | 1987 |
|
SU1466837A1 |
| Штамп для гибки штучных заготовок из листа | 1987 |
|
SU1442293A1 |
| Универсально-гибочный автомат с приводом от центральной шестерни | 1984 |
|
SU1245381A1 |
| Штамп для формовки и обрезки выводов радиоэлементов | 1985 |
|
SU1354449A1 |
| Штамп для формирования фасок | 1988 |
|
SU1581421A1 |
| Штамп для формовки выводов радиоэлементов | 1983 |
|
SU1707801A1 |
| Штамп для гибки штучных заготовок | 1982 |
|
SU1060273A2 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2004 |
|
RU2285573C2 |
Изобретение относится к обработке металлов давлением, в частности к оснастке для скручивания полосы в двух плоскостях, и может быть использовано в машиностроении. Цель изобретения - улучшение качества изделий. На верхней и нижней плитах штампа установлены зажимы концов заготовки, верхний и нижний рабочие элементы (РЭ). Каждый зажим состоит из подпружиненных прижимов с ограничительными фланцами, установленных на плитах РЭ. Каждый РЭ выполнен с выступами, имеющими опорные, калибрующие и гибочные поверхности. Между калибрующими поверхностями выполнен зазор по толщине заготовки. Деформирование осуществляется после фиксации прижимов между гибочными поверхностями. Затем калибрующие участки РЭ придают детали окончательный вид. При изменении угла наклона поверхностей прижима может быть осуществлено скручивание на угол меньше 90°. 2 ил.
2
Фиг.1.
фиг. 2
| Штамп для изготовления деталей | 1975 |
|
SU533426A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
