Изобретение относится к области сварки, а именно к устройствам для снятия усиления сварного шва, в частности при производстве газоплотных панелей в атомном машиностроении.
Цель изобретения - расширение технологических возможностей, повышение производительности, качества зачистки, надежности в эксплуатации, и регулирование усилия прижима инст-,, румента к обрабатываемой поверхности.
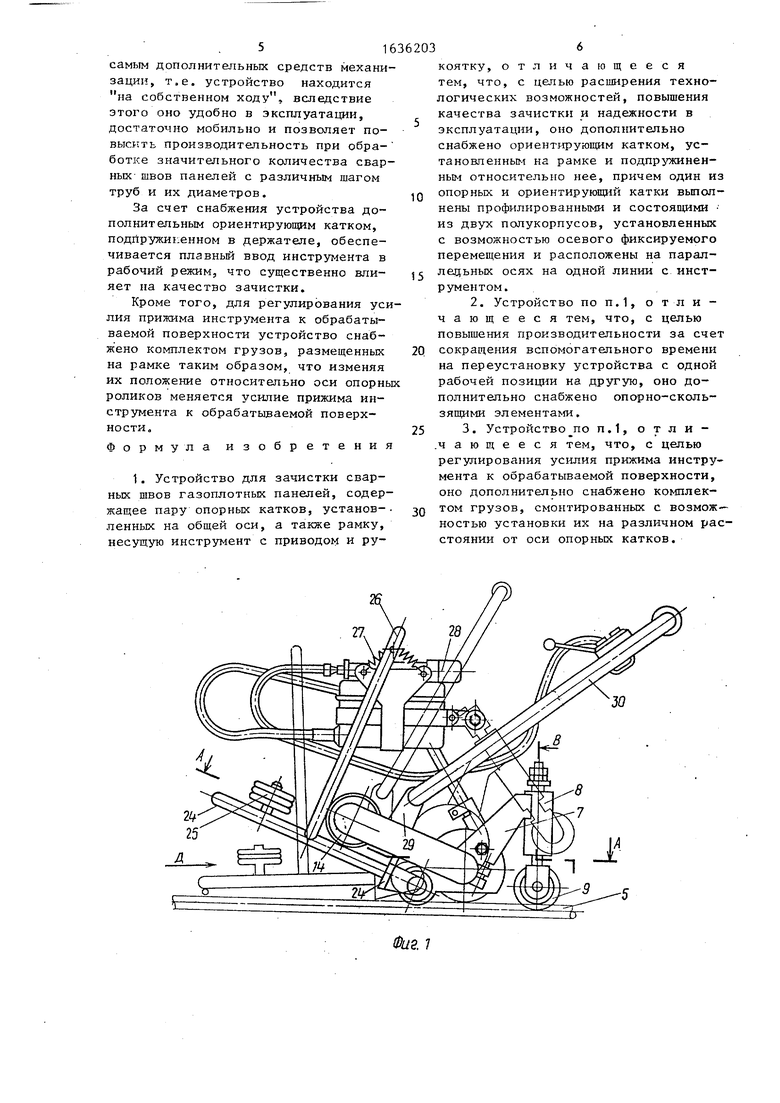
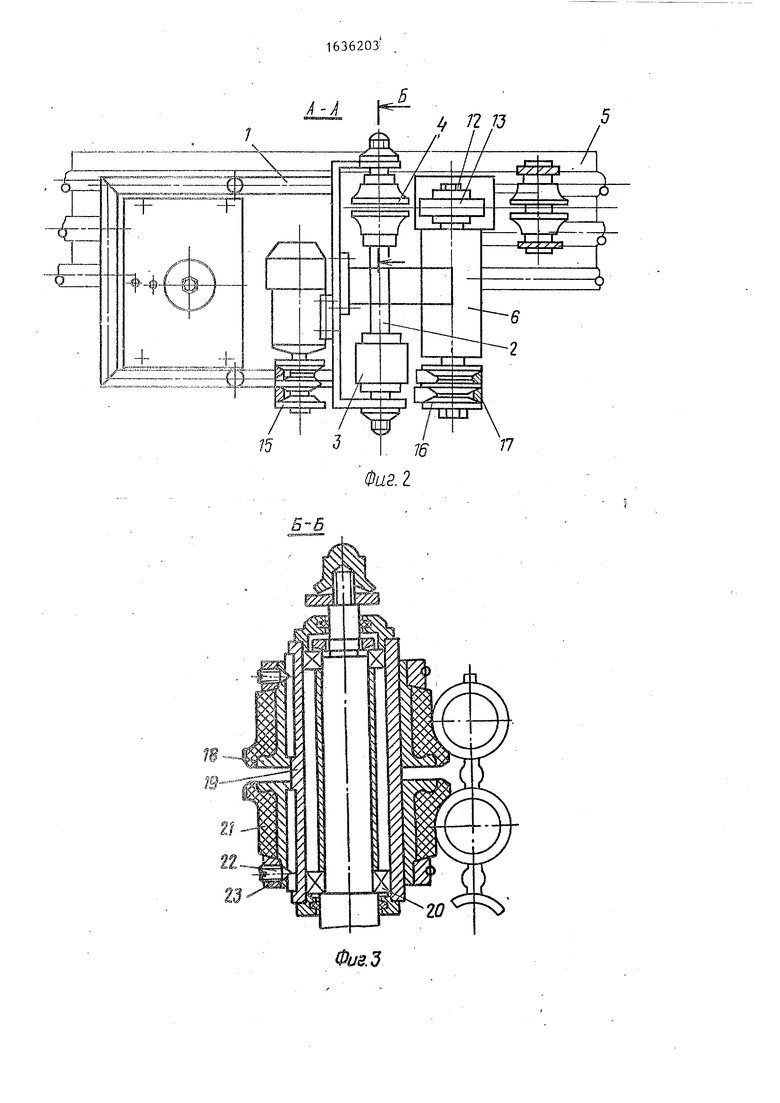
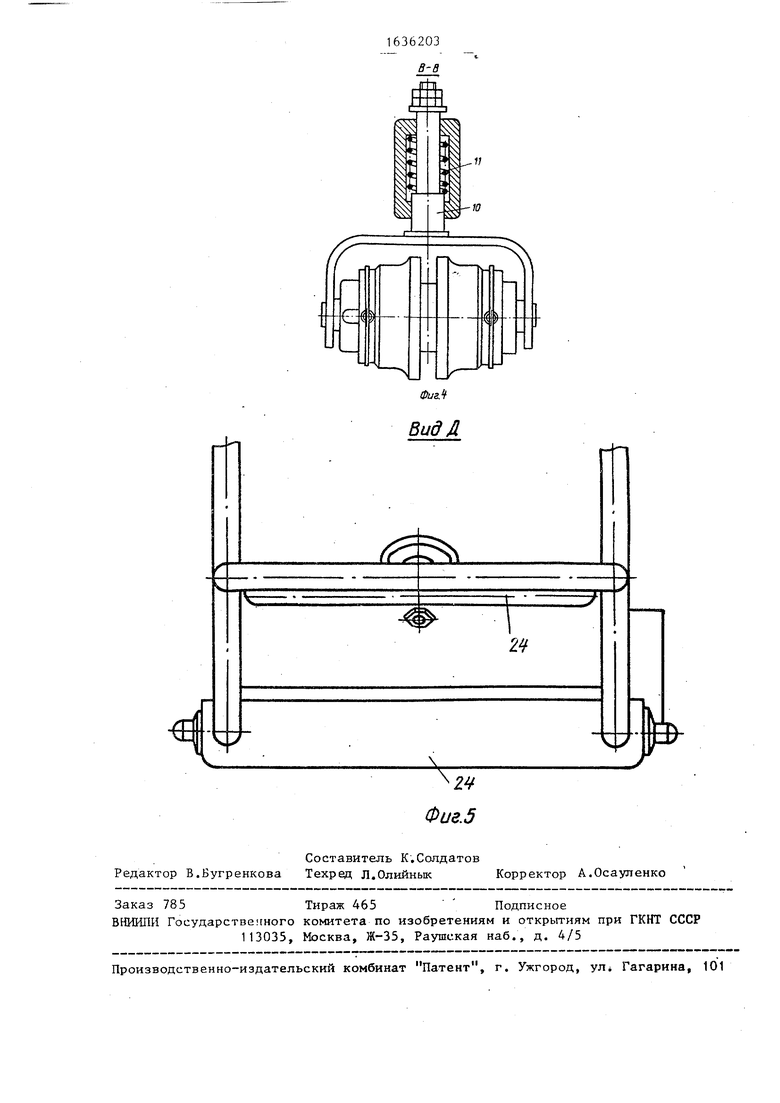
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б
на фиг. 2; на фиг. 4 - разрез В-В на фиг. 1 на фиг. 5 - вид Д на фиг. 1.
Устройство содержит сварную рамку 1, на которой закреплена ось 2, несущая пару опорных катков 3 и 4.
Каток 3 выполнен гладким, цельной конструкции для установки его на трубу 5 панели и имеет ширину, превышающую максимальный шаг всего ассортимента обрабатываемых панелей. За парой катков 3 и 4 на рамке 1 смонтирована втулка 6, к которой посредством хомута крепится кронштейн 7 с держателем 8, в котором установООО
оэ
N3
О
со
лен ориентирующий каток У на штоке 10, подпружиненном пружиной 11. Между опорным катком 4 и ориентирующим катком 9 во втулке 6 размещен вал 12 с инструментом 13 (например, шлифовальным кругом) и двигателем 14, На валу 12 и валу двигателя 14 закреплены шкивы 15 и 16S соединен- ные ремнями 17.
Опорный 4 и ориентирующий 9 катки выполнены профилированными и каждый состоит из двух полукорпусов 18s установленных на стакане 19, смонти- рованном на подшипниках 20.
Полукорпуса 18 обрезинены по наружной поверхности резиновыми кольцами 21 и имеют возможность осевого перемещения по стакану 19 на равные расстояния относительно плоскости П-П; проходящей через середину инструмента 13 и середину профилирован ных катков 4 и 9 о
Полукорпуса 18 и резиновые кольца
21имеют возможность фиксации в заданном положении посредством винтов
22через стопорные кольца 23.
На сварной рамке 1 в ее нижней части смонтированы опорно-скользящие элементы 24, например, в виде лыж, установленных поперек трубам 5 панели, для перемещения устройства на любой участок панели,
Рамка 1 оснащена комплектом грузо 25 с возможностью установки их в отверстия рамки I на различные расстояния от оси 2 опорных катков 3 и 4 для регулирования усилия прижима инструмента 13 к обрабатываемой поверхности.
На рамке 1 закреплена скоба 26, внутри которой на пружинах 27 подвешен пылесос 28, а посредством кронштейна 29 на рамке 1 смонтирована рукоятка 30 „
Устройство работает следующим образом.
Перед Не чалом работы,, когда устройство находится в исходном положении на опорно-скользящих элементах 249 производят регулировку профильных катков 4 и 9. Для этого откручивают винты 22 и передвигают полукорпуса 18, обрезиненные кольцами 21, по стакану 19 на равные расстояния от его центра, что обеспечивает |самоустановку инструмента 13 по всей ширине сварного шва, подлежащего обработке, а регулировку усилия прижима инструмента производят контргру
в
10
15
20
25
6362034
зом 25, устанавливая его в те или- другие отверстия рамки 1.
Затем, нажимая на рукоятку 30 сверху вниз, переводят устройство в рабочее положение таким образом, чтобы выпуклые профили катков 4 и 9 попали в ручей газоплотной панели. Каток 4 всегда обеспечит гарантированный контакт с вершинами труб 5, т.е. исключит провал его в ручей газоплотной панели.
В исходном рабочем положении, когда оба катка 4 и 9 находятся в контакте с панелью, нижний край инструмента 13 находится несколько выше уровня сварного шва. После того, как профилированные катки сориентировали инструмент 13 относительно сварного шва, при дальнейшем нажиме на рукоятку 30 произойдет сжатие пружины 11 в роликодержателе 8 и инструмент плавно опустится на сварной шов.
Вращение инструменту 13 передается от двигателя 14 ремнями 17 через шкивы 15 и 16.
При необходимости обработать сварные швы панелей на другом ее участке достаточно отпустить рукоятку 30 и устройство вернется само в исходное положение благодаря контргрузу 25 на опорно-скользящие элементы 24. При этом опорные катки 3, 4 и 9 и инструмент 13 зависнут над панелью 5. Затем, посредством скобы 26 и рукоятки 30 устройство передвигают на любой участок панели и, нажимая снова на рукоятку 30, устанавливают на катки 3, 4 и 9 в рабочее положение.
Пыль, образующаяся при зачистке, удаляется из зоны зачистки пылесосом 28 через кожух инструмента 13.
Устройство позволяет зачищать сварные швы плавников между трубами газоплотных панелей, имеющих различные величины шага между трубами и диаметра труб. За счет того, что опорньй и ориентирующий катки выполнены профилированными, состоящими из двух подвижных полукорпусов, устройство надежно устанавливается катками на трубы панели и имеет устойчивьй контакт рабочего инструмента с зачищаемым сварным швом.
Опорно-скользящие элементы, смонтированные в нижней части рамки, позволяют не поднимать устройство, а передвигать его с позиции на позицию по трубам панели, не применяя тем
30
35
40
45
50
55
самым дополнительных средств механизации, т.е. устройство находится на собственном ходу, вследствие этого оно удобно в эксплуатации, достаточно мобильно и позволяет повысить производительность при обработке значительного количества сварных швов панелей с различным шагом труб и их диаметров.
За счет снабжения устройства дополнительным ориентирующим катком, подпружиьенном в держателе, обеспечивается плавный ввод инструмента в рабочий режим, что существенно влияет на качество зачистки.
Кроме того, для регулирования усилия прижима инструмента к обрабатываемой поверхности устройство снабжено комплектом грузов, размещенных на рамке таким образом, что изменяя их положение относительно оси опорны роликов меняется усилие прижима инструмента к обрабатываемой поверхности. Формула изобретения
1. Устройство для зачистки сварных швов газоплотных панелей, содержащее пару опорных катков, установ-. ленных на общей оси, а также рамку, несущую инструмент с приводом и ру
5
0
5
0
коятку, отличающееся тем, что, с целью расширения технологических возможностей, повышения качества зачистки и надежности в эксплуатации, оно дополнительно снабжено ориентирующим катком, установленным на рамке и подпружиненным относительно нее, причем один из опорных и ориентирующий катки выполнены профилированными и состоящими из двух полукорпусов, установленных с возможностью осевого фиксируемого перемещения и расположены на параллельных осях на одной линии с инструментом.
2. Устройство по п.1, отличающееся тем, что, с целью повышения производительности за счет сокращения вспомогательного времени на переустановку устройства с одной рабочей позиции на другую, оно дополнительно снабжено опорно-скользящими элементами.
3. Устройство по п.1, о т л и - .чающееся тем, что, с целью регулирования усилия прижима инструмента к обрабатываемой поверхности, оно дополнительно снабжено комплектом грузов, смонтированных с возможностью установки их на различном расстоянии от оси опорных катков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зачистки сварных швов | 1981 |
|
SU986741A1 |
| Установка для обработки изделий | 1987 |
|
SU1456293A1 |
| Устройство для зачистки сварных швов | 1984 |
|
SU1181854A1 |
| УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ СВАРНЫХ ШВОВ | 1994 |
|
RU2115518C1 |
| Устройство для зачистки сварных швов | 1983 |
|
SU1107926A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ПАКЕТОВ ИЗ ОРЕБРЕННЫХ ТРУБ | 1995 |
|
RU2071897C1 |
| Установка для сверления отверстий в криволинейных поверхностях | 1986 |
|
SU1342620A1 |
| Станок для зачистки сварных швов угловых соединений | 1975 |
|
SU523766A1 |
| Устройство для нанесения антикоррозионных составов на внутреннюю поверхность трубы | 1984 |
|
SU1191124A1 |
| Устройство для зачистки сварных швов цилиндрических изделий | 1986 |
|
SU1399088A1 |
Изобретение относится к сварочному производству, а именно к устрой-| ствам для снятия усиления сварного шва, в частности, при производстве газоплотных панелей в атомном машиностроении. Цель изобретения - расширение технологических возможностей, повышение производительности, качества зачистки и надежности в эксплуатации. Устройство содержит пару опорных катков и ориентирующий каток, подпружиненный относительно несущей рамки. Один из опорных и ориентирующий катки выполнены профилированными по форме труб газоплотной панели, катки состоят из двух полукорпусов, установленных с возможностью осевого перемещения, и расположены на одной линии с инструментом для зачистки. Для перемещения устройства с одной позиции на другую оно снабжено опорно-скользящими элементами. Для регулирования усилия прижима инструмента к обрабатываемой поверхности используется комплект грузов„ 2 з.п„ ф-лы, 5 ил. (Л
Li
/
2 гпф
Si
eOZ9€9l
| ПЕРЕМЕЩАЕМОЕ УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ РЕЛЬС | 0 |
|
SU244144A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Роспасиенко В.И., Смирнов В.И | |||
| Черницын B.C | |||
| Средства для зачистки проката | |||
| - М.: Машиностроение, 1973, с | |||
| Паровозный золотник (байпас) | 1921 |
|
SU153A1 |
| Машина для разделения сыпучих материалов и размещения их в приемники | 0 |
|
SU82A1 |
