Изобретение относится к машиностроению и предназначено для автоматизации загрузки кассет комплектом деталей,
Целью изобретения является расширение функциональных возможностей уст- ройства за счет обеспечения непрерывной загрузки комплекта деталей в кассеты.
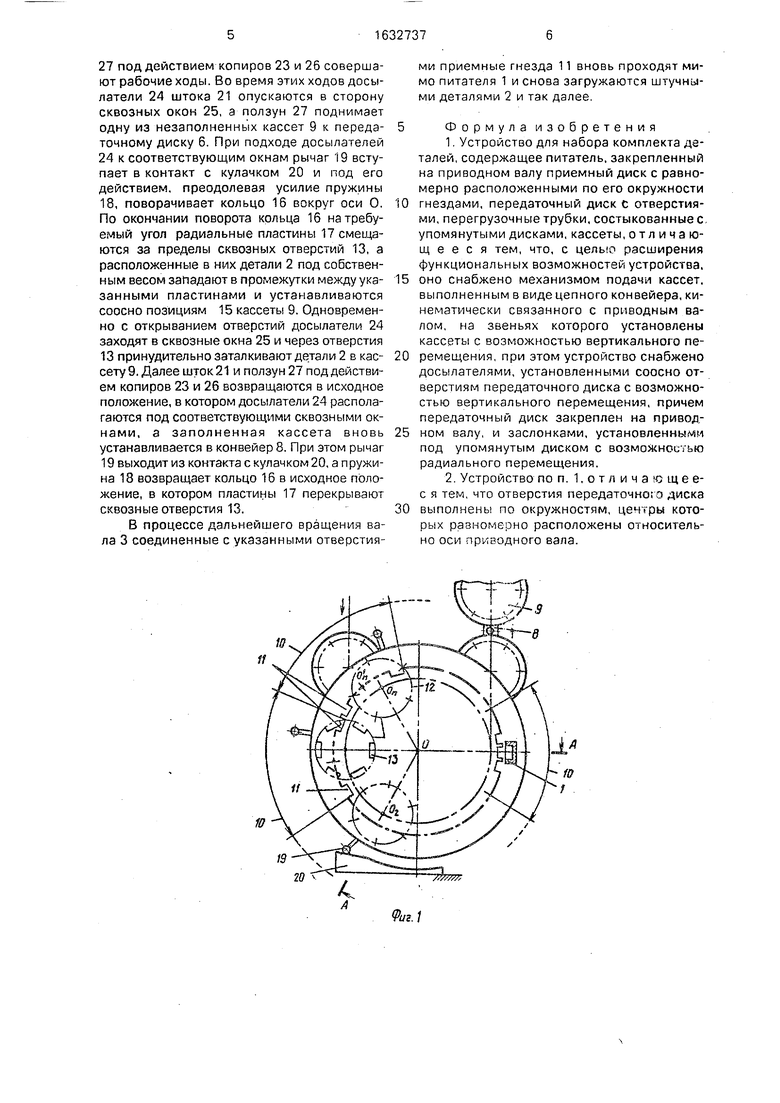
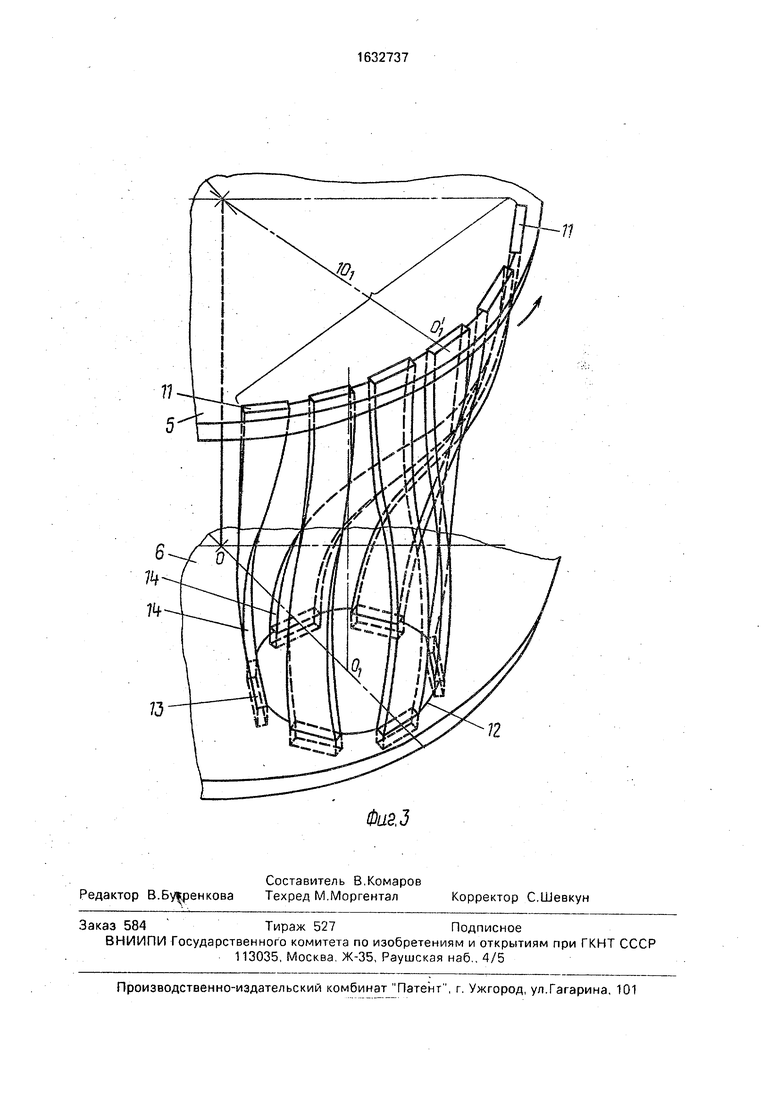
На фиг. 1 показано устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - схема загрузки кассеты.
Устройство для набора комплекта деталей содержит питатель 1 с деталями 2, вал 3, смонтированный на станине 4 с возможностью непрерывного вращения, жестко соединенные с валом приемный 5 и переда- точный 6 диски и звездочку 7, огибаемую цепным конвейером 8, несущим цилиндрические кассеты 9.
Равномерно по окружности приемного диска 5 выполнены сгруппированные в ду- говые секции 10 приемные гнезда 11, а на передаточном диске 6 выполнены сгруппированные в ряд окружностей 12 сквозные отверстия 13. Центры СИ, 02On указанных окружностей равномерно расположены относительно оси О вала 3. Дуговые секции в плане пересекают соответствующие окружности, а их середины Oi , 021оп1
смещены в направлении вращения вала
относительно линий центров 00т, 002
00П вала и окружностей.
Приемные гнезда каждой дуговой секции соединены со сквозными отверстиями соответствующей окружности посредством перегрузочных трубок 14, при этом каждое последнее {против направления вращения вала) гнездо 11 секции 10 соединено с ближайшим к нему отверстием 13 окружности 12, а остальные отверстия 13 упорядочены jB направлении вращения вала и соединены с соответствующими гнездами приемного диска 5 посредством трубок 14.
Количество гнезд в каждой секции, а соответственно и количество отверстий в
каждой окружности выбрано равным числу позиций 15 в каждой кассете 9.
На обращенном к звездочке 7 торце передаточного диска 6 по числу окружностей 12 установлены заслонки для комплекта деталей 2. Каждая заслонка представляет собой концентричное соответствующей окружности кольцо 16с радиальными пластинами 17, перекрывающими в исходном положении соответствующие сквозные отверстия этой окружности. Кольцо 16 подпружинено относительно диска 6 пружиной 18 и установлено с возможностью ограниченного поворота и жестко связано с рычагом 19, взаимодействующим в зоне загрузки с неподвижным кулачком 20.
Над диском 6 соосно указанным окружностям расположены штоки 21, взаимодействующие через ползуны 22 с пазовым стационарным копиром 23, установленным в верхней части валаЗ. На штоках 21 закреплены соосные соответствующим сквозным отверстиям досылатели 24, а в трубках выполнены сквозные окна 25.
В нижней части вала 3 установлен другой стационарный копир 26, взаимодействующий через ползуны 27 с кассетами 9. 0
В процессе непрерывного вращения вала 3 детали 2 из питателя 1 поштучно подаются в гнезда 11 приемного диска 5 и оттуда под собственным весом по трубкам 14 перемещаются в соответствующие сквозные гнезда передаточного диска 6 и располагаются при этом по окружностям 12. Расположенные в сквозных отверстиях 13 детали удерживаются от произвольного выпадания радиальными пластинами 17 заслонок, перекрывающими указанные отверстия. Одновременно с подачей деталей конвейер 8 осуществляет транспортирование цилиндрических кассет 9 вокруг звездочки 7. При заходе заполненных деталями 2 группы отверстий 13 в зону загрузки соответствующие шток 21 и ползун
27 под действием копиров 23 и 26 совершают рабочие ходы. Во время этих ходов досы- латели 24 штока 21 опускаются в сторону сквозных окон 25, а ползун 27 поднимает одну из незаполненных кассет 9 к переда- точному диску 6. При подходе досылателей 24 к соответствующим окнам рычаг 19 вступает в контакт с кулачком 20 и под его действием, преодолевая усилие пружины 18, поворачивает кольцо 16 вокруг оси О. По окончании поворота кольца 16 на требуемый угол радиальные пластины 17 смещаются за пределы сквозных отверстий 13, а расположенные в них детали 2 под собственным весом западают в промежутки между ука- занными пластинами и устанавливаются соосно позициям 15 кассеты 9. Одновременно с открыванием отверстий досылатели 24 заходят в сквозные окна 25 и через отверстия 13 принудительно заталкивают детали 2 в кас- сету 9. Далее шток 21 и ползун 27 под действием копиров 23 и 26 возвращаются в исходное положение, в котором досылатели 24 располагаются под соответствующими сквозными окнами, а заполненная кассета вновь устанавливается в конвейер 8. При этом рычаг 19 выходит из контакта с кулачком 20, а пружина 18 возвращает кольцо 16 в исходное положение, в котором пластины 17 перекрывают сквозные отверстия 13.
В процессе дальнейшего вращения вала 3 соединенные с указанными отверстиями приемные гнезда 11 вновь проходят мимо питателя 1 и снова загружаются штучными деталями 2 и так далее.
Формула изобретения
1.Устройство для набора комплекта деталей, содержащее питатель, закрепленный на приводном валу приемный диск с равномерно расположенными по его окружности гнездами, передаточный диск с отверстиями, перегрузочные трубки, состыкованные с упомянутыми дисками, кассеты, отличающееся тем, что, с целью расширения функциональных возможностей устройства, оно снабжено механизмом подачи кассет. выполненным в виде цепного конвейера, кинематически связанного с приводным валом, на звеньях которого установлены кассеты с возможностью вертикального перемещения, при этом устройство снабжено досылателями, установленными соосно отверстиям передаточного диска с возможностью вертикального перемещения, причем передаточный диск закреплен на приводном валу, и заслонками, установленными под упомянутым диском с возможностью радиального перемещения.
2.Устройство по п. 1, о т л и ч а О щ е е- с я тем, что отверстия передаточною диска выполнены по окружностям, цечфы которых равномерно расположены относительно оси приводного вала.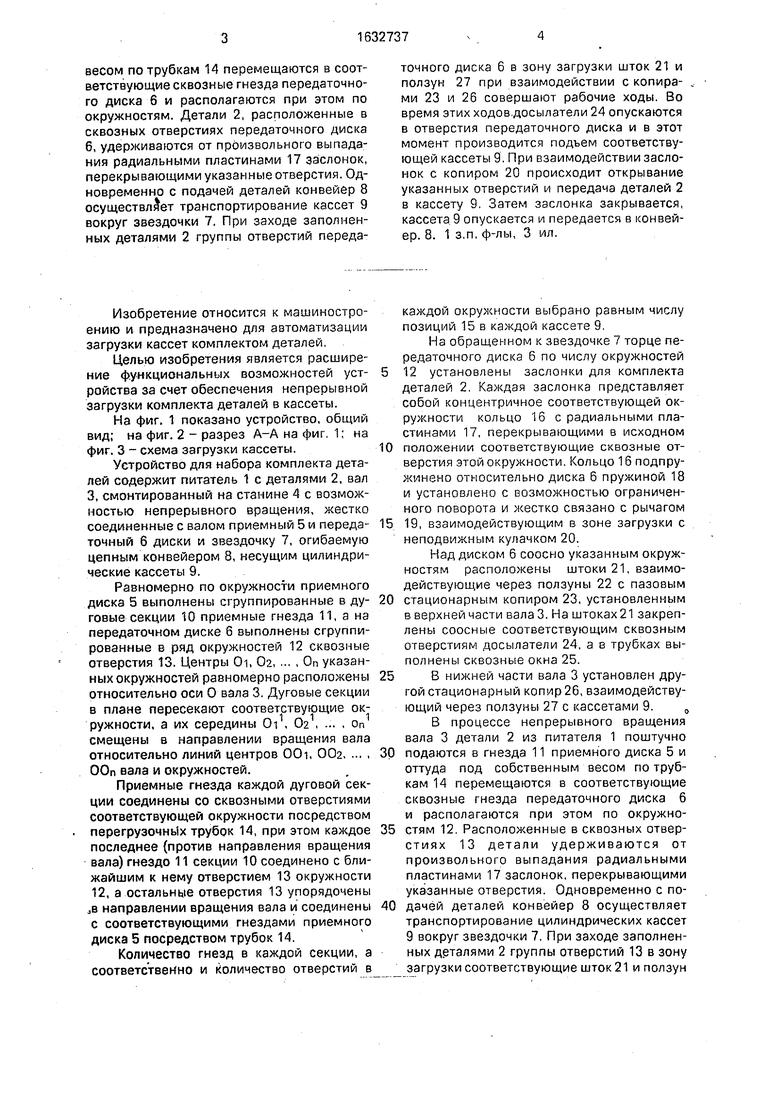
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Роторный автомат питания | 1988 |
|
SU1602675A2 |
| Устройство для сборки цоколей нормальных осветительных ламп | 1980 |
|
SU974462A1 |
| Роторно-конвейерная литьевая машина | 1989 |
|
SU1666324A1 |
| Установка для термообработки стержневых изделий | 1989 |
|
SU1740441A1 |
| Роторный автомат | 1990 |
|
SU1717317A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН И СБОРКИ СЕКЦИЙ РЕБРИСТЫХ РАДИАТОРОВ | 1997 |
|
RU2108215C1 |
| Устройство для расфасовки и упаковки сыпучих материалов в коробки | 1981 |
|
SU969598A1 |
| Загрузочное устройство | 1991 |
|
SU1815134A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПЕРЕМЕННЫХ РЕЗИСТОРОВ | 1969 |
|
SU252444A1 |
Изобретение относится к машиностроению и предназначено для автоматизации загрузки кассет комплектом деталей Целью изобретения является расширение функциональных возможностей устройства за счет обеспечения непрерывной загрузки комплекта деталей в кассеты В процессе непрерывного вращения вала детали 2 из питателя 1 поштучно подаются в гнезда 11 приемного диска, а затем под собственным
S
№
Риг.1
Id
12
| МЕХАНИЗМ ВЫГРУЗКИ ИЗДЕЛИЙ ИЗ МАШИН | 0 |
|
SU200503A1 |
| Приводный механизм в судовой турбинной установке с зубчатой передачей | 1925 |
|
SU1965A1 |
