Изрбретение относится к литей- : ному производству, предназначено для изготовления форм и стержней и является усовершенствованием способа по авт.св. № 1380850.
Цель изобретения - повышение степени и равномерности уплотнения и снижение коррозии импульсной головки.
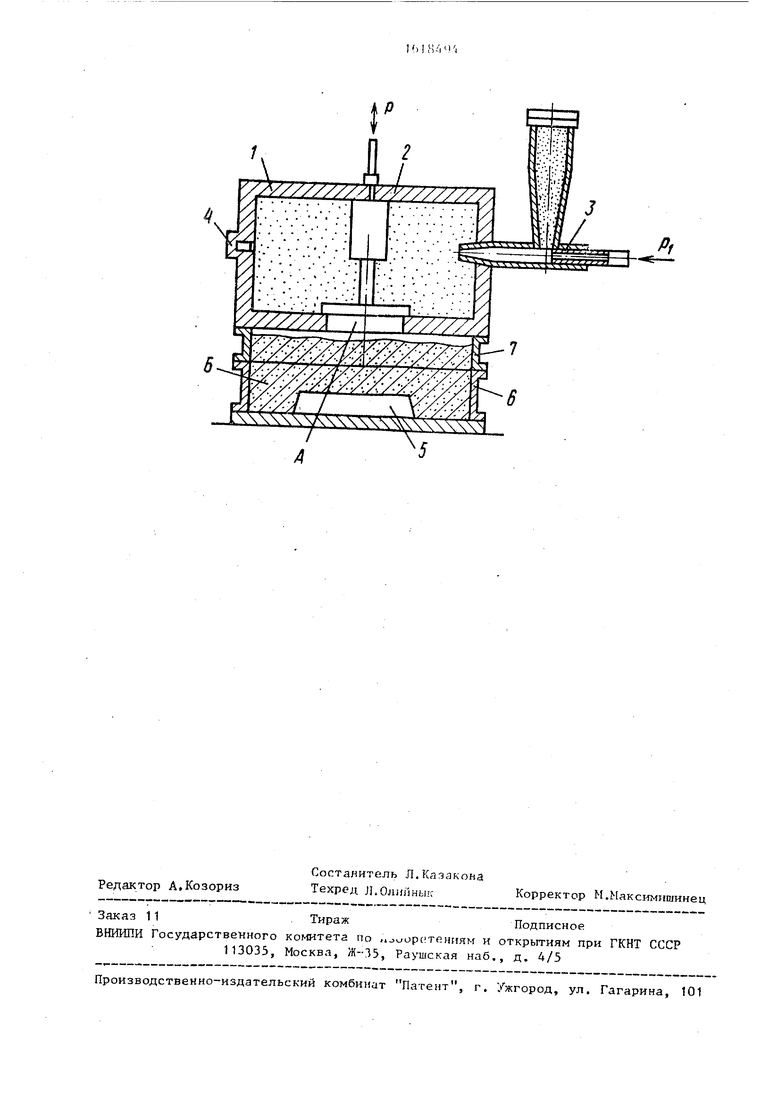
На чертеже показано устройство для осуществления предложенного способа уплотнения литейных форм и стержней.
Устройство содержит корпус 1, в котором расположен цилиндр 2, распылитель 3, клапан 4. Недель 5 помещают в опоку 6 и наполнительную рамку 7. Через отверстие А подают ежа- ; тый воздух на смесь Б.
В корпус 1 импульсной головки через клапан 4 подают сжатый воздух при давлении 0,35-0,4 Ша, затем воздушным распылителем 3 подают в корпус 1 под давлением 0,45...0,6 Ша твердый материал - пылевидный кварц в распыленном виде после чего открывают отверстие А в корпус 1 с помощью цилиндра 2 и воздействуют сжатым воздухом с распыленным материалом на смесь В, находящуюся в опоке 6 и наполнительной рамке 7 над моделью 5.
Сжатый воздух, выходя из импульсной головки, расширяется и охлаждается. Фильтрация охлажденного воздуха через пористую среду осуществляется лучше, чем нагретого воздуха. Поэтому часть энергии сжатого газа, передаваемая сжатым газом смеси и идущая на уплотнение смеси,тем выше,чем выше его температура.Твердый материал, введенный в распыленном виде в импульсную головку через воздушный распылитель, создает новую среду в виэо
4
СО 4
1Ч
де смеси негазообразного твердого материала и сжатого воздуха.
При этом плотность сжатого газа с негазообразным материалом (при равном давлении) по сравнению с 1:-/:отностью одного сжатого газа всегда выше. Плотная среда хуже фильтруется через пористую среду, и следовательно, больше теряет энергии при фильтрации, т.е. больше пер еда- ет энергии смеси от выстреливаемой из импульсной головки смеси сжатого воздуха с негазообразным материалом чем просто от сжатого воздуха. довательно, и формы уплотняются лучше.
В процессе формовки в импульсной головке в качестве негазообразного вещества применяют пылевидный графит f пылевидный кварц, тальк, сравнивались они с влиянием распыленной воды. Установлено, что чем тяжелее ; удельный вес материала, тем уплотнение верхних слоев формы лучше. ,.
Результаты опытов представлены в таблице.
Использование предлагаемого способа позволяет повысить качество форм и стержней (степень и равномерность уплотнения форм и стержней) за счет снижения падения давления сжатого газа при его выходе из импульсной головки вследствие наличия
з сжатом газе распыленного вордого материала, а также за счет повышения доли передаваемой смеси энергии сжатого воздуха при его ударе о поверхность, смеси и при фильтрации через смесь вследствие закупорки пор смеси распыленным твердым материалом и удара по песчинкам смеси пылевидных твердых частиц, разгоняемых сжатым воздухом.
Формула изобретения
51. Способ уплотнения литейных
форм и стержней по авт.св. № 1380850, отличающийся тем, что, с. целью повышения степени и равномерности уплотнения, снижения коррозии
0 импульсной головки, перед подачей импульса сжатого воздуха в импульсную головку подают в распыленном ви- .де твердый материал.
2. Способ по По 1, о т л и ч а -. 5 ю ч и и с я тем, что в качестве твердого материала используют пылевидный графит.
3. Способ по п. 1, отличающийся тем, что в качестве, твер- 0 Дого материала используют пылевидный кварц.
4. Способ по п. 1, отличающийся тем, что в качестве твер- . дого материала используют тальк.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ уплотнения литейных форм и стержней | 1986 |
|
SU1380850A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ ИЗ ЖИДКОСТЕКОЛЬНЫХ СМЕСЕЙ | 1991 |
|
RU2017564C1 |
| Способ изготовления литейных форм и стержней | 1988 |
|
SU1533820A1 |
| СПОСОБ УДАРНО-ПРЕССОВОГО ФИЛЬТРАЦИОННОГО УПЛОТНЕНИЯ ПЕСЧАНО-ГЛИНИСТЫХ ФОРМ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2385784C2 |
| Способ изготовления литейных форм "процесс вм-2 | 1980 |
|
SU900941A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ ФОРМОВОЧНОЙ СМЕСИ | 1998 |
|
RU2159165C2 |
| Способ изготовления форм | 1989 |
|
SU1750846A1 |
| СПОСОБ УПЛОТНЕНИЯ СМЕСИ | 1971 |
|
SU425718A1 |
| Импульсная головка | 1989 |
|
SU1643140A1 |
Изобретениеотносится к литейному производству и предназначено .. для изготовления форм и стержней. Цель - повышение степени и равномер- ности уплотнения, снижение коррозии импульсной головки. Способ заключается в том, что перед подачей импульса сжатого воздуха в полость импульсной головки подают твердый материал в распыленном виде. В качестве твердого материала используют пылевидный кварц, цирконий, электрокорунд и т.п. Способ позволяет повысить качество уплотнения, надежность и долговечность импульсной головки. 3 з.п. ф-лм, 1 ил., 1 табл.
Пылевидный графит
(в куске)1,8-2s35
Пылевидный кварц
(в куске) 2,5-2,8 .
Тальк2,7
Вода1
| Способ уплотнения литейных форм и стержней | 1986 |
|
SU1380850A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
