Изобретение относится к металлургии и может быть использовано при прокатке толстых листов и плит из слитков.
Цель изобретения - увеличение выхода годного.
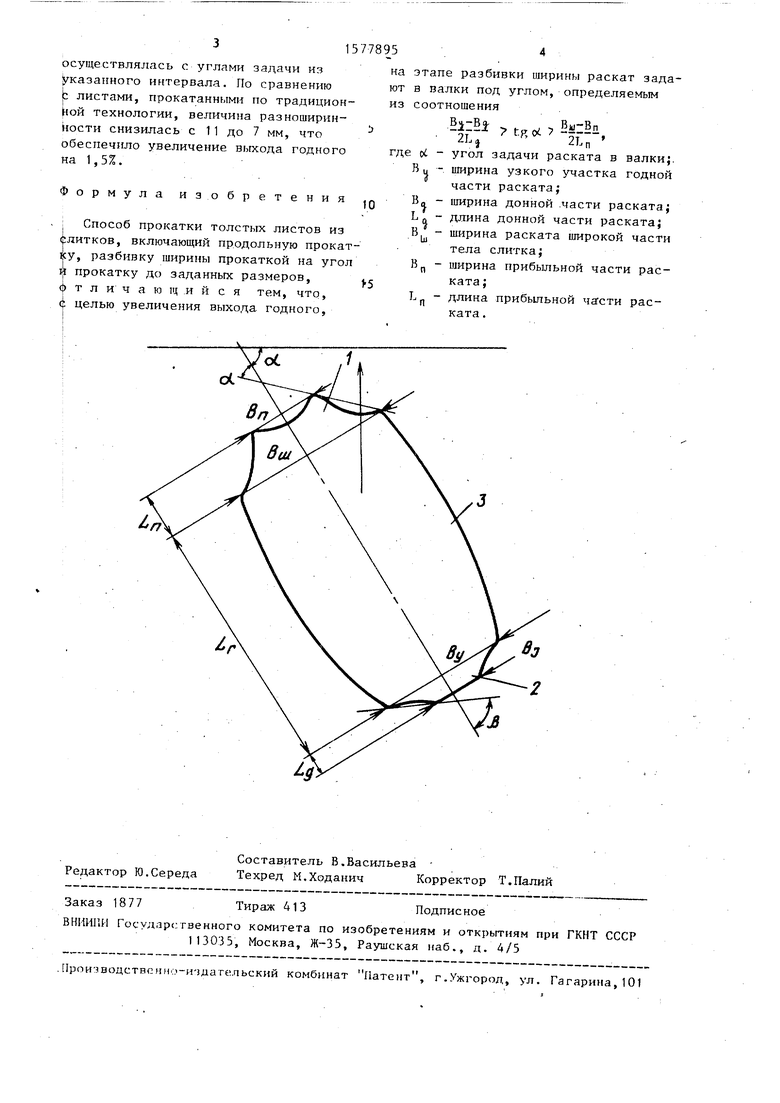
На чертеже показан раскат, вид в плане.
Исходная форма слитка определяет форму раската, который содержит прибыльную часть 1 шириной Вп и длиной Ln, донную часть 2 шириной Во и длиной L. и годную часть 3 длиной Lr с узким участком шириной В ,, и широким - В. Разноширинность годной части раската снижается, если в заключительных проходах на этапе разбивки ширины угол задачи раската в валки йб превышает 45° и выбирается исходя из соотношения
Вч-Бе , „ В (и™ Вп
1 . -, fad - -
IT f иГ1 л } т
ZLo.ZLn
Стрелкой указано направление прокатки.
Пример. Моделировалась прокатка листа 120x2800 мм2 из слитка массой 28 т с укороченной прибылью. По окончании этапа протяжки раскат имел следующие размеры, мм: толщина Н 35; Lr 145; L 13; Ln 20; Bn 68; Б 58; Г,ш 86; В 82 . На этапе разбивки ширины слиток первоначально прокатывался по обычной технологии (eL 15-JO°) до толщины 19,5 мм. По габаритам раската, мм: Lr 161; Lj 13,5; Ln 22,5; В „ 72; Bj 58; Вш 142; Вц 134 определялся угол его задачи
ел j j
оо со
СП
в валки
В дальнейи-ем до достижения нербхо- димой ширины листа ратбишсл ширины
осуществлялась с углами задачи из указанного интервала. По сравнению с листами, прокатанными по традиционной технологии, величина разноширин- ности снизилась с 11 до 7 мм, что обеспечило увеличение выхода годного на 1,5%.
Формула изобретения
Способ прокатки толстых листов из слитков, включающий продольную прокатку, разбивку ширины прокаткой на угол и прокатку до заданных размеров, отличающийся тем, что, с целью увеличения выхода годного,
этапе разбивки ширины раскат зада- в валки под углом, определяемым соотношения
21:51 „ tR ы , в,-вдf
2L
где цС - угол задачи раската в валки; В ц - ширина узкого участка годной
части раската;
В о - ширина донной части раската; Ln - длина донной части раската; - ширина раската широкой части
тела слитка;
п - ширина прибыльной части раската ;
- длина прибыльной чагсти раската .
Lu
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки толстого листа из слитков и кузнечных заготовок | 1990 |
|
SU1736650A1 |
| Способ прокатки заготовок с исходной конусностью | 1988 |
|
SU1563795A1 |
| Способ производства толстых листов | 1988 |
|
SU1519801A1 |
| Листовой слиток | 1989 |
|
SU1678467A1 |
| Листовой слиток | 1990 |
|
SU1720785A1 |
| Способ прокатки толстых листов | 1990 |
|
SU1752457A1 |
| Способ производства широких толстых листов из нержавеющих сталей | 2017 |
|
RU2660504C1 |
| Способ прокатки толстых листов | 1988 |
|
SU1556777A1 |
| Способ прокатки листов преимущественно из слитков ЭШП | 1991 |
|
SU1779417A1 |
| Способ прокатки листов и плит | 1989 |
|
SU1784300A1 |
Изобретение относится к прокатному производству и может быть использовано при прокатке толстых листов и плит из слитков. Цель изобретения - увеличение выхода годного путем уменьшения разноширинности проката. В заключительных проходах на этапе разбивки ширины раскат задают в валки под углом, определяемым из соотношения, приведенного в тексте описания. Способ позволяет увеличить выход годного на 10-15 кг на 1 т готовой продукции. 1 ил.
Редактор Ю.Середа
Составитель В.Васильева Техред М.Хрданич Корректор Т.Палий
Заказ 1877
Тираж 413
ВНИИПН Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Подписное
| Способ прокатки листов | 1982 |
|
SU1061862A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
