Изобретение относится к обработке металлов резанием, в частности вязких металлов и сплавов на станках токарной группы, и может быть использовано при массовом производстве на станках с программным управлением.
Целью изобретения является повышение производительности при обработке резцами из твердых сплавов вязких металлов за счет интенсификации стружколомания.
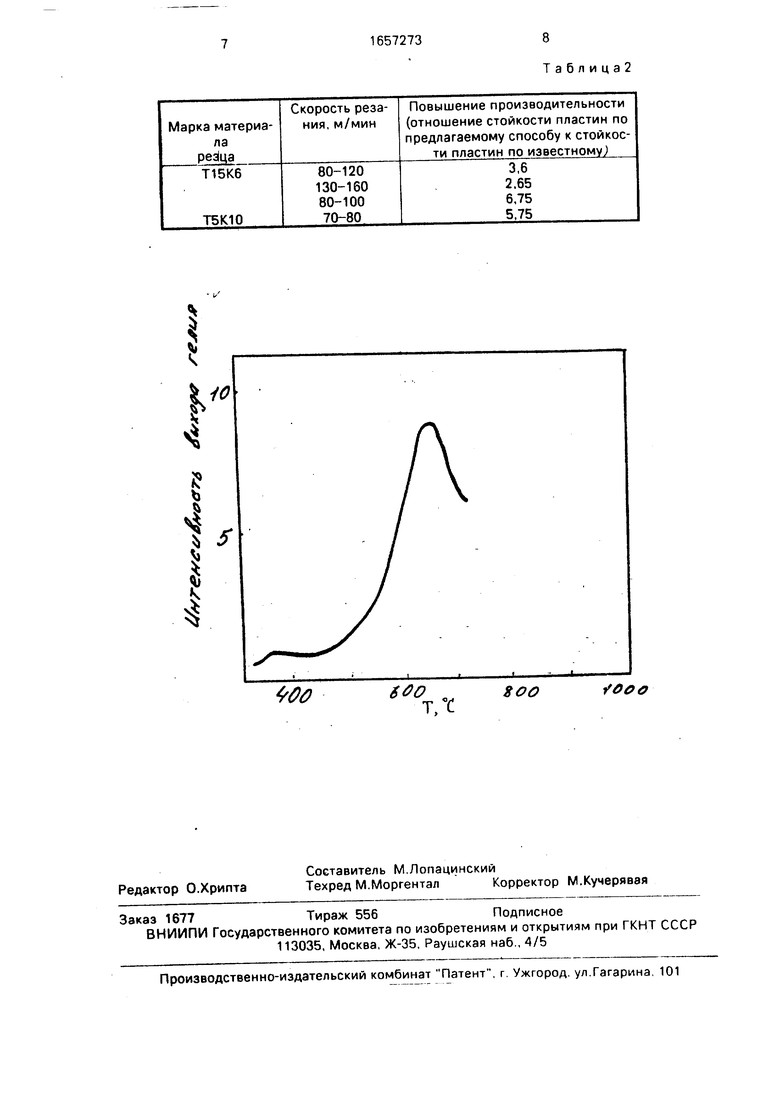
На чертеже представлен спектр десорбции гелия (зависимость количества выходящего гелия от температуры)
Способ обработки металлов резанием заключается в том, что инструменту и заготовке из вязкого металла сообщается относительное перемещение, например, при токарной обработке
Режущая кромка твердосплавной пластины в процессе резания разогревается до температуры 600-700°С при скоростях резания 70 - 200 м/мин. При указанной температуре происходит наибольшая подача гелия непосредственно в зону контакта разогретой твердосплавной пластины с обрабатываемым металлом в количестве (1 -2)- 10 атомов в секунду несмотря на то, что кромка пластины плотно прижата к обрабатываемой детали. В процессе стружкообразования в зоне резания при деформировании металла образуются трещины и микротрещины. Гелий, подаваемый из нагретой пластины, взаимодействует с микродефектами, адсорбируясь на поверхности микротрещин и препятствуя их залечиванию. В результате зародыши микротре- щии оказываются способными только развиваться,превращаясь в трещины.интенсифицируя тем самым стружколомание обеспечивая разделение стружки на отдельные фрагменты.
В случае обдува газом частицы его не могут проникнуть в зону непосредственного контакта резец - деформируемый разогретый материал, поэтому зародыши микротрещин залечиваются в зоне разогретого металла, а ломкость стружки обеспечиваетto
с
с ел
XI
го
XI
со
ся случайными процессами превращения микротрещины в трещину. Для таких вязких металлов и сплавов как сталь типа Х18Н9Т процесс резания сопровождается образованием сливной стружки. Фрагментации ее не происходит.
Пример 1. Испытания проводили на неперетачиваемых сменных пластинах квадратной формы с отверстием и струж- коломающими канавками на одной стороне. Предварительно в пластины был имплантирован гелий. Для испытаний применяли станок токарный типа 1К62. В качестве обрабатываемого материала использовали сталь Х18Н9Т, в качестве режущего инструмента - пластину Т15К6. При резании задавались следующие параметры: число оборотов шпинделя 315 об/мин, подача 0.12 мм/об, глубина резания 2 мм. Применение пластин, из которых осуществлялась подача гелия, обеспечивало получение фрагментированной стружки в диапазоне скоростей обработки 80-160 м/мин на протяжении всего процесса обработки стального прутка. При этом сохранялся процесс фрагментации стружки до полного износа твердосплавной пластины (1,2 ± 0,2 мм). Класс чистоты поверхности, обрабатываемой по предлагаемому способу, был выше чем при обработке известным способу. Применение предлагаемого способа обеспечивает также возможность обработки металла без остановки на удаление стружки.
Пример 2. Испытания проводили на неперетачиваемых пластинах, как в примере 1. В качестве твердосплавных пластин материала использовали пластины из Т5К10. Параметры резания были приняты такими же, как в примере 1. При достижении скорости резания 80 м/мин и более пластины нагревались до температуры более 600°С и в зону резания начинал подаваться гелий. Наблюдалось интенсивное деление стружки на фрагменты от 5 до 15 см.
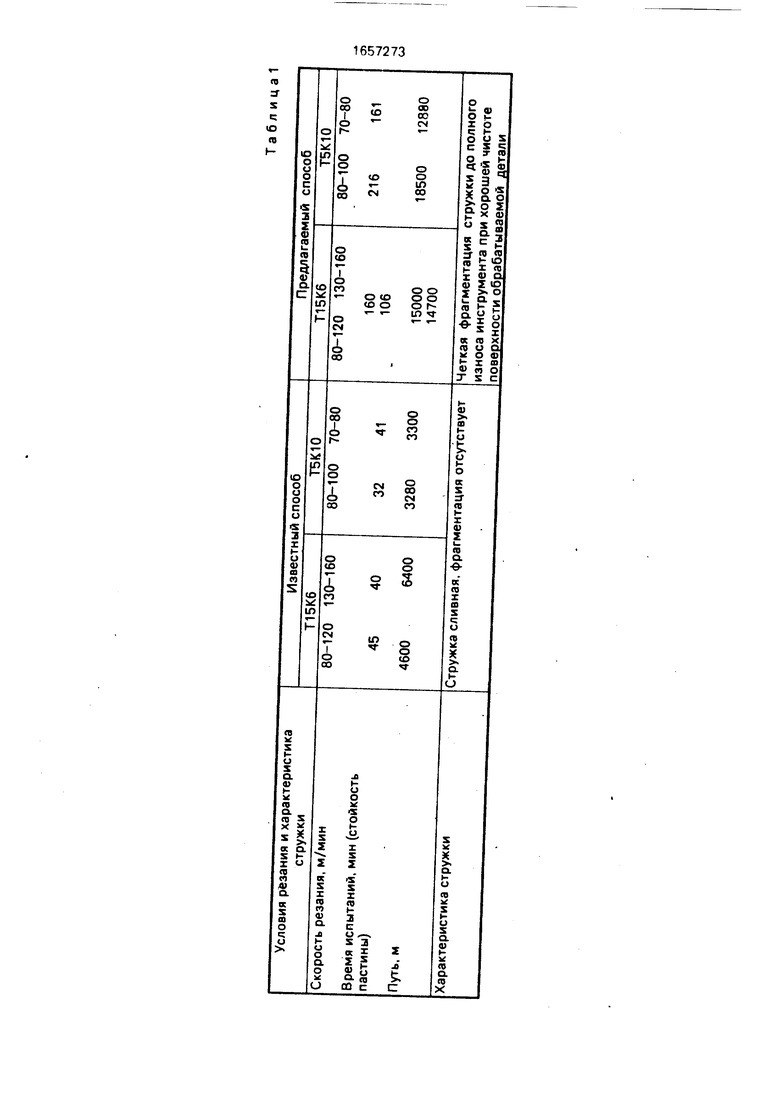
. Результаты испытаний на стружколомание (продолжительность до полного износа инструмента и путь резания) в зависимости от скорости резания и характеристика образующейся стружки сведены в табл. 1. Для сравнения приведены те же данные для известного способа.
В табл. 2 показано, как увеличивается
производительность применительно к одной режущей пластине (в данном случае за производительность процесса резания принято отношение времени резания одной пластиной по предлагаемому способу
ко времени резания одной пластиной по известному способу.
При обработке металлов известным способом образуется сливная стружка и продолжительность времени испытаний
сокращается значительно в результате перегрева режущей кромки, образования путанной стружки.
Использование способа для станков с ЧПУ на автоматических линиях повышает
производительность труда за счет исключения затрат времени на остановку станков и извлечение запутанной стружки, упрощает и облегчает транспортировку стружки к местам ее хранения и переработки. Кроме того, фрагментация стружки в процессе обработки существенно позволяет снизить травматизм и улучшить, тем самым, условия труда. Эффективность обработки повышается также за счет возможности проведения
контроля в процессе обработки, что в случае образования сливной стружки абсолютно невозможно без остановки станка и удаления стружки.
Формула изобретения
1. Способ обработки металлов резанием, при котором инструменту и заготовке сообщают относительное движение и подают в область резания газ, отличающий- с я тем, что, с целью повышения производительности при обработке резцами из твердых сплавов вязких металлов, в качестве газа используют гелий, который подают в зону непосредственного контакта режущей кромки инструмента с обрабатываемым ме5 таллом.
2. Способ по п. 1,отличающийся тем,что гелий подают из твердого сплава, в который его предварительно имплантируют бомбардировкой ионами гелия.
0
Таблица2
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТАЛЛОРЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ВИБРОРЕЗАНИЯ | 2011 |
|
RU2486993C1 |
| СПОСОБ ВИБРАЦИОННОГО РЕЗАНИЯ С ОБРАЗОВАНИЕМ ЭЛЕМЕНТНОЙ СТРУЖКИ И ВИБРАЦИОННЫЙ РЕЗЕЦ | 2012 |
|
RU2541331C2 |
| МЕТЧИК-ПРОТЯЖКА | 1992 |
|
RU2008146C1 |
| Способ механической обработки с подогревом зоны резания плазменной дугой | 1979 |
|
SU872035A1 |
| Накладной стружколом для токарного резца | 2022 |
|
RU2800088C1 |
| Способ определения скорости резания, обеспечивающей максимальную работоспособность резца при точении труднообрабатываемых сталей и сплавов с помощью сборных резцов со сменными режущими твердосплавными пластинами | 2023 |
|
RU2806933C1 |
| Способ обработки материалов резанием | 1987 |
|
SU1641507A1 |
| Устройство для измерения температуры резца естественной термопарой | 2017 |
|
RU2650827C1 |
| Режущая многогранная пластина | 1988 |
|
SU1602614A1 |
| РЕЖУЩАЯ МНОГОГРАННАЯ СМЕННАЯ ПЛАСТИНА | 2006 |
|
RU2327549C1 |
Изобретение относится к обработке металлов резанием, в частности вязких металлов и сплавов на станках токарной группы Цель изобретения - повышение производительности при обработке резцами из твердых сплавов за счет интенсификации стружколомания. Инструменту и заготовке из вязкого металла сообщается относительное перемещение. Режущая кромка твердосплавной пластины в процессе резания разогревается до 600-700°С. При этой температуре производится наибольшая подача гелия в зону контакта, при этом гелий взаимодействует с микродефектами, адсорбируясь на поверхности микротрещины, интенсифицируя процесс стружколомания. 1 з.п.ф-лы, 1 ил.,2табл
I
Г
5
$
г I
Ш
600
тД
80О
| Якубов Ф.Я | |||
| Энергетические соотношения процесса механической обработки материалов | |||
| - Ташкент: ФАН | |||
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
| Счетная таблица | 1919 |
|
SU104A1 |
