Изобретение относится к оборудованию для упаковывания и фасования продуктов и может быть использовано в пищевой, химической и других отраслях промышленности.
Цель изобретения - расширение технологических возможностей путем изменения длины пакетов и повышение производительности устройства.
На чертеже представлена конструктивная схема устройства.
Устройство содержит рукавообразова- тель 1, питающую трубу 2, приспособление 3 для образования продольного шва и приспособление для образования поперечных швов, включающее две пары захватов 4 и 5. Каждая пара захватов 4 и 5 посредством пары рычагов 6 и 7 установлена в держателях 8 и 9. Пары рычагов 6 и 7 имеют зубчатые передачи 10 и 11, взаимодействующие с силовыми устройствами 12 и 13. Держатели 8 и 9 смонтированы в направляющих 14 и 15 и жестко соединены с цепями цепных передач 16 - 19 с возможностью возвратно-поступательного перемещения параллельно питающей трубе 2 с различными скоростями при рабочем и холостом ходе. Ведущие звездочки цепных передач 16-19 установлены на ведомых валах 20 - 23. Ведомые валы 20 - 23 снабжены соединительными элементами 24 - 27 и зубчатыми колесами 28-31. Зубчатые колеса 28 - 31 соединены через зубчатые колеса 32 и 33 с приводным валом 34 (ведомым валом червячной передачи 35), взаимодействующей с электродвигателем 36. Для предотвращения ударов при изменении направления движения держателей 8 и 9 на валах 21 и 23 установлены тормозные элементы 37 и 38.
Держатели 8 и 9 и кинематически связанные с ними ведомые валы 20 - 23 с установленными на них соединительными элементами составляют механизм перемещения захватов 4 и 5 параллельно питающей трубе 2.
Устройство работает следующим образом.
Подаваемая с рулона лента термоскле- ивающегося материала в рукавообразов
теле 1 формуется в рукав. Наложенные друг на друга края ленты, проходя зону приспособления 3, для образования продольного шва свариваются в продольном направлеНИИ. Образовавшийся рукав сжимается захватами 4 в поперечном направлении при помощи силового устройства 12 посредством пары рычагов 6 и зубчатой передачи 10. Одновременно со сжатием производится
0 сварка рукава в поперечном направлении. По трубе 2 для ввода продукта в рукав поступает определенная доза продукта. Постоянно работающий электродвигатель 36 посредством червячной передачи 35 враща5 ет ведомый вал 34 с зубчатыми колесами 32 и 33, которые передают вращение зубчатым
колесам 28 - 31. При рабочем ходе (движение вниз) захватов 4 включается соединительный элемент 24 и отключается 0 соединительный элемент 25. Вследствие этого цепная передача 16 перемещает держатель 8 по направляющим 14 вниз. Вместе с держателем В перемещается и установленная в нем пара рычагов 6 с захватами 4. 25 Одновременно включается соединительный элемент 27 и отключается соединительный элемент 26. Цепная передача 19 перемещает держатель 9 по направляющим 15 вверх. Вместе с держателем 9 перемещается и ус- 30 тановленная в нем пара рычагов 7 с раскрытыми захватами 5. Поскольку диаметр ведущих звездочек цепных передач 17 и 19 больше, чем диаметр звездочек цепных передач 16 и 18, скорость перемещения 35 держателей 8 и 9 при холостом ходе получается больше, чем при рабочем. При подходе держателей 8 и 9 к своим крайним положениям включаются тормозные элементы 37 и 38, в связи с чем уменьшаются динамиче- 40 ские нагрузки на цепные передачи при изменении направления движения. При достижении держателями 8 и 9 своих крайних положений включается силовое устройство 12 и посредством зубчатой передачи 10 45 через пару рычагов 6 разводятся захваты 4. Одновременно включается силовое устройство 13 и посредством зубчатой передачи 11 и пары рычагов 7 смыкает захваты 5. Ло трубе 2 для ввода продукта в рукав снова
подается определенная доза продукта и цикл повторяется. Держатель 9 с захватами перемещается вниз, а держатель 8 с захватами 4 - вверх.
Длина пакетов регулируется блокированием валов 20-23 через соединительные элементы 24 - 27 путем включения и отключения последних в определенные моменты времени.
Снабжение ведомых валов устройства соединительными элементами обеспечивает блокирование валов в определенные моменты времени, в связи с чем изменяется величина перемещения держателей с захва- тами, что дает возможность регулировать длину пакета и величину дозы продукта, а это расширяет технологические возможности устройства. Кроме того, Снабжение цеп- ных передач ведущими звездочками разного диаметра позволяет получить разные скорости рабочего и холостого ходов захватов, причем скорость холостого хода больше, чем рабочего, что обеспечивает увеличение производительности устройства.
Формула изобретения Устройство для упаковывания продуктов в пакеты из термосклеивающегося материала, содержащее рукавообразователь, питающую трубу, приспособление для образования продольного шва, приспособление для образования поперечных швов, включающее две пары укрепленных на рычагах захватов и механизм возвратно-поступательного перемещения захватов параллельно питающей трубе, отличающееся тем, что, с целью расширения технологических возможностей путем изменения длины пакетов и повышения производительности, механизм перемещения захватов включает два держателя, смонтированных в направляющих, и две пары ведомых валов, рычаги попарно установлены в держателях, а последние кинематически связаны с ведомыми валами с возможностью возвратно-поступательного перемещения параллельно питающей трубе с различными скоростями при рабочем и холостом ходе, при этом ведомые валы снабжены соединительными элементами для их блокировки.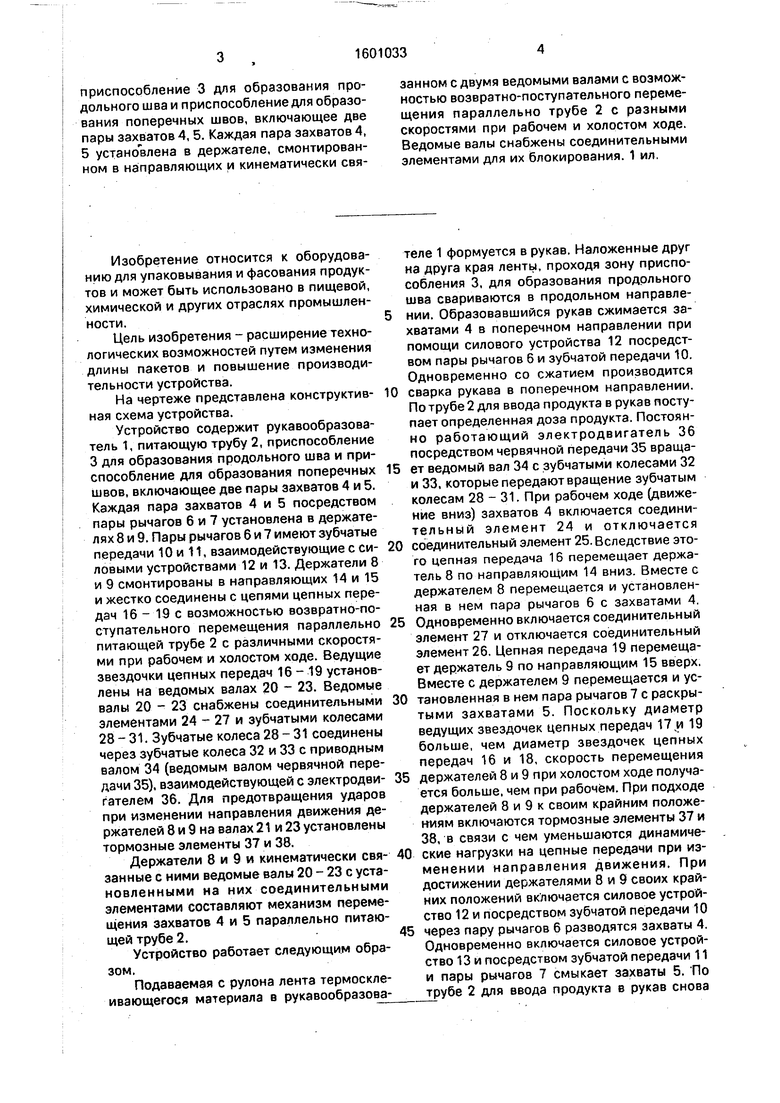
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления,наполнения продуктом и запечатывания пакетов из термосклеивающегося материала | 1985 |
|
SU1331735A1 |
| Автомат для упаковки продукта в пленку | 1972 |
|
SU441202A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯШТУЧНЫМИ ПРЕДМЕТАМИ И ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ ИЗ ЛЕНТОЧНОГО ТЕРМОСКЛЕИВАЮЩЕГОСЯМАТЕРИАЛА | 1972 |
|
SU424768A1 |
| Устройство для изготовления наполнения продуктом и запечатывания пакетов из термосклеивающегося материала | 1981 |
|
SU982975A1 |
| УПАКОВОЧНАЯ МАШИНА | 1998 |
|
RU2131833C1 |
| Устройство для формирования,наполнения и герметизации пакетов из термопластичной пленки | 1980 |
|
SU1431669A3 |
| Пакет для сыпучих материалов, способ упаковывания сыпучих материалов в пакет из термопластичной пленки и устройство для его осуществления | 1987 |
|
SU1588643A1 |
| Устройство для изготовления, наполнения и запечатывания пакетов из ленточного термоспаривающегося материала | 1977 |
|
SU749733A1 |
| Устройство для изготовления, наполнения продуктом и запечатывания пакетов из термосклеивающегося материала | 1987 |
|
SU1546340A1 |
| Устройство для изготовления,наполнения продуктом и запечатывания пакетов из термосклеивающегося материала | 1981 |
|
SU971706A1 |
Изобретение относится к оборудованию для фасования и упаковывания продуктов и может быть использовано в пищевой, химической и других областях промышленности. Цель изобретения - расширение технологических возможностей путем изменения длины пакетов и повышение производительности устройства. Устройство содержит рукавообразователь 1, питающую трубу 2, приспособление 3 для образования продольного шва и приспособление для образования поперечных швов, включающее две пары захватов 4,5. Каждая пара захватов 4,5 установлена в держателе, смонтированном в направляющих и кинематически связанном с двумя ведомыми валами с возможностью возвратно-поступательного перемещения параллельно трубе 2 с разными скоростями при рабочем и холостом ходе. Ведомые валы снабжены соединительными элементами для их блокирования. 1 ил.
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ МЕШКОВ ИЗ ТЕРМОСКЛЕИВАЮЩЕГОСЯ МАТЕРИАЛА | 0 |
|
SU266644A1 |
| кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Приспособление к индикатору для определения момента вспышки в двигателях | 1925 |
|
SU1969A1 |
| Устройство для изготовления,наполнения продуктом и запечатывания пакетов из термосклеивающегося материала | 1986 |
|
SU1400956A1 |
| кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
