Изобретение относится к обработке металлов давлением, а именно к конструкциям бойков радиально-ковочных машин с твердосплавным покрытием рабочих поверхностей.
Цель изобретения - экономия твердосплавного материала.
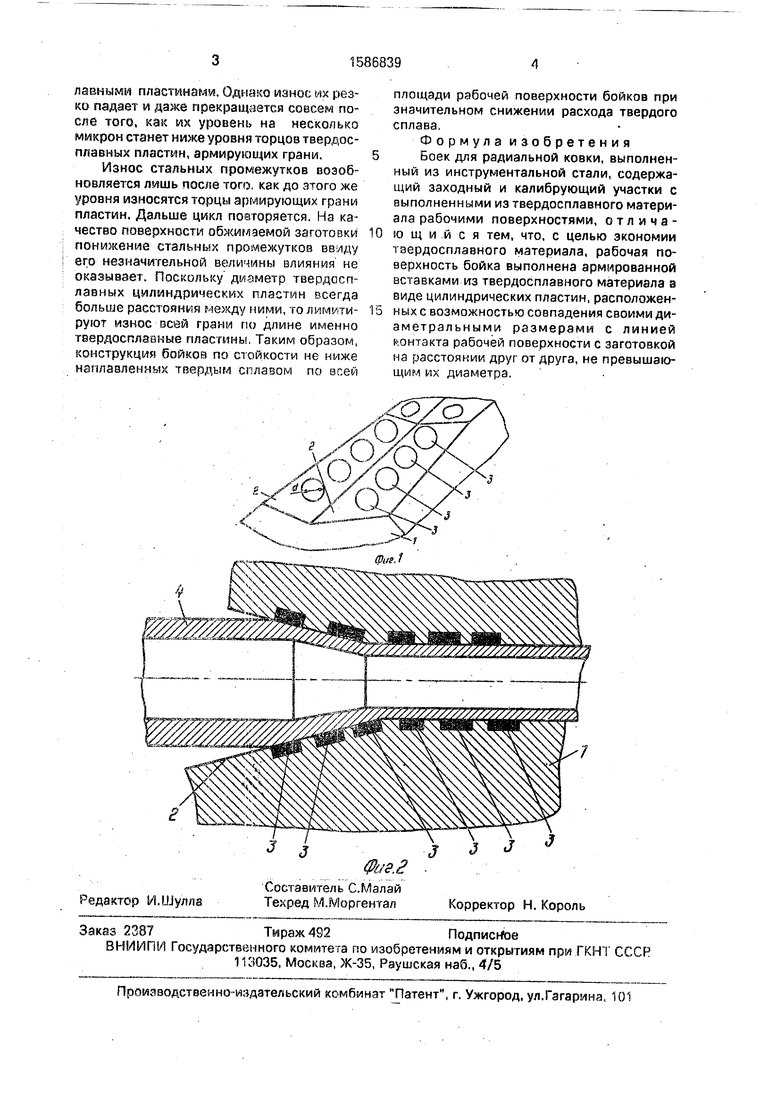
На фиг.1 показан рабочий профиль бойка, на фиг.2 - профиль с обжимаемой заготовкой во время работы, продольное сечение.
Боек 1 с вырезным профилем имеет две грани 2, расположенные под углом одна к другой, армированные цилиндрическими твердосплавными пластинами 3 по линиям контакта с заготовкой 4.
Промежуток между твердосплавными пластинами не превышает их диаметра. Это условие позволяет иметь площадь твердосплавных пластин, как более прочных и износостойких, всегда больше, чем площадь стальных промежутков, менее прочных и менее износоустойчивых.
Боек для радиал ьной ковки работает следующим образом.
Заготовка 4, вращаясь вокруг своей оси и двигаясь продольно, обжимается в бойках 1 (четыре бойка расположены по окружности под углом 9Q° один к другому), совершающих возвратно-поступательные перемещения в радиальном направлении. Грани 2 бойков, армированные твердосплавными цилиндрическими пластинами 3, наносят удары по заготовке, обжимая ее по диаметру. При этом металл заготовки течет по армированным граням, оказывая на них истирающее воздействие. Время течения металла заготовки (путь проходимый элементарным обьемом металла за единицу времени) по твердосплавной пластине больше, чем по стальному промежутку за счет превышения диаметра твердосплавных Пластин и расстояния между ними. Первыми начинают изнашиваться менее твердые и износоустойчивые стальные промежутки граней между цилиндрическими твердоспсл
ел
00
о
00 Сл)
ю
лавнымм пластинами. Однако износ мх резко падает и даже прекращается совсем после того, как их уровень на несколько микрон станет ниже уровня торцов твердосплавных пластин, армирующих грани.
Износ стальных промежутков возобновляется лмшь после того, как до этого же уровня износятся торцы армирующих грани пластин. Дальше цикл повторяется. На качество поверхности обжимаемой заготовки понижение стальных промежутков ввиду его незначительной величины влияния не оказывает. Поскольку диаметр твердосплавных цилиндрических пластин всегда больше расстояния ними, то лимитируют износ всей грани по длине именно твердосплавные пластины, Таким образом, конструкция бойкой по стойкости не ниже наплавленных твердым сплавом по всей
площади рабочей поверхности бойков при значительном снижении расхода твердого сплава,
Формула изобретения
Боек для радиальной ковки, выполненный из инструментальной стали, содержащий заходный и калибрующий участки с выполненными из твердосплавного материала рабочими поверхностями, отличаю щ и и с я тем, что, с целью зкономии таердосплавного материала, рабочая поверхность бойка выполнена армированной вставками из твердосплавного материала s виде цилиндрических пластин, расположенных с возможностью совпадения своими ди- аметральными размерами с линией контакта рабочей поверхности с заготовкой на расстоянии друг от друга, не превышающим их диаметра.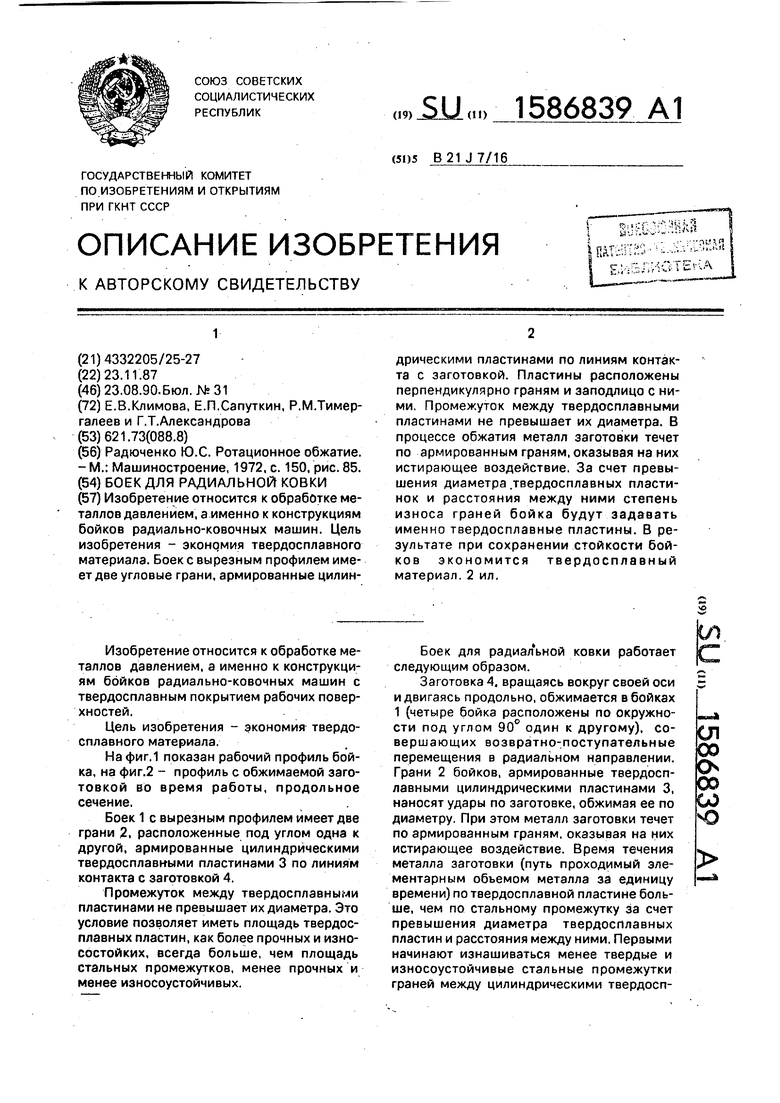
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упрочнения рабочей поверхности ударного инструмента | 1987 |
|
SU1549663A1 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ ШЕСТИГРАННЫХ ПРОФИЛЕЙ | 2013 |
|
RU2538130C1 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ ШЕСТИГРАННЫХ ПОЛЫХ ПРОФИЛЕЙ | 2015 |
|
RU2607108C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШЕСТИГРАННЫХ ПРОФИЛЕЙ | 2017 |
|
RU2655504C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШЕСТИГРАННЫХ ПРОФИЛЕЙ | 2016 |
|
RU2634543C1 |
| Способ изготовления поковок типа пластин | 1988 |
|
SU1794571A2 |
| СПОСОБ ПОЛУЧЕНИЯ КРУГЛЫХ ПРОФИЛЕЙ | 2017 |
|
RU2655527C1 |
| СПОСОБ КОВКИ СЛИТКОВ В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2005 |
|
RU2288803C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2003 |
|
RU2238180C1 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ ШЕСТИГРАННЫХ ПРОФИЛЕЙ | 2013 |
|
RU2538132C1 |
Изобретение относится к обработке металлов давлением, а именно к конструкциям бойков радиально-ковочных машин. Цель изобретения - экономия твердосплавного материала. Боек с вырезным профилем имеет две угловые грани, армированные цилиндрическими пластинами по линиям контакта с заготовкой. Пластины расположены перпендикулярно граням и заподлицо с ними. Промежуток между твердосплавными пластинками не превышает их диаметра. В процессе обжатия металл заготовки течет по армированным граням, оказывая на них истирающее воздействие. За счет превышения диаметра твердосплавных пластинок и расстояния между ними степень износа граней бойка будут задавать именно твердосплавные пластины. В результате при сохранении стойкости бойков экономится твердосплавный материал. 2 ил.
3 3J
// .
Составитель С.Малай
Техред М.МоргенталКорректор Н. Король
Редактор И.Шулла
Заказ 2387Тираж 492ПодписМЬе
ВНИИПИ Государственного комитета гю изобретениям и открытиям при СССР 113035, Москва, Ж-35, Раушская наб., 4/5
| Радюченко КЗ.С | |||
| Ротационное обжатие | |||
| - М.: Машиностроение, 1972, с | |||
| Деревянный коленчатый рычаг | 1919 |
|
SU150A1 |
| рис | |||
| Устройство для выпрямления опрокинувшихся на бок и затонувших у берега судов | 1922 |
|
SU85A1 |
