Фиг 2
Изобретение относится к порошке- вой металлургии, в частности к уст- ройствам для непрерывного прессования порошков, и является усовершенствованием устройства по авт.св.СССР № 1199447.
Цель изобретения - повьшшние производительности экструдирования.
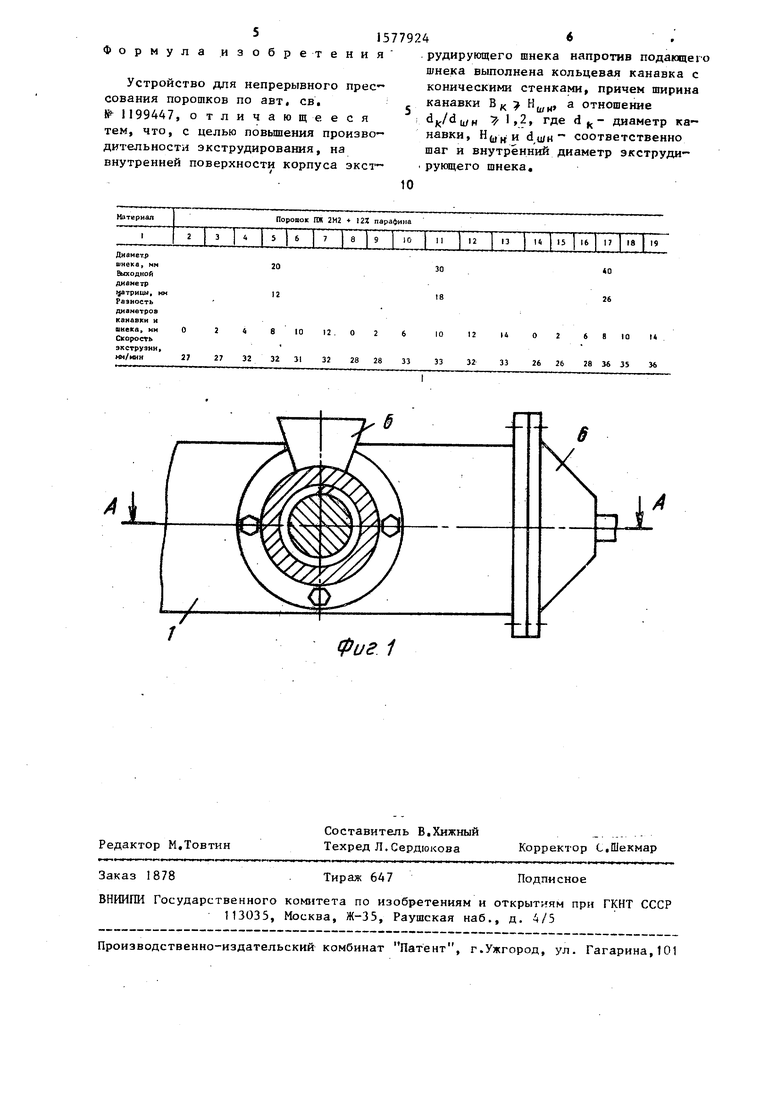
На фиг,1 показано устройство, общий вид; на фиг,2 - сечение А-А на фиг.1л
Устройство содержит корпуса 1 и 2, расположенные в них соответственно экструдирующий 3 и подающий шнеки 4, насадку 5, загрузочный бункер 6, элементы крепления 7, каналы для подачи СОЖ, В зоне загрузки, на внутренней поверхности корпуса экструдирующего шнека выполнена канавка 8,
Устройство работает следующим образом.
При вращении подающего шнека 4, пластифицированный порошок из загрузочного бункера 6 транспортируется в зону захвата экструдирующего шнека 3, где заполняет канавку 8, выполненную на внутренней поверхности корпуса 1, В результате давления, создаваемого подающим шнеком, порошок из канавки выдавливается в витки экструдирующего шнека по всему периметру, что обеспечивает равномерное заполнение витков, расположенных- в зоне загрузки,
В известной установке подача порошка на рабочий шнек происходит только на поверхность, ограниченную внутренним диаметром корпуса подающего шнека, что вызывает неравномерное заполнение витков экструдирую- щего шнека и, как следствие, колебания давления экструдирования и уменьшение производительности.
Таким образом, канавка, выполненная в корпусе 1, обеспечивает равномерное заполнение порошком витков экструдирующего шнека, за счет подачи порошка по всему периметру витков, расположенных в зоне загрузки.
Для того, чтобы порошок хорошо заполнял канавку 8, а при дальнейшем приложении давления, создаваемого подающим шнеком, легко выдавливался в витки рабочего шнека, торцовые стенки канавки выполняются по коническим поверхностям.
Чтобы виток рабочего шнека в зоне загрузки захватывал порошок по всему периметру и полностью заполнялся по- , рошком, очевидно, что ширина канавки 8 (B,J должна быть больше или равна шагу экструдирующего шнека (Н )« В случае, если В к Ншн, то выдавливание порошка из канавки в виток ра0 бочего шнека происходит не по всему периметру, загрузка витков в рабочей зоне оказывается неполной, что является причиной уменьшения производительности экструдирования,
5 Выбор же ширины канавки в диапазоне от Ншн и выше, не оказывает влияния на равномерность загрузки и не приводит к росту производительности экструдирования. Поэтому на практике
0 ширина канавки выбирается равной диаметру подающего шнека, если он не меньше шага экструдирующего.
Разность диаметров канавки и экст- рудирующего шнека определяет скорость
5 заполнения канавки порошком и усилие, необходимое для выдавливания его в витки шнека.
Для определения оптимального соотношения диаметров канавки (d«) и
0 рабочего шнека (1ШН), а также для сравнения описанной установки с известной, были проведены соответствую- щие эксперименты, результаты которых сведены в таблицу,
5 ,
Из результатов приведенных экспериментов следует, что для достижения максимальной производительности глубину канавки в корпусе на0 до выполнять в зависимости от диаметра шнека. Так, при диаметре шнека 20 мм максимальная производительность достигается при глубине канавки 2 мм (т.е. dk - d шн 4 мм),
5 для шнека диаметром 30 мм - при
глубине канавки 3 мм (т.е. d k - dujH 6 мм) и т.д,
Проанализировав таким образом за- 0 висимость производительности (скорости экструзии) от глубины канавки в корпусе, для шнеков диаметром 20, 30, 40 и 50 мм, можно утверждать, что максимальная производительность 5 устройства обеспечивается при достижении отношения dK/d WH определенного значения, т.е. должно быть больше или равно 1,2.
ормула
5
изо
15
р е т е н и я
Устройство для непрерывного прес сования порошков по авт, св. If- 1199447, отличающееся тем, что, с целью повышения производительности экструдирования, на внутренней поверхности корпуса экст1577924
рудируклцего шнека напротив подающе о шнека выполнена кольцевая канавка с коническими стенками, причем ширина канавки Вк HWM, а отношение dk/du/H , где dk- диаметр канавки, НШН1И du/н соответственно шаг и внутренний диаметр экструди- рующего шнека.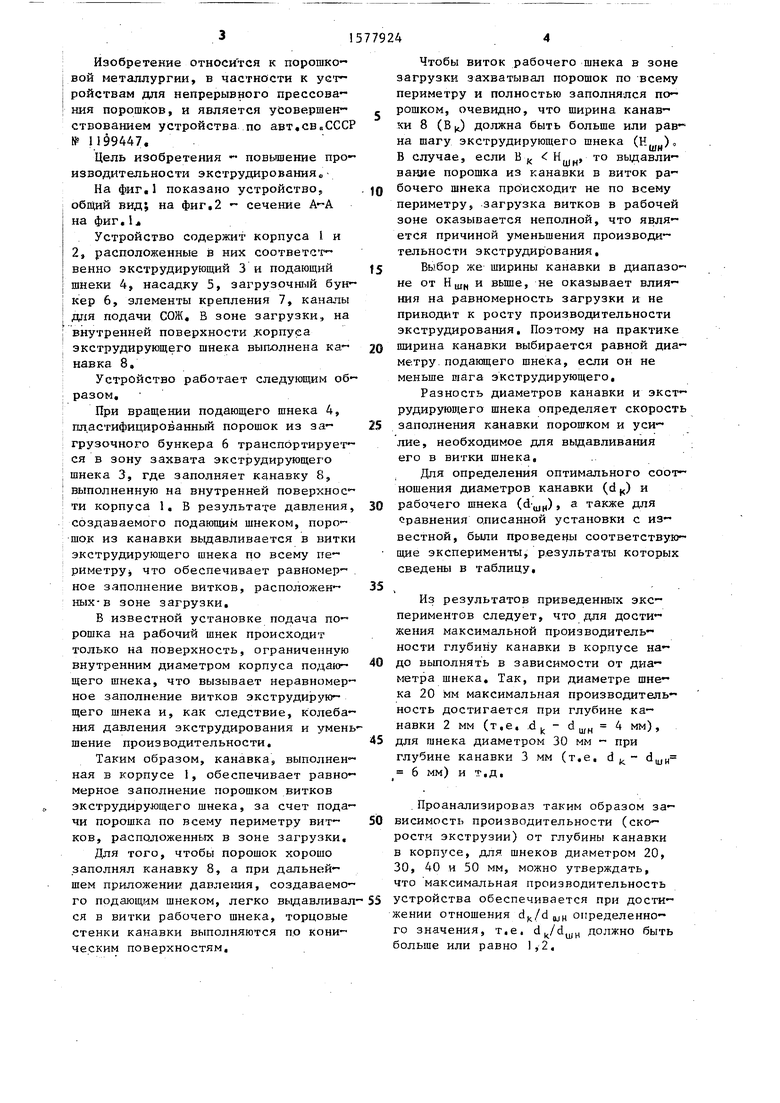
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного формования изделий из порошка | 1985 |
|
SU1289604A1 |
| Устройство для непрерывного прессования длинномерных изделий из порошка | 1987 |
|
SU1423283A1 |
| Устройство для непрерывного формования трубчатых изделий из порошков | 1985 |
|
SU1289603A1 |
| Устройство для формования порошковых материалов | 1987 |
|
SU1447573A1 |
| Устройство для непрерывного прессования пластифицированных порошков | 1985 |
|
SU1310112A1 |
| Устройство для прессования изделий из порошковых материалов | 1988 |
|
SU1565725A2 |
| Устройство для непрерывного прессования порошков | 1982 |
|
SU1199447A1 |
| Устройство для непрерывного формования изделий из порошков | 1988 |
|
SU1586856A1 |
| Устройство для экструдирования порошковой проволоки | 1985 |
|
SU1304986A1 |
| Устройство для получения многослойных трубчатых изделий из порошков экструзией | 1984 |
|
SU1225690A1 |
Изобретение относится к порошковой металлургии. Цель изобретения - повышение производительности экструдирования. При вращении подающего шнека 4 пластифицированный порошок из загрузочного бункера транспортируется в зону захвата экструдирующего шнека 3, где заполняет канавку 8, выполненную на внутренней поверхности корпуса 1. В результате давления подающего шнека порошок из канавки выдавливается в витки экструдирующего шнека по всему периметру, что обеспечивает равномерное заполнение витков, расположенных в зоне загрузки. При этом стенки кольцевой канавки выполнены коническими, ширина канавки 8 B к≥H шн, где H шн - шаг экструдирующего шнека, а глубина канавки определяется из условия D к/D шн≥1,2, где D к - диаметр канавки, D шн - внутренний диаметр экструдирующего шнека. 2 ил., 1 табл.
27
20
12
30
18
2 4 8 10 12 О 2 6 10 12 27 32 32 31 32 28 28 33 33 32
Фиг 1
Редактор М.Товтин
Составитель В.Хижный Техред Л.Сердкжова
Заказ 1878
Тираж 647
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г.Ужгород, ул. Гагарина,101
30
12 32
26
14026 В 10 It
3326 2628 36 35 36
Корректор С.Шекмар
Подписное
| Устройство для непрерывного прессования порошков | 1982 |
|
SU1199447A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
