Изобретение относится к области машиностроения и может быть использовано в производстве прецизионных шарикоподшипников.
Целью изобретения является повышение производительности процесса обработки и стойкости шариков за счет лучшей шаржируемости абразивом их поверхности.
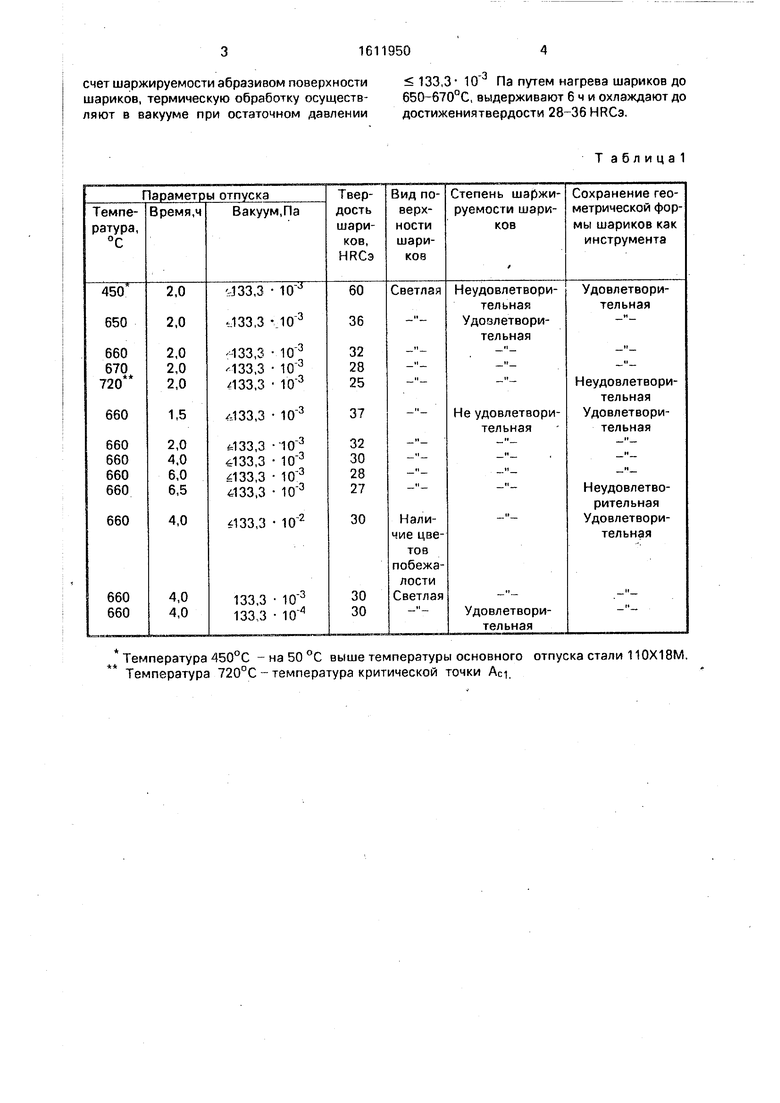
Для экспериментальной проверки изготовлены шарики 10-й степени точности из стали 110Х18М с твердостью 62 HRCa. Результаты отпуска этих шариков в вакууме при различных режимах представлены в табл. 1.
Из данных табл. 1 следует, что оптимальным режимом отпуска шариков, обеспечивающим получение твердости 28-36 HRCa, является нагрев в вакууме при остаточном дав- ,У1ении ШЗ 10 Па ( 1 - 10 мм рт.ст.) до 650-670°С и выдержка при этой температуре в течение 6 ч.
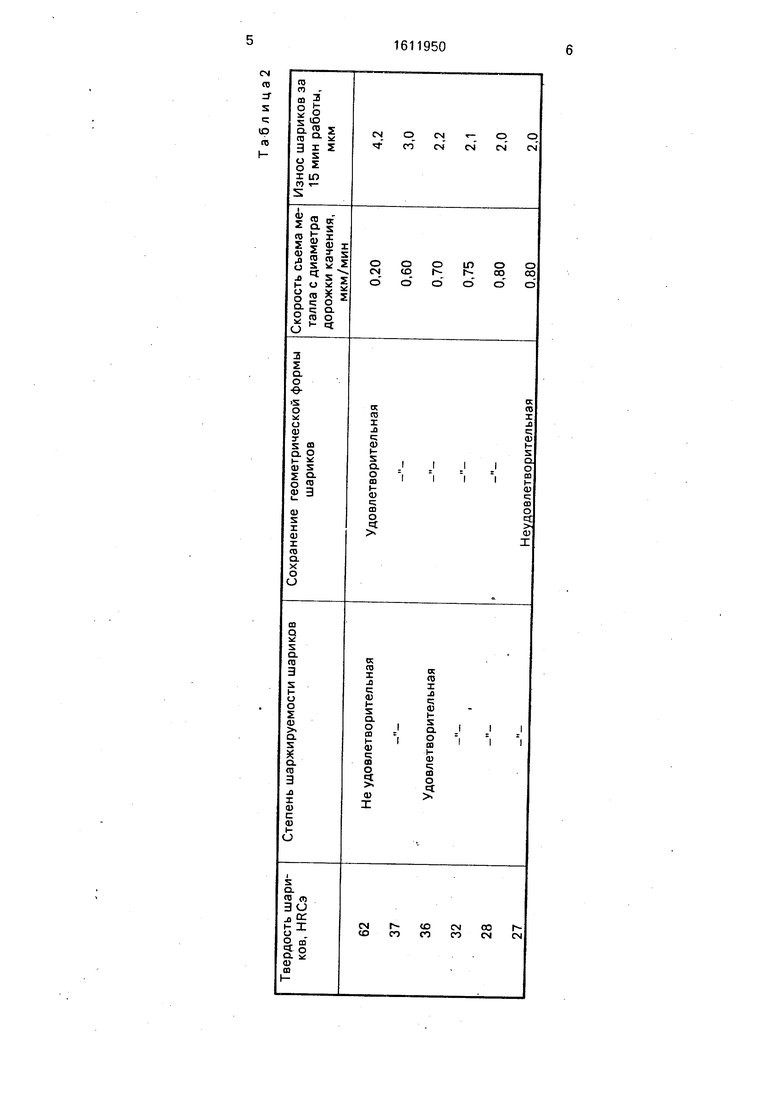
Шариками различной твердости произведена обработка дорожек качения внутренних колец подшипника 2-76018Е1 с
применением суспензии на основе абразивного микропорошка карбида бора Ml ОСТ2 М17М-83. Результаты обработки представлены в табл. 2.
Из данных табл. 2 следует, что шарики твердостью 28-36 HRCa обеспечивают большую (в 3,5-4,0 раза) скорость съема металла и меньше ( 2 раза) изнашиваются благодаря интенсивному внедрению и удержанию в их поверхности абразива суспензии, которым и осуществляется резание. Использование при обработке дорожек качения шариков из сталей 110Х18М или ШХ5, отпущенных до твердости 28-36 HRC3 на указанных режимах, позволяет повысить производительност ь обработки и стойкость шариков.
Формула изобретения Способ подготовки шариков для обработки дорожек качения колец подшипников в среде абразивной суспензии, включающий термическую обработку шариков, отличающийся тем, что, с целью повышения производительности процесса обработки за
itSfWX
DS
СП
о
счет шаржируемости абразивом поверхности шариков, термическую обработку осуществляют в вакууме при остаточном давлении
v3
133,3 10 Па путем нагрева шариков до 650-670°С, выдерживают 6 ч и охлаждают до достижениятвердости 28-36 HRCa.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНЦЕВОГО ИНСТРУМЕНТА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 1993 |
|
RU2049126C1 |
| Способ изготовления матриц из листовой порошковой быстрорежущей стали | 1987 |
|
SU1616781A1 |
| Способ термической обработки изделий | 1982 |
|
SU1104174A1 |
| Чугун для инструмента | 1989 |
|
SU1673625A1 |
| СПОСОБ ОБРАБОТКИ ДЛИННОМЕРНОЙ СТАЛЬНОЙ ДЕТАЛИ | 2011 |
|
RU2455386C1 |
| СЕПАРАТОР ШАРНИРА, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ШАРНИР И АВТОТРАНСПОРТНОЕ СРЕДСТВО | 2004 |
|
RU2391577C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦА ОПОРЫ КАЧЕНИЯ | 1992 |
|
RU2041269C1 |
| Способ изготовления медицинского инструмента из нагартованной нержавеющей стали | 1990 |
|
SU1770397A1 |
| Способ химико-термической обработки прецизионных деталей | 1990 |
|
SU1721103A1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕЛКОРАЗМЕРНОГО РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2001 |
|
RU2203982C2 |
Изобретение относится к машиностроению и может быть использовано в производстве прецизионных шарикоподшипников. Целью изобретения является повышение производительности обработки и стойкости шариков за счет лучшей шаржируемости абразивом их поверхности. Шарики 10 степени точности из стали 110х18М с твердостью 62HRCэ подвергают отпуску в вакууме при остаточном давлении ≤133,3.10-3 Па (≤1.10-3 мм рт.ст.) или среде инертного газа путем нагрева до 660°С с выдержкой при этой температуре 6 ч до получения твердости 28...36 HRCэ. 2 табл.
Температура 450°С - на 50 С выше температуры основного отпуска стали 110Х18М. Температура 720°С - температура критической точки Aci.
Т а б л и ц а 1
см
то
J- s t; ip to
| Патент США N; 3608224, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Способ обработки дорожек качения колец подшипников шариками | 1982 |
|
SU1065156A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
