30
35
Нзобретелие относится к оборудова- ф) для нанесения покрытий методом а пьпения i:a Topujji изделий и может biTb использовано для нанесения ло- алышх покрытий на конденсаторы.
Цель изобретения - повышение ка- 20 ества локальных покрытий.
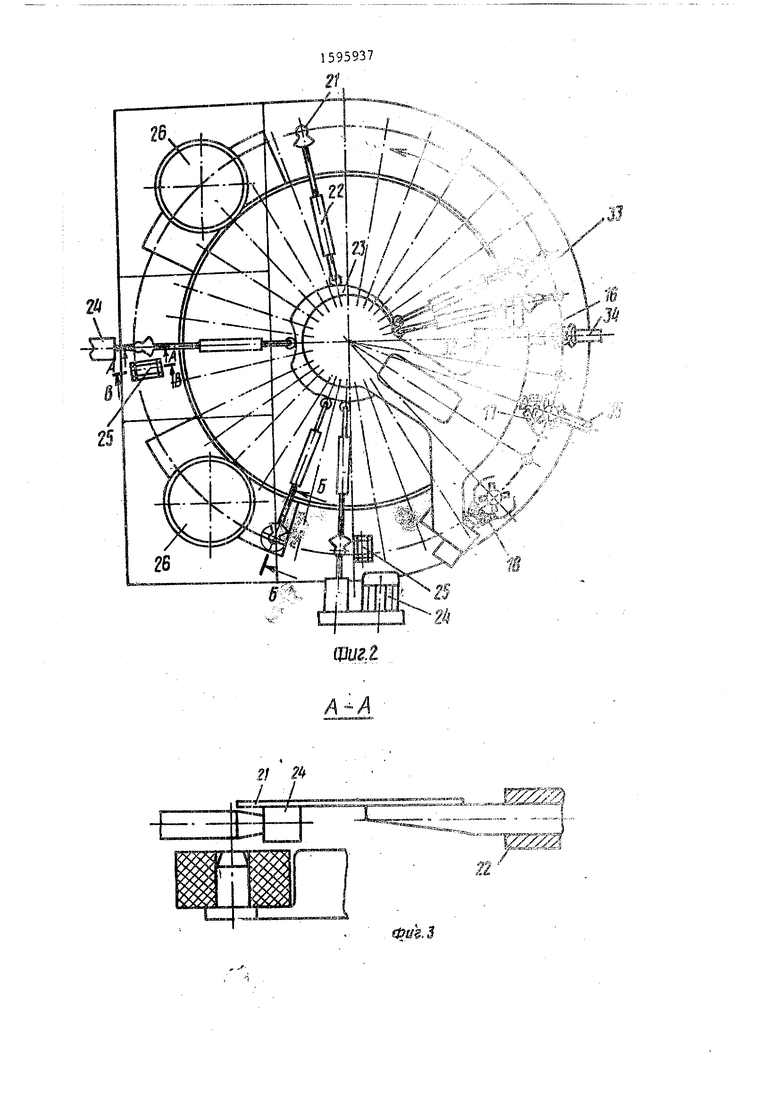
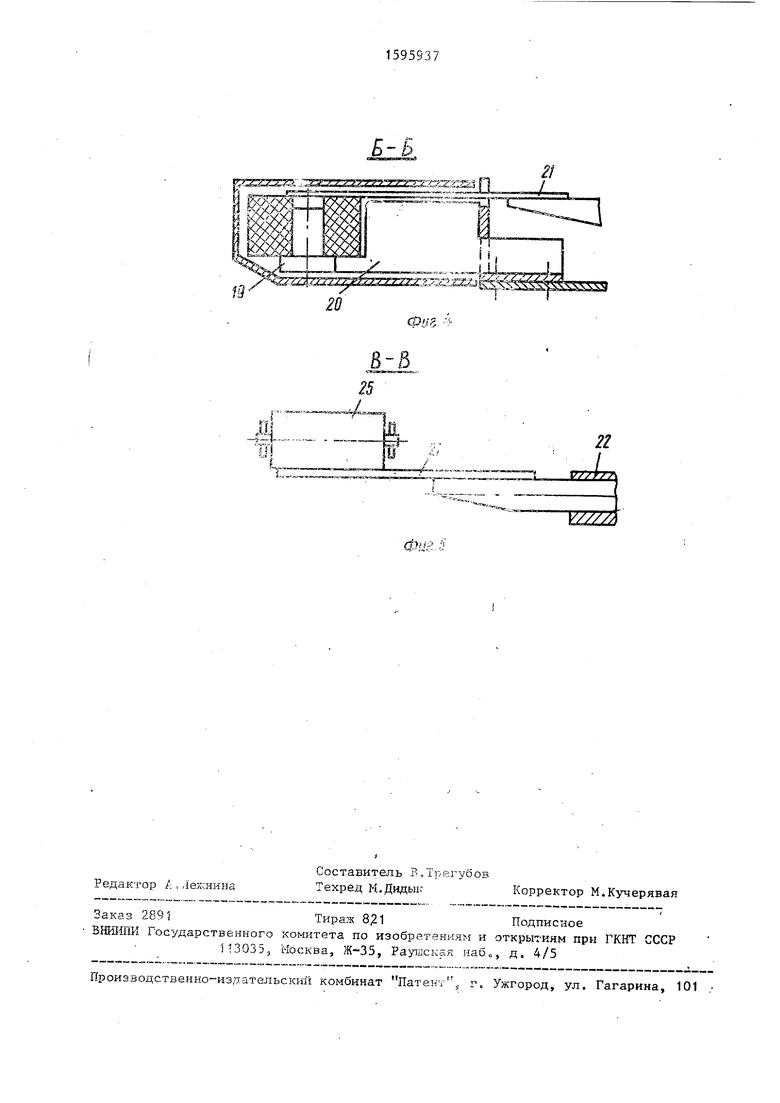
На фиг. 1 изображен предлагаемый автомат, разрез; на фиг. 2 - то же, вид в плане; на фиг. 3 - разрез А-А на фиг: 2; на фиг. 4 - разрез Б-Б на 25 фиг. 2; на фиг. 5 - разрез В-В на фиг. 2.
Автомат содержит транспортер 1 для перемещения изделий 2, установленный с возможностью вращения относительно оси 3 на опоре 4, соединенной с рамой 5. На оси 3 неподвижно закреплена траверса 6, на нижнем рычаге которой установлены три подъем- HS-ка .7, взаимодействуюЕще с соответствующими поворотными захватами 8, Траверса 6 имеет прорезь 9, в которую входит кулачок 10, установленный на валу 11 привода 12 вместе с шестерней 13 привода транспортера 1 и кулачками 14 управления золотниками 15 пневмоцилиндров механизмоз загрузки 16, разгрузки 17 и квантования 18, На транспортере 1 установлены прис- пЬссбления для фиксации изделий 2, вмполненные в виде штырей 19, соединенных с транспортером 1 планка- мя 10, кавдая из которых вместе с частью изделия 2 прикрыта от напыления трг $аретами 21, подвижно установленными в качающихся опорах 22 и взАИ/ Одействующими с неподвижным копиром 23, эксцентриковыми механиз- Miaici 24 и роликами 25 „
Кроме того, содержит ка- Hiepy 26 напыления, форсунку 27 с вант нюй 28, которые продувают вентилято-: ром (не показан), и камеры 29 и 30 осаждения пыли. Поворотный захват 8
45
50
включает губт и
31
11а:«имнои. пневмо0
5
0
5
5
0
хщлиндр 32, аневмоциг индр 33 вращения, лоток I i 331,1;,. 3K i изделий 2 и
ЗГРУЬКК .
;1бота :т с;;с,: ..тощим обралоток 35 р
Автома г зом.
Изделия 2 пояту но по лотку 34 подают в раскрыть е губки 31 поворотного захза а 8 в моментs когда траверса 6 повернута в крайнее положа- . ние против часовой стаелки. Зажимным пневмоцилиндром 32 губки 31 закрывают, с пс л-.1ощью пневмоцилпндра 33 вращения изделие 2 устанавливают в горизонтальное- Г1О.г.о:кение , Под воздействием постоянно Еращаюцегося от привода 12 кулачка 10 траверса 6 начинает поворот по часовой стрелке,, В конце поворота положение оси захвата 3 и оси одного из штьфей 19 транспортера
1совмещают и начинают яедленньш поворот траверсы 6 синхронно с транс- пор7с-.рс ; 1 против часовой стрелки.,
В этот момент подъемник 7 перемещают в крайнее верхнзе положениеэ губки 31 поворотного захвата 8 jj хскры- вают, изделие 2 укладывают ка подъемник 7. При движении подъемника 7 вниз изделие 2 устанавливают на штырь 19 транспортера 1, который доставляет изделие 2 в зону действия форсунки 27, а затем к кантователю 18,, где подъемником 7 изделие 2 снимают со штыря 19 транспортера 1, захватывают губками 31 поворотного захвата В, который осущесгз 1н - г поворот изделия 2 на 180, затем подъемник 7 возвращает изделие 2 на штырь 19, где во время второго оборота тран спорте.т1;5 1 покрывают металлом второй тоузц изделия 2, после чего подъемник 7 ме ханийма 17 разгрузки снимает изделие
2со щтыря 19., поворотньй захват 8 поворачивает изд.лиг на 90 и после раскрытия губок 31 изделие 2 сксЯхЫ 1
вается на разгрузочный лоток 35. При необходимости нанесения многослойного покрытия из разнородных металлов изделие 2 обрабатывается последовательно двумя и более форсунками 27. Отверстие и ненапьшяемый сектор изделия 2 в процессе напыления прикрывают трафаретом 21, который во время загрузки и очистки приподнимают и от водят в направлении к оси вращения транспортера 1 под воздействием копира 23. Очистку трафарета 21 производят эксцентриковым механизмом 24, включающими в момент находже.ния над ним трафарета 21. Снижение адгезии трафарета 21 с напьшяемьгм металлом производится нанесением на него специальных составов с помощью роликов .25, с которыми трафарет периодичес- ки контактирует во время вращения транспортера 1. Так как количество устаноз.г/ .иных на транспортере 1 штырей 19 .-четное, а передаточное отношение ме.кду валом 1 1 на котором ус- тановлен кулачек 10 качания травер- .сы б, и транспортером 1 принято ранным половине количества штырей 19, то в крайнам положении после поворота по часовой стрелке механизмы раз- грузки 17, загрузки 16 и кантователь 18 встретятся с каждым штырем 19 приспособления фиксации изделий 2 после двух полных оборотов транспортера 1. Это позволяет вдвое удлинить цикл загрузки5 разгрузки и кантования изделий 2 по сравнению с тем, если бы эти операции выполнялись с каждым изделием 2 за один поворот транспортера 1, что повышает надеж- ност.ь и четкость г/ыполиения автоматом манипулН11, с секцией конденсатора.
Конструктивш-,е особенности автомата, обеспечивая непрерывную работу форсунок, позволяют получать равно- мерные локальные покрытия, например, в виде секторов на торцы конден ато- ров и искл очаь Т прзд;-1ые выбросы в атмосферу. Ф„Р Р м / л н 3 о О р е т е и и я
1, Автомат для на, покрытий напылением на торцы изделий, прей-
m 15 20 5 О д
ц. 0
5
3 /о
мущественно конденсаторов, содержа- 1ДИЙ металлизаторы, транспортер для перемещения изделий, ось которого кинематически связана с валом привода, приспособления для фиксации изделий, трафареты, устройство для снятия напьшенного материала с трафаретов, кантователь изделий и устрой- ства для загрузки и выгрузкИ, о т и ч а ю щ и и с я тем, что, с целью повышения качества локальных покрытий, он снабжен траверсой, ку лачком и иеподвижньшн копирами, при этом траверса смонтирована на оси транспортера с возможностью взаимодействия с кулачком и совершения колебательных движений, кулачок установлен на валу привода, трафареты размещены на транспортере с возможностью взаимодействия с неподвижными и перемещения в вертикальном и радиальном направлениях, приспособления для фиксации изделий выполнены 3 виде штьфей с вертикальными план- камч, соединенными с транспортером, прнче;--; .чоличество штьфей принято нечетным, а передаточное отношение между валом привода и транспортером равно nojioBHKa количества штьфей.
.:. Автомат по п. 1, отлича- 0 н :. и с я тем, что устройство для силтия папьитенпого на трафарет- мате- выполнено в виде эксцентрикового механнзьга , установленного с воз- N o;KHocTb;o взаимодействия с нижней поверхностью трафарета.
-i, Автомат по По 1, отлича- ю ы н и с я тем, что механизм загрузки, выгрузки и кантователь выполнены S виде пневмоцилиндров, устаьо ;- лгннь;х с ьозможнос гью взаимодействия с поворотными захватами.
ч. Автомат по п. 1, о т л и ч а - :о щ к и с я тем, что ось вращения KaHTOBarejiH установлена по касательной к траектории движения центров шты- рей для фиксации изделий.
-. ):)г Ь;:г,
j-jSulu,
j.m
-«в: 4 .
-,.4Vfi3.5Ji / - - - f V . ч,/ )
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для графаретной печати | 1989 |
|
SU1694419A1 |
| Стенд для сборки под сваркуплОСКиХ МЕТАллОКОНСТРуКций | 1978 |
|
SU793735A1 |
| Автооператор | 1969 |
|
SU344701A1 |
| Аппарат для контактного охлаждения и замораживания пищевых продуктов | 1974 |
|
SU516882A1 |
| Поточная линия для сборки и сварки изделий | 1978 |
|
SU747673A1 |
| Манипулятор разборки облицованных кокилей | 1981 |
|
SU996094A1 |
| Устройство дл маркировки изделий | 1969 |
|
SU496613A1 |
| Автомат для сортировки деталей,имеющих форму тел вращения | 1982 |
|
SU1009538A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕГРУЗКИ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ | 1990 |
|
RU2028698C1 |
| Устройство для нанесения покрытия на заготовки конденсаторов | 1987 |
|
SU1499411A1 |
Изобретение относится к оборудованию для нанесения покрытий, в частности методом напыления на торцы изделий, и может быть использовано для нанесения локальных покрытий на конденсаторы. Цель изобретения - повышение качества локальных покрытий. Изделия 2 поштучно по лотку 34 подают в раскрытые губки 31 поворотного захвата 8 и закрывают губки 31. Под воздействием постоянно вращающегося от привода 12 кулачком 10 траверса 6 начинает поворот по часовой стрелке. При движении подъемника 7 вниз изделие 2 устанавливают на штырь 19 транспортера 1, который доставляет изделие 2 в зону действия форсунки 27, а затем снова к подъемнику 7 для поворота изделия 2 на 180° и устанавливают его на штырь 19. После нанесения покрытия на второй торец изделия 2 осуществляют его съем со штыря 19. Конструктивные особенности автомата, обеспечивая непрерывную работу форсунок 27, позволяют получать равномерные локальные покрытия, например в виде секторов на торцы конденсаторов. 3 з.п. ф-лы, 5 ил.
Фт.З
Фуг
k:/// i
| Линия металлизации проката | 1982 |
|
SU1047991A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| АВТОМАТ ДЛЯ МЕТАЛЛИЗАЦИИ ДЕТАЛЕЙ | 0 |
|
SU179163A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Формула изобретения уточнена с учетом требований к ее изложению, согласно п.п | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
