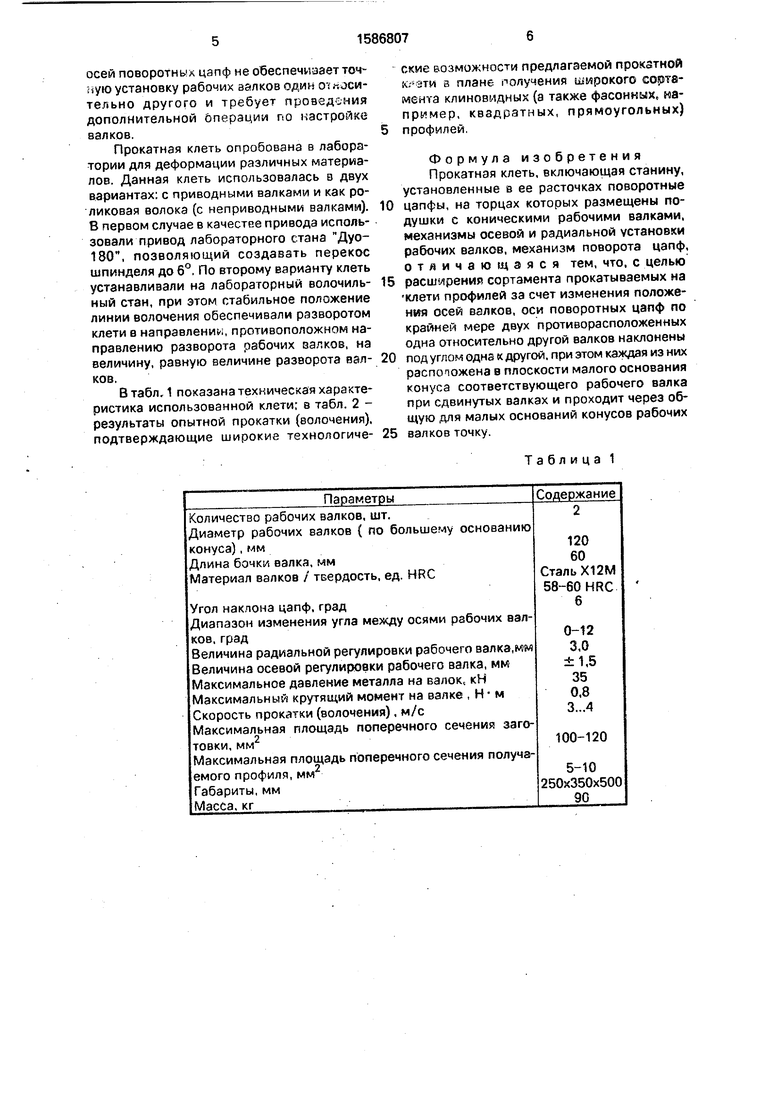
Параметры
оличество рабочих валков, шт.
Диаметр рабочих валков { по большему основанию
;онуса), мм
1лина бочки валка, мм
Материал валков / твердость, ед. HRC
Угол наклона цапф, град
Диапазон изменения угла между осями рабочих валков, град
Величина радиальной регулировки рабочего валка,мм Величина осевой регулировки рабочего валка, мм Максимальное давление металла на валок. кН Максимальный крутящий момент на валке , Н- м Скорость прокатки (волочения). м/с Максимальная площадь поперечного сечения заго2
товки, мм
Максимальная площадь поперечного сечения получаемого профиля, мм Габариты, мм Масса, кг
;одержание
120
60
Сталь Х12М
58-60 HRC 6
0-12
3,0 ±1,5
35
0.8
3...4
100-120
5-10
250x350x50 90
сч
со З S
с; ю
03
А А
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |
| Рабочая валковая клеть | 1987 |
|
SU1475755A1 |
| Способ настройки предварительно напряженной прокатной клети | 1986 |
|
SU1337159A1 |
| Бич молотильного барабана (его варианты) | 1984 |
|
SU1609463A1 |
| ВАЛОК НЕПРЕРЫВНОГО ПРОФИЛЕГИБОЧНОГО СТАНА | 1998 |
|
RU2148453C1 |
| СПОСОБ МНОГОПРОХОДНОЙ РЕВЕРСИВНОЙ ВИНТОВОЙ ПРОКАТКИ ПРУТКОВ БОЛЬШОГО ДИАМЕТРА | 2018 |
|
RU2693418C1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2179900C1 |
| Рабочая валковая клеть | 1988 |
|
SU1600875A1 |
| ПРОФИЛИРУЮЩИЙ СТАНОК | 1991 |
|
RU2008114C1 |
| ТРЕХВАЛКОВЫЙ СТАН ВИНТОВОЙ ПРОКАТКИ И ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2009737C1 |
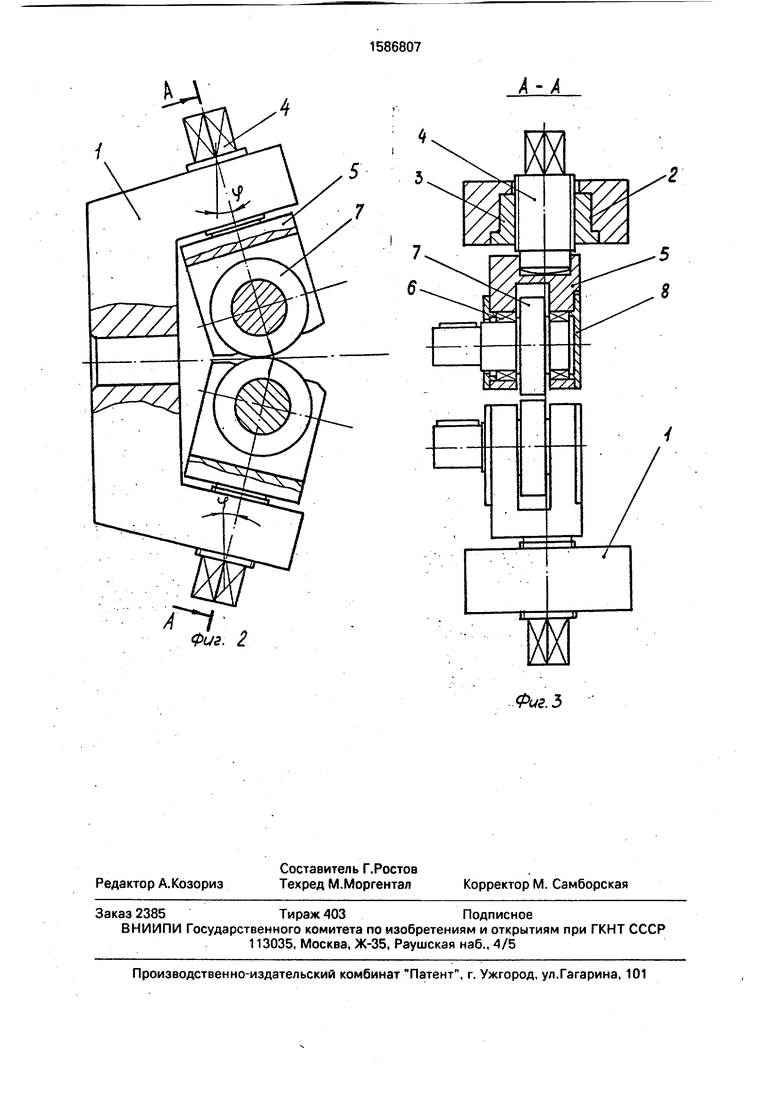
Изобретение относится к обработке металлов давлением, к производству клиновидных полосовых, сортовых и фасонных профилей. Цель изобретения - расширение технологических возможностей путем расширения сортамента прокатываемых на клети профилей за счет изменения положения осей валков. Размещение осей поворотных цапф наклонно одна к другой позволяет при развороте цапф плавно менять угол между осями рабочих валков 7. Это сказывается на конусности профилей. Возможен случай получения параллельности осей рабочих валков. Наличие общей базовой точки 9 позволяет осуществлять точную настройку положения валков. Все это дает возможность получения на данной клети широкого диапазона точных профилей. 3 ил., 2 табл.
0с/г.З
| Прокатная клеть | 1974 |
|
SU500820A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Прокатная клеть | 1976 |
|
SU564012A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
| ПРОКАТНАЯ КЛЕТЬ С МНОГОВАЛКОВЫМ КАЛИБРОМ | 0 |
|
SU354910A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство станционной централизации и блокировочной сигнализации | 1915 |
|
SU1971A1 |
