Изобретение относится к обработке металлов давлением, в частности к формовке прямошовных сварных труб.
Целью изобретения является повышение качества труб из прочных и высокопрочных сталей.
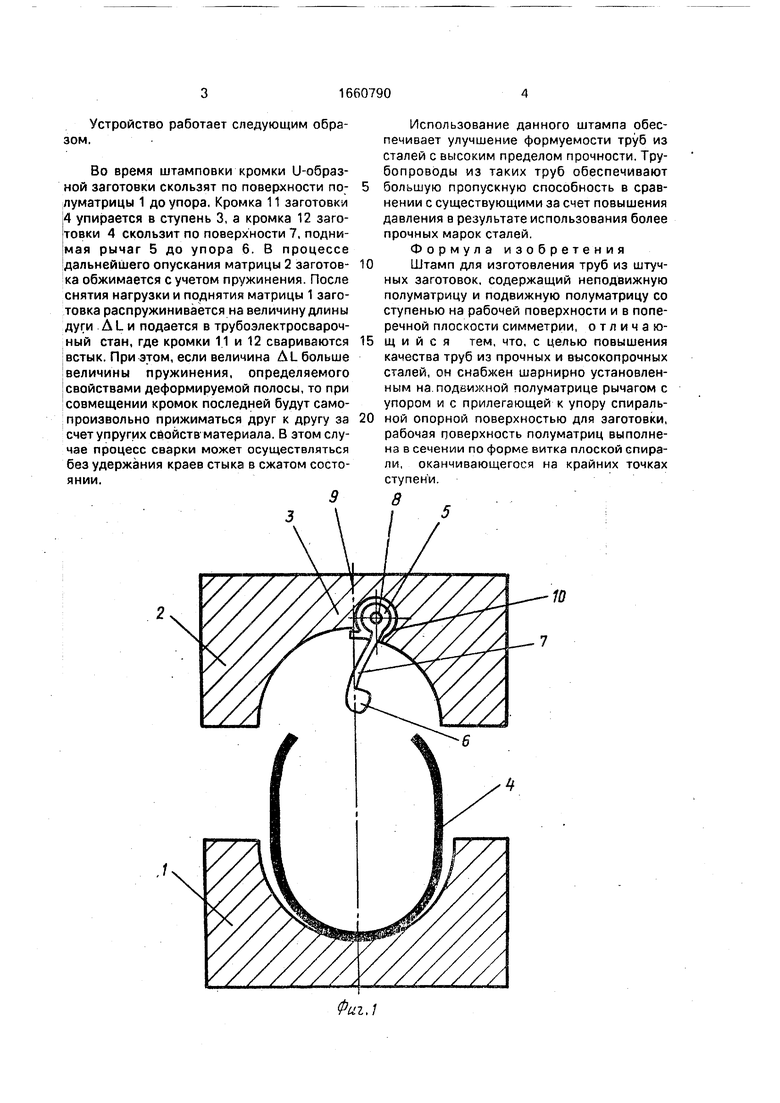
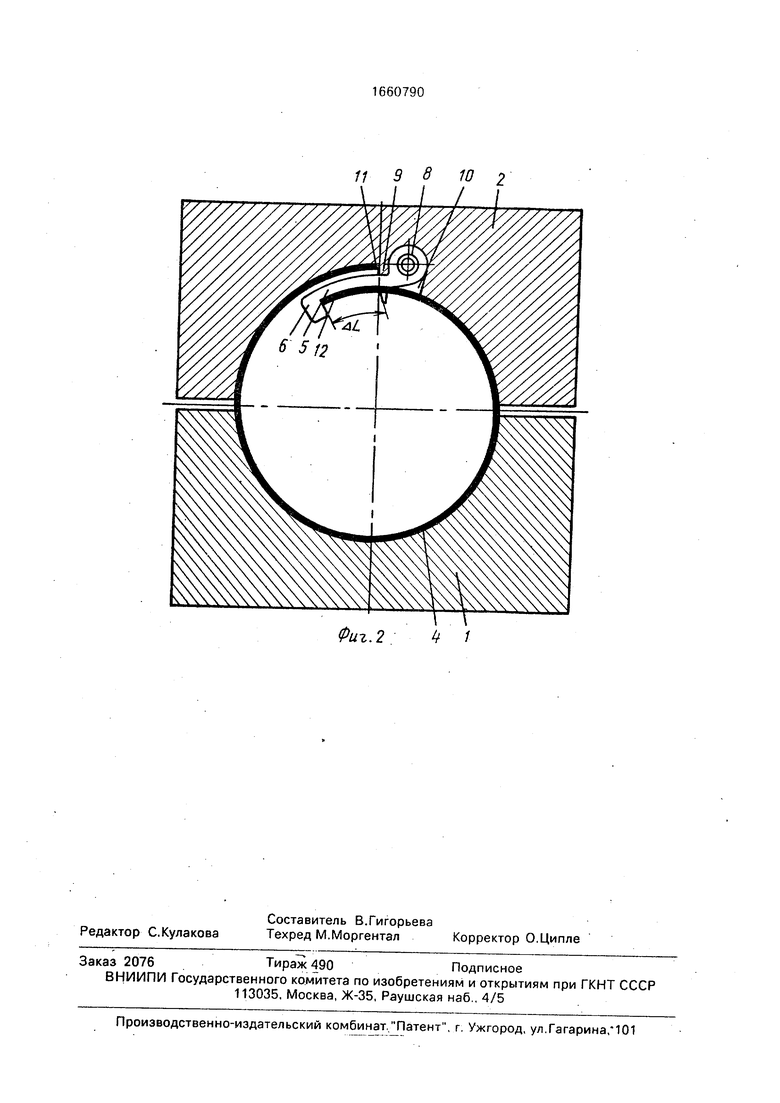
На фиг. 1 изображена схема штампа, в исходном - состоянии с .установленной в нем U-образной заготовкой, разрез; на фиг. 2 - то же, в конечном состоянии процессу формовки с трубой, которой придана форма плоской спирали.
Штамп содержит две полуматрицы 1 и 2, калибровка которых выполнена по форме плоской спирали со ступенью 3, выполненной на подвижной полуматрице 2.
Для обеспечения обжатия заготовки стенками полуматриц 1 и 2 и ограничения закручивания заготовки 4 в спираль служит поворотный рычаг 5 с упором 6 и спиральной опорной поверхностью 7, установленный на верхней полуматрице 2 возле ступени 3. Поворотный рычаг 5 с упором может свободно поворачиваться вокруг оси 8 до упора в выступ 9 во время формовки заготовки 4 и в стенки 10 в свободном состоянии. Рычаг по длине штампа может быть выполнен как сплошным, так и секционным. Упор 6 в рабочем положении устанавливается в зазор между кромками формуемой заготовки 4. Толщина листа, формуемого в трубу, и толщина рычага 5 на участке, служащем продолжением дуги, в сумме должна быть меньше высоты ступени 3. размер которой равен разности между наибольшим и наименьшим радиусами, что обеспечивает свободное скольжение заготовки по дуге до упора в ступень 3 во время штамповки. Для совмещения кромок готовой трубы с учетом пружинения заготовки после деформации, длина дуги калибра в сумме с длиной дуги на рычаге с упором должна быть равна дли- е окружности готовой трубы.
fe
О ON О VI Ю О
Устройство работает следующим образом.
Во время штамповки кромки U-образ- ной заготовки скользят по поверхности полуматрицы 1 до упора, Кромка 11 заготовки 4 упирается в ступень 3, а кромка 12 заготовки 4 скользит по поверхности 7, поднимая рычаг 5 до упора 6. В процессе дальнейшего опускания матрицы 2 заготовка обжимается с учетом пружинения. После снятия нагрузки и поднятия матрицы 1 заготовка распружинивается на величину длины дуги A L и подается в трубоэлектросвароч- ный стан, где кромки 11 и 12 свариваются встык. При этом, если величина Д L больше величины пружинения, определяемого свойствами деформируемой полосы, то при совмещении кромок последней будут самопроизвольно прижиматься друг к другу за счет упругих свойств материала. В этом случае процесс сварки может осуществляться без удержания краев стыка в сжатом состоянии.
3 3
Использование данного штампа обеспечивает улучшение формуемости труб из сталей с высоким пределом прочности. Трубопроводы из таких труб обеспечивают
большую пропускную способность в сравнении с существующими за счет повышения давления в результате использования более прочных марок сталей.
Формула изобретения
0Штамп для изготовления труб из штучных заготовок, содержащий неподвижную полуматрицу и подвижную полуматрицу со ступенью на рабочей поверхности и в поперечной плоскости симметрии, отличаю5 щ и и с я тем, что, с целью повышения качества труб из прочных и высокопрочных сталей, он снабжен шарнирно установленным на подвижной полуматрице рычагом с упором и с прилегающей к упору спираль0 ной опорной поверхностью для заготовки, рабочая поверхность полуматриц выполнена в сечении по форме витка плоской спирали, оканчивающегося на крайних точках ступени.
8 5
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сварных прямошовных труб из титановых сплавов | 2016 |
|
RU2638476C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ НЕРАВНОПРОХОДНЫХ ТРОЙНИКОВ ИЗ ТРУБНОЙ ЗАГОТОВКИ | 2013 |
|
RU2528927C1 |
| Штамп для изготовления тройников из трубных заготовок | 1982 |
|
SU1076163A1 |
| Способ изготовления тройников из трубных заготовок | 1982 |
|
SU1082513A1 |
| СПОСОБ ГИБКИ ЛИСТОВОГО МАТЕРИАЛА | 1998 |
|
RU2132758C1 |
| Способ изготовления сферических шарнирных соединений и штамп для его осуществления | 1976 |
|
SU659250A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 1993 |
|
RU2040988C1 |
| Штамп для штамповки деталей | 1983 |
|
SU1123787A2 |
| Стан для формовки и сварки особотонкостенных труб | 1982 |
|
SU1197755A1 |
| Штамп для изготовления труб | 1976 |
|
SU575155A1 |
Изобретение относится к обработке металлов давлением, в частности к формовке прямошовных сварных труб. Цель изобретения - повышение качества труб из прочных и высокопрочных сталей. Штамп для изготовления труб из предварительно согнутых в V-образную форму заготовок содержит две полуматрицы, внутренняя поверхность их выполнена по форме витка плоской спирали. На одной из полуматриц выполнена ступень, образованная на стыке наибольшего и наименьшего радиусов витка, на которой установлен поворотный упор для ограничения закручивания заготовок в процессе формования. На рычаге выполнена спиральная опорная поверхность, по которой скользит край заготовки до упора. Штамп обеспечивает улучшение формуемости труб из деталей с высоким пределом прочности. 2 ил.
Фиг.2
Ь 1
| Малое А.Н | |||
| Технология холодной штамповки | |||
| М.: Машиностроение, 1969, с | |||
| Приспособление, заменяющее сигнальную веревку | 1921 |
|
SU168A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
