Ё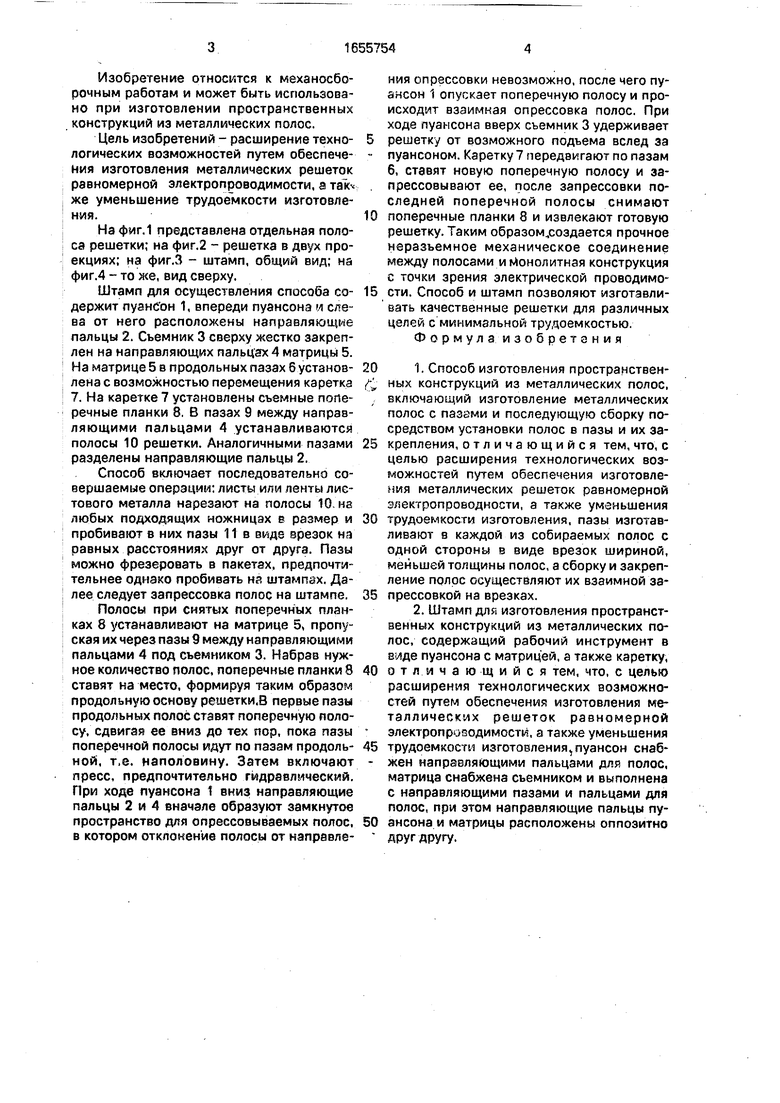
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ В ДЕТАЛЯХ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 1999 |
|
RU2165324C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИХ МАШИН | 1990 |
|
RU2030005C1 |
| УНИВЕРСАЛЬНЫЙ ШТАМП | 1970 |
|
SU265847A1 |
| Способ последовательной штамповки | 1990 |
|
SU1801678A1 |
| Штамп | 1988 |
|
SU1586824A1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| Устройство для обработки давлением и сборки сетчатых деталей,преимущественно секций масляных фильтров | 1983 |
|
SU1094717A1 |
| СПОСОБ МНОГОПЕРЕХОДНОЙ ПОСЛЕДОВАТЕЛЬНОЙ ШТАМПОВКИ В ЛЕНТОЧНО-ПОЛОСОВОЙ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2591023C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКОГО ЭЛЕКТРИЧЕСКОГО СОЕДИНИТЕЛЯ | 1992 |
|
RU2020675C1 |
| Автоматический штамп для просечкилиСТА | 1978 |
|
SU799865A1 |
Изобретение относится к механосборочным работам. Цель изобретения - расширение технологических возможностей и снижение трудоемкости. Ленты или листы металла нарезают на полосы (П) 10. В П 10 пробивают пазы шириной, меньшей толщины П 10. Затем П 10 соединяют на врезках их взаимной запрессовкой. Во избежание деформаций запрессовка производится на штампе, на котором перед воздействием пуансона пальцы сверху и пальцы снизу заключают запрессовываемые П 10 в пазы 9, в которых и производится запрессовка. Каретка служит для формирования продольных полос в необходимый контур и продвижению этого контура по мере прибавления поперечных полос. 2 с.п.ф-лы, 4 ил.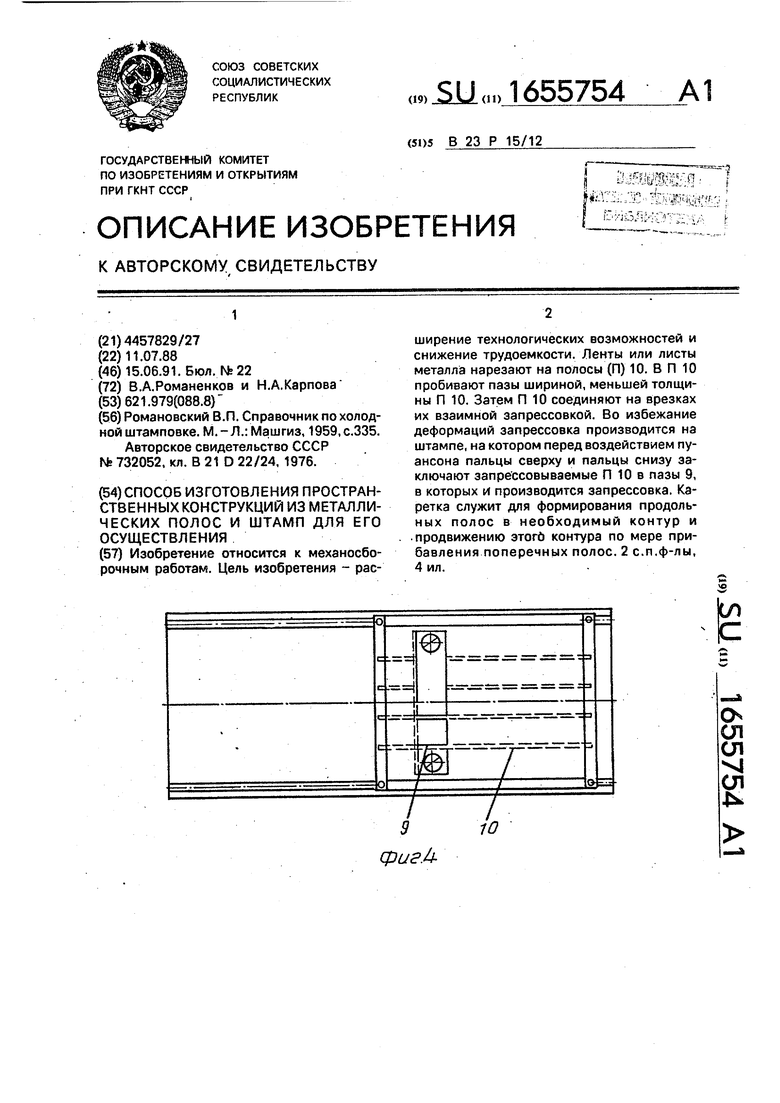
О
ел ел VI ел
4
Изобретение относится к механосборочным работам и может быть использовано при изготовлении пространственных конструкций из металлических полос.
Цель изобретений - расширение технологических возможностей путем обеспечения изготовления металлических решеток равномерной электропроводимости, a TSKV же уменьшение трудоемкости изготовления.
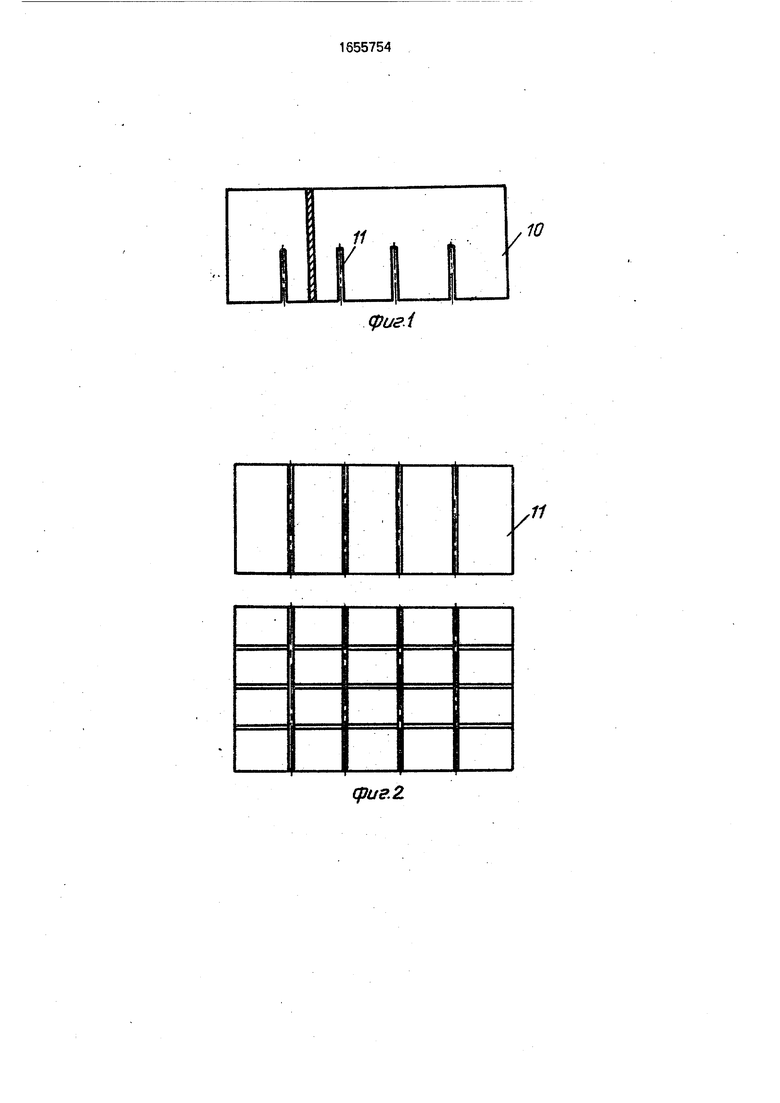
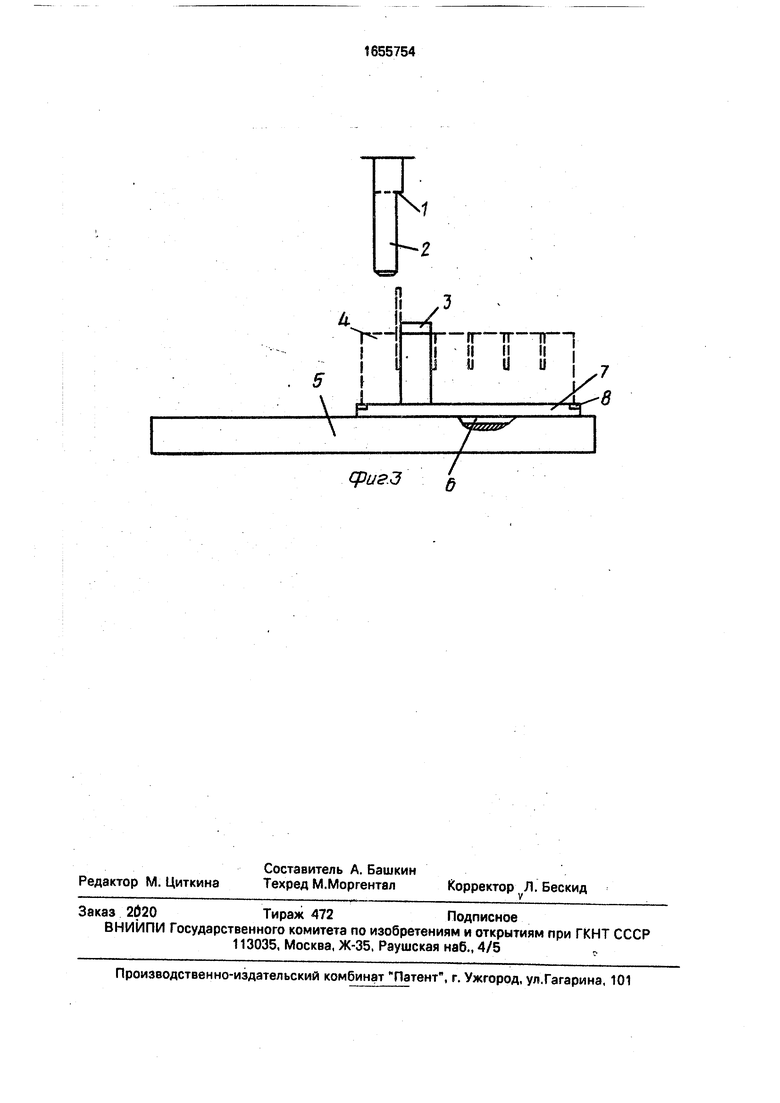
На фиг.1 представлена отдельная полоса решетки; на фиг.2 - решетка в двух проекциях; на фиг.З - штамп, общий вид; на фиг.4 - то же, вид сверху.
Штамп для осуществления способа содержит пуанС он 1, впереди пуансона и слева от него расположены направляющие пальцы 2. Съемник 3 сверху жестко закреплен на направляющих пальцах 4 матрицы 5. На матрице 5 в продольных пазах 6 установлена с возможностью перемещения каретка 7. На каретке 7 установлены съемные поперечные планки 8. В пазах 9 между направляющими пальцами 4 устанавливаются полосы 10 решетки. Аналогичными пазами разделены направляющие пальцы 2.
Способ включает последовательно совершаемые операции: листы или ленты листового металла нарезают на полосы 10 на любых подходящих ножницах в размер и пробивают в них пазы 11 в виде врезок нэ равных расстояниях друг от друга. Пазы можно фрезеровать в пакетах, предпочтительнее однако пробивать на штампах. Далее следует запрессовка полос на штампе.
Полосы при снятых поперечных планках 8 устанавливают на матрице 5, пропуская их через пазы 9 между направляющими пальцами 4 под съемником 3. Набрав нужное количество полос, поперечные планки 8 ставят на место, формируя таким образом продольную основу решетки.В первые пазы продольных полос ставят поперечную полосу, сдвигая ее вниз до тех пор, пока пазы поперечной полосы идут по пазам продольной, т.е. наполовину. Затем включают пресс, предпочтительно гидравлический. При ходе пуансона 1 вниз направляющие пальцы 2 и 4 вначале образуют замкнутое пространство для спрессовываемых полос, в котором отклонение полосы от направления опрессовки невозможно, после чего пуансон 1 опускает поперечную полосу и происходит взаимная опрессовка полос. При ходе пуансона вверх съемник 3 удерживает решетку от возможного подъема вслед за
пуансоном. Каретку 7 передвигают по пазам 6, ставят новую поперечную полосу и запрессовывают ее, после запрессовки последней поперечной полосы снимают
поперечные планки 8 и извлекают готовую решетку. Таким образом создается прочное неразъемное механическое соединение между полосами и Монолитная конструкция с точки зрения электрической проводимости. Способ и штамп позволяют изготавливать качественные решетки для различных целей с минимальной трудоемкостью. Формула изобретзния
трудоемкости изготовления, пазы изготавливают в каждой из собираемых полос с одной стороны в виде врезок шириной, меньшей толщины полос, а сборку и закрепление полос осуществляют их взаимной запрессовкой на врезках.
отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения изготовления металлических решеток равномерной электропроводимости, а также уменьшения
трудоемкости изготовления, пуансон снабжен направляющими пальцами для полос, матрица снабжена съемником и выполнена с направляющими пазами и пальцами для полос, при этом направляющие пальцы пуансона и матрицы расположены оппоэитно друг другу.
11
/
10
cpuei
(риг. 2
| Романовский В.П | |||
| Справочник по холодной штамповке | |||
| М.- Л.: Машгиз, 1959, с.335 | |||
| Штамп для листовой штамповки | 1976 |
|
SU732052A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
