Изобретение относится к обработке металлов давлением, а именно к устройствам для изготовления деталей стержневого типа из пруткового материала.
Цель изобретения - повышение качества получаемых деталей.
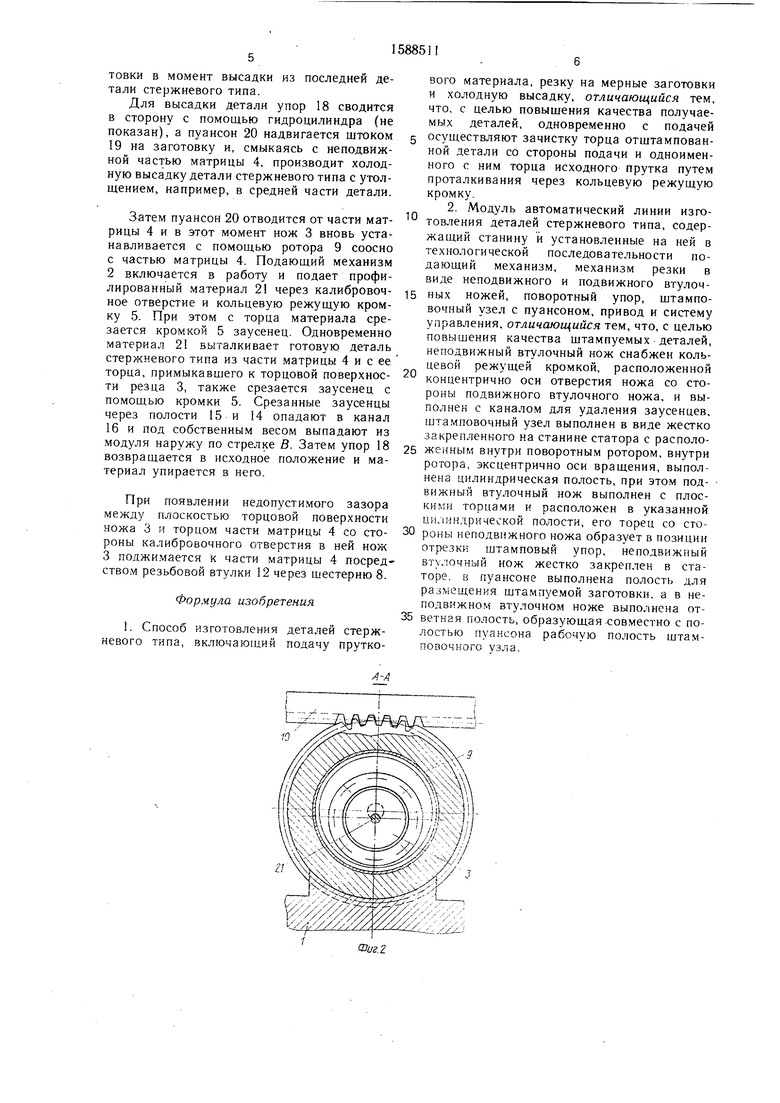
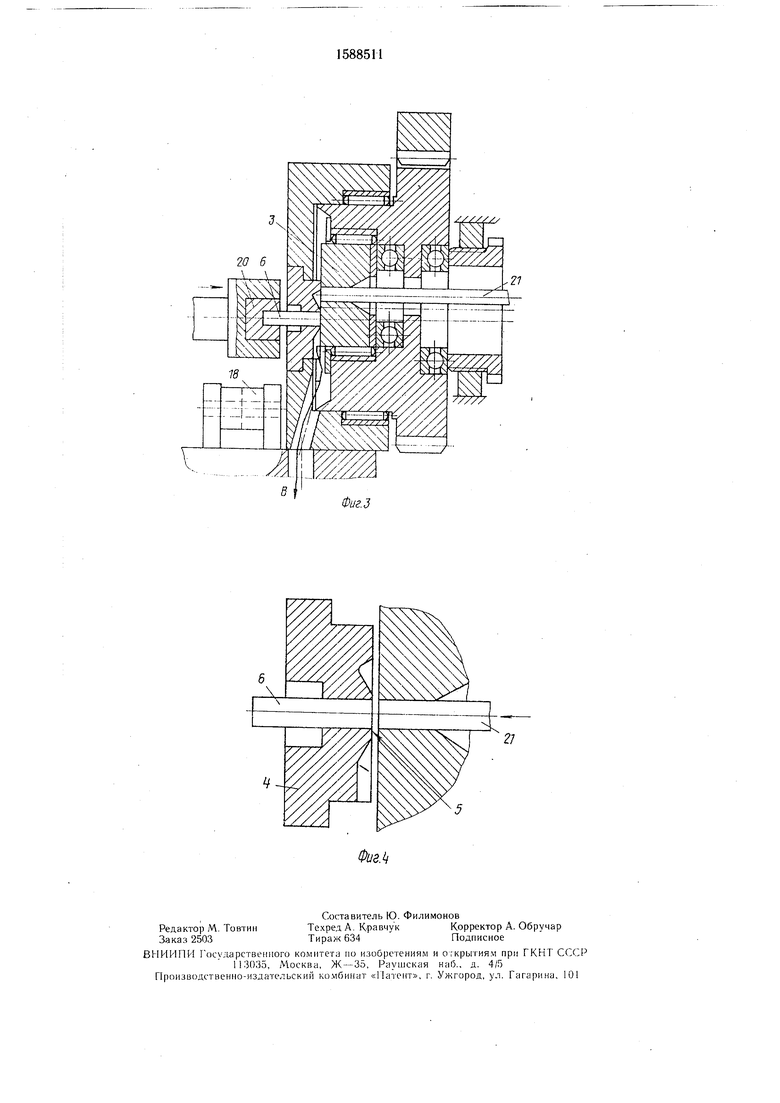
На фиг. 1 изображен модуль автоматической линии для изготовления деталей стержневого типа, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - элементы модуля автоматической линии в положении высадки детали; на фиг. 4 - узел механизма резки.
Способ изготовления деталей стержневого типа включает подачу пруткового материала, резку на мерные заготовки, и холодную высадку. Одновременно с подачей производят зачистку торца отштампованной детали со стороны подачи и одноименного с ним торца исходного прутка путем проталкивания через кольцевую режущую кромку.
Модуль автоматический линии для изготовления деталей стержневого типа из профилированного материала содержит станину 1, установленные на ней подающий механизм 2, устройство для резки профилированного материала на мерные заготовки, состоящее из подвижного втулочного кожа 3 с плоскими торцовыми поверхно;ггями и неподвижного ножа, выполненного за одно целое с неподвижной частью матрицы 4, которая снабжена калибрующим отверстием, со стороны входа профилированного материала, с кольцевой режущей кромкой 5. Неподвижная часть матрицы 4 закреплена з статоре 6, в котором на игольчатом подшипнике 7 установлена приводная шестерня 8. За одно целое с шесгерней 8 выполнен ротор 9, имеющий эксцентриковую полость, в которой расположен подвижной нож 3. Шестерня 8 находится в зацеплении с рейкой 10, которая соединена со штоком гидро- цилиндра (не показаны).
К торцу шестерки 8 примыкает узел поджима, состоящий из шарикоподшипника 11, резьбовой втулки 12 и гайки 13, укрепленной на станине 1. В центре шестерни
8 имеется отверстие, через которое подается профилированный материал в отверстие втулочного ножа 3 и калибровочное отверстие части матрицы 4, а на р оторе 9, на части
0 матрицы 4 и в статоре 6 имеются полости 14, 15 и канал 16 соответственно для удаления срезанных заусенцев.
На станине 1 смонтирован на оси 17 поворотный упор 18, ограничивающий перемещение профилированного материала в со5 ответствии с длиной мерной заготовки и гидроцилиндр со штоком 19, на котором закреплен пуансон 20 штамповочного узла. Модуль содержит также привод и систему управления (зк- показаны). Предложенный способ изготовления деталей стержневого типа осуществляется модулем автоматической лкнии следующим образом.
Профилированный материал 21 в виде калиброванных прутка или проволоки по,п,ается подающим механизмом 2 через отверстия в шестерне 8 в подвижном втулочном ноже 3 и в калибровочное отверстие в подвижной части матрицы 4, .установленных перед этим соосно до упора 18. При этом пуансон 21 отведен в сторону от упора 18 с помощью штока 19 гидроцилиндра штамповочного
0 узла.
Затем шестерня 8 приводится во вращение в подшипнике 7 с помощью зубчатой рейки iO и эксцентриковый ротор 9, поворачиваясь, перемеохает постепенно по плос кой круговой траектории в радиальном направлении втулочный нож 3 вместе с частью профилированного материала 21, находящегося а отверстии подвижного ножа 3, и отрезает от него по плоскости, прохо Р дящей между плоским торгл,ом ножа 3 и не подвижной частью матрицы 4 со стороны кольцевой режущей кромки 5, заготопку заданной мерной длины. При .оальнейщем смещении резца 3 ротором Э его отверстие вместе с находящ,и.мся в нем профилированным мате55 риалом 21 сместятся в той же плоскости относительно отверстия в части матрицы 4 и закроет его своей плоской торцовой поверхностью, образуя упор для ториа загстовки в момент высадки из последней детали стержневого типа.
Для высадки детали упор 18 сводится в сторону с помощью гидроцилиндра (не
soro материала, резку на мерные заготовки и холодную высадку, отличающийся тем, что, с целью повышения качества получаемых деталей, одновременно с подачей
„„, „ .- «1- .и.л M.ia,/icn, идмивиеменно с подачей
показан), а пуансон 20 надвигается штоком 5 осуществляют зачистку торца отштампован1У на 3arOTOR fV и f MUUaar i, г- uanf TTOTi i,,,„..
19 на заготовку и, смыкаясь с неподвижной част;ью матрицы 4, производит холодную высадку детали стержневого типа с утолщением, например, в средней части детали.
Затем пуансон 20 отводится от части матрицы 4 и в этот момент нож 3 вновь устанавливается с помощью ротора 9 соосно с частью матрицы 4. Подающий механизм 2 включается в работу и подает профику 5. При этом с торца материала срезается кромкой 5 заусенец. Одновременно материал 21 выталкивает готовую деталь стержневого типа из части матрицы 4 и с ее
ной детали со стороны подачи и одноименного с ним торца исходного прутка путем проталкивания через кольцевую режущую
кромку.
10 автоматический линии изготовления деталей стержневого типа, содержащий станину и установленные на ней в технологической последовательности подающий механизм, механизм резки в
. 1-f виде неподвижного и подвижного Rrvnnu
лированныи материал 21 через калибровоч- 5 ных ножей, поворотныТ ушр штампо ное отверстие и кольцевую режущую кром-.«чный узел с пуансоном прГод и Гстему
управления, отличающийся тем, что, с целью повышения качества штампуемых деталей, неподвижный втулочный нож снабжен коль- rf .r :rt/-/™/ т;г ;г Г/ГГ5 -,Ь,7ГаГ . ГлГ,;;-,.;„-;
1б и „од собственным весом выпайютиз ™ i™Kom „Г/
; тг7°сГоКгГо 7„1« -E iiHF- - теоиат упипаетгя п нргпporopd, эксцентрично оси вращения, выполтериал упирается в него.„ цилиндрическая полость, при этом под-
Ппи вижный втулочный нож выполнен с плосмежпх пя.™ недопустимого зазораки и., торцами и расположен в указанной
между плоскостью торцовой поверхности цилиндрической полости, его торец со сго- ножа 6 и торцом части матрицы 4 со сто- 30 роны неподвижного ножа образует в позиции РОНЫ калибровочного отверстия в ней нож отрезки щтамповый vnop не оавиж и 3 поджимается к части матрицы 4 посред- вту.-:очный нож жестко закрептен в ста ством резьбовой втулки 12 через шестерню 8. торе, в пуансоне выполнена полость для
размещения штампуемой заготовки, а в неподвижном втулочном ноже выполнена от- 35 ветная полость, образующая.совместно с полостью пуансона рабочую полость штамповочного узла.
Формула изобретения
1. Способ изготовления деталей стержневого типа, включающий подачу пруткоsoro материала, резку на мерные заготовки и холодную высадку, отличающийся тем, что, с целью повышения качества получаемых деталей, одновременно с подачей
.и.л M.ia,/icn, идмивиеменно с подачей
осуществляют зачистку торца отштампован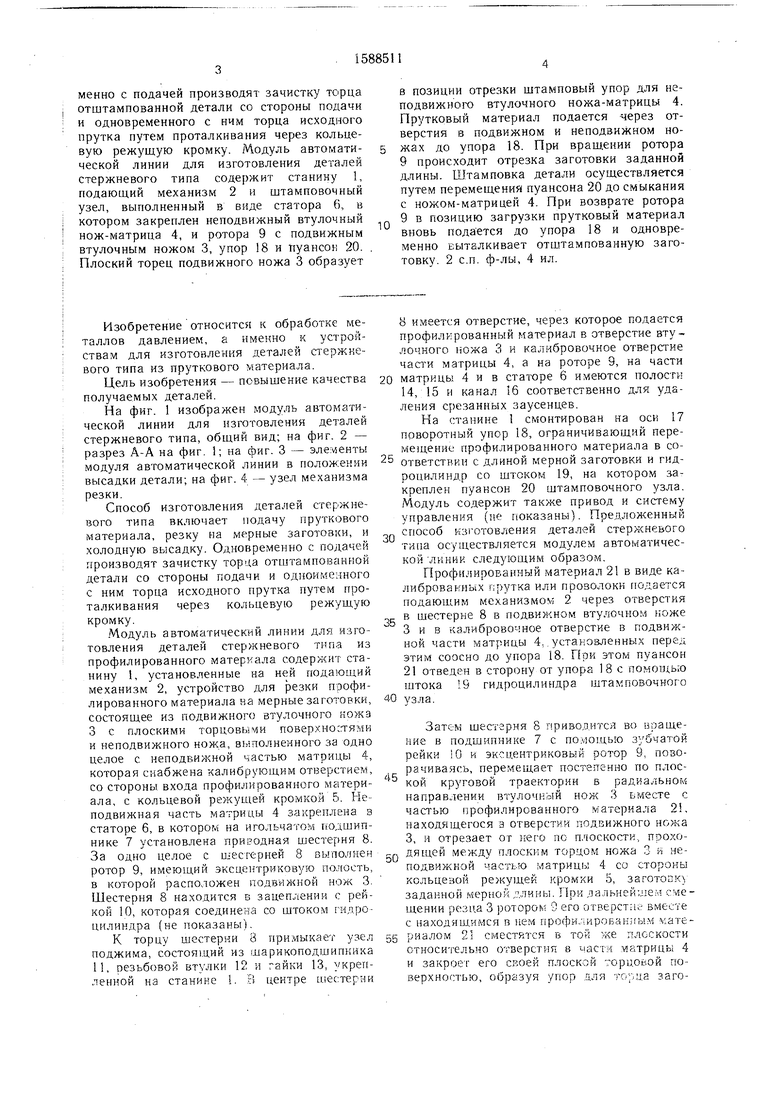
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разделения пруткового материала | 1986 |
|
SU1379026A1 |
| Клиновой штамп для двусторонней высадки стержневых деталей с головками | 1979 |
|
SU774753A2 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| Автомат для двусторонней высадки утолщений на стержневых заготовках | 1983 |
|
SU1174144A1 |
| Автомат для высадки изделий со сложной наружной и внутренней формами | 1976 |
|
SU612742A1 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| МНОГОПОЗИЦИОННЫЙ ХОЛОДНО-ВЫСАДОЧНЫЙ АВТОМАТ | 1973 |
|
SU378278A1 |
| СПОСОБ ВЫСАДКИ ДЕТАЛЕЙ С ПРЯМЫМ ШЛИЦЕМ НА ГОЛОВКЕ | 1992 |
|
RU2039625C1 |
| Устройство для разделения прутковогоМАТЕРиАлА HA зАгОТОВКи | 1978 |
|
SU841804A1 |
| ЗОЮЗНАЯ \Ь;;,П:НТй^-|?ШМ?04(Ц 1^нЬЛуТЕНД- j | 1972 |
|
SU331839A1 |
Изобретение относится к обработке металлов давлением, а именно к устройствам для изготовления деталей стержневого типа из пруткового материала. Цель изобретения - повышение качества получаемых деталей. Способ изготовления деталей стержневого типа включает подачу пруткового материала, резку на мерные заготовки и холодную высадку. Одновременно с подачей производят зачистку торца отштампованной детали со стороны подачи и одноименного с ним торца исходного прутка путем проталкивания через кольцевую режущую кромку. Модуль автоматической линии для изготовления деталей стержневого типа содержит станину 1, подающий механизм 2 и штамповочный узел, выполненный в виде статора 6, в котором закреплен неподвижный втулочный нож-матрица 4, и ротора 9 с подвижным втулочным ножом 3, упор 18 и пуансон 20. Плоский торец подвижного ножа 3 образует в позиции отрезки штамповый упор для неподвижного втулочного ножа-матрицы 4. Прутковый материал подается через отверстия в подвижном и неподвижном ножах до упора 18. При вращении ротора 9 происходит отрезка заготовки заданной длины. Штамповка детали осуществляется путем перемещения пуансона 20 до смыкания с ножом-матрицей 4. При возврате ротора 9 в позицию загрузки прутковой материал вновь подается до упора 18 и одновременно выталкивает отштампованную заготовку. 2 с.п.ф-лы, 4 ил.
иг.г
Фиг.З
21
21
5
| Автомат для холодной штамповки роликов | 1979 |
|
SU940990A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
