Изобретение относится к металлургии, в частности к процессам окомкования железорудного сырья.
Целью изобретения является повышение точности регулирования расхода готовых окатышей путем изменения Соотношения расходов концентрата и связующей добавки, а также улучшение их качества и увеличение выхода годного, I На чертеже дана структурная схема предлагаемой системы.
Система содержит дозатор 1 конценч- эата, дозатор 2 известняка,дозатор 3 связующей добавки, бункер 4 концентрата, Зункер 5 известняка, бункер 6 связующей добавки, смеситель 7, окомкователь 8, датчик 9 расхода концентрата, датчик 10 расхода известняка, датчик 11 расхода связующей добавки, задатчик 12 соотношения расходов концентрата и известняка, регулятор 13 соотношения расходов концентрата и известняка, задатчик соотношения расходов концентрата и связующей добавки, регулятор 15 соотношения расходов концентрата и связующей добавки, грохот 16, датчик 17 расхода готовых окатышей, датчик 18 расхода возврата, задатчик 19 расхода готовых окатышей, блок 20 сравнения, регулятор 21 расхода готовых ,окатышей, дифференциаторы 22 и 23, двусторонний ограничитель 24, логический блок 25 и переключатель 26.
Входы регулятора 13 соединены с выходами датчиков 10 и 9 соответственно расходов известняка и концентрата и задатчика 12 соотношения этих компонентов. Входы регулятора 15 соотношения расходов концентрата и связующей добавки соединены с выходами датчиков 9 и 11 и задатчика 14. Выходы регуляторов 13 и 15 связаны с входами соответственно дозатора 2 известняка и дозатора 3 связующей добавки. Выходы датчика 17 и задатчика 19 расхода готовых окатышей соединены соответственно с первым и вторым входами блока 20 сравнения, выход которого подключен к входам дифференциатора 22 и регулятора 21. Вход дифференциатора 23 и вход ограничителя 24 соединены с выходом датчика 18 расхода возврата. Выходы дифференциаторов 22 и 23 и выход ограничителя 24 соединены соответственно с первым, вторым и третьим входами логического блока 25. Выходы последнего и регулятора 21 соединены соответственно с первым и вторым входами переключателя 26, первый и второй выходы которого соединены соответственно с входами задатчика 14 дозатора 1 концентрата. Задатчики 12,14 и 19, регулятора 13,15 и 21, блок 20 сравнения, дифференциаторы
22 и 23, логический блок 25, переключатель 26 и ограничитель 24 - регулирующие микропроцессорные контроллеры Ремиконты Р-110, Р-112, Р-120, Р-122.
Автоматическая система регулирования
работает следующим образом.
Расход готовых окатышей измеряется датчиком 17, выходной сигнал которого сравнивают с сигналом задатчика 19 в блоке
0 20сравнения. Сигнал рассогласования с выхода блока 20 сравнения поступает на вход первого дифференциатора 22, осуществляющего дифференцирование входного сигнала и формирование дискретного
5 выходного сигнала, характеризующего знак
производной, а также на вход регулятора 21.
Расход возврата измеряют датчиком 18,
выходной сигнал которого поступает на
вход второго дифференциатора 23, осущест0 вляющего дифференцирование входного сигнала и формирование дискретного выходного сигнала, характеризующего знак производной, а также на вход ограничителя 24 допустимого диапазона изменения рас5 хода возврата. Сигналы с дифференциаторов 22 и 23, а также с выхода ограничителя 24 поступают в блок 25,
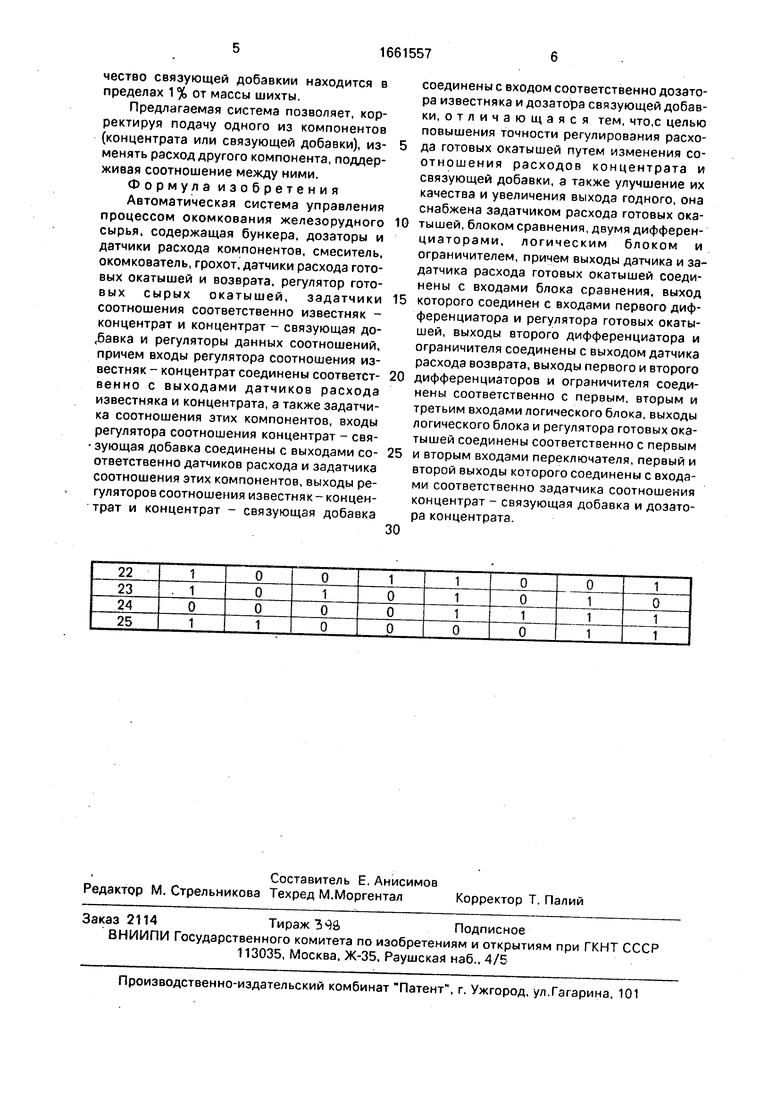
Таблица срабатываний логического блока 25 приведена ниже.
0 Цифры в левом столбце таблицы обоз- начинают выход соответствующего элемента системы. Для дифференциаторов 22 и 23 1 обозначает положительное значение производной, О - отрицательное значение. Для
5 ограничителя 24 О обозначает нахождение сигнала на его входе вне пределов уровней ограничения, 1 - в зонах ограничений.
При отклонении расхода возврата за максимальное (минимальное) значение вы0 рабатывается сигнал, инвертирующий выходной сигнал блока 25. При совпадении знаков производных на выходах дифференциаторов 22 и 23 и наличии сигнала на выходе ограничителя 24 выходной сигнал
5 блока 25 переключает переключатель 26 так, что выход регулятора 21 подается на вход дозатора 1 концентрата. При различии знаков производных и наличии сигнала ограничителя 24 выход регулятора 21 подает0 ся на вход задатчика 14.
Настройки регулятора 21 и регулятора 15 выбираются так, чтобы амплитуда и про-- должительность воздействия их на расход связующей добавки соответствовали запаз5 дываниям и постоянным времени канала воздействия.
Несмотря на то что количество связующей добавки изменяется, оно не вызывает возмущений в контуре регулирования расхода готовых окатышей, так как общее количество связующей добавкии находится в пределах 1 % от массы шихты.
Предлагаемая система позволяет, корректируя подачу одного из компонентов (концентрата или связующей добавки), изменять расход другого компонента, поддерживая соотношение между ними. Формула изобретения Автоматическая система управления процессом окомкования железорудного сырья, содержащая бункера, дозаторы и датчики расхода компонентов, смеситель, окомкователь, грохот, датчики расхода готовых окатышей и возврата, регулятор готовых сырых окатышей, задатчики соотношения соответственно известняк - концентрат и концентрат - связующая добавка и регуляторы данных соотношений, причем входы регулятора соотношения известняк - концентрат соединены соответст- венно с выходами датчиков расхода известняка и концентрата, а также задатчи- ка соотношения этих компонентов, входы регулятора соотношения концентрат - свя- зующая добавка соединены с выходами соответственно датчиков расхода и задатчика соотношения этих компонентов, выходы регуляторов соотношения известняк - концентрат и концентрат - связующая добавка
0
5
0
5
0
соединены с входом соответственно дозатора известняка и дозатора связующей добавки, отличающаяся тем, что.с целью повышения точности регулирования расхода готовых окатышей путем изменения соотношения расходов концентрата и связующей добавки, а также улучшение их качества и увеличения выхода годного, она снабжена задатчиком расхода готовых окатышей, блоком сравнения, двумя дифференциаторами, логическим блоком и ограничителем, причем выходы датчика и задатчика расхода готовых окатышей соединены с входами блока сравнения, выход которого соединен с входами первого дифференциатора и регулятора готовых окатышей, выходы второго дифференциатора и ограничителя соединены с выходом датчика расхода возврата, выходы первого и второго дифференциаторов и ограничителя соединены соответственно с первым, вторым и третьим входами логического блока, выходы логического блока и регулятора готовых окатышей соединены соответственно с первым и вторым входами переключателя, первый и второй выходы которого соединены с входами соответственно задатчика соотношения концентрат - связующая добавка и дозатора концентрата.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления окомкованием железорудного сырья | 1989 |
|
SU1654626A1 |
| Автоматическая система управления процессом окомкования железорудного сырья | 1989 |
|
SU1624035A1 |
| Устройство автоматического регулирования процесса производства сырых окатышей в барабанных окомкователях с рециклом | 1988 |
|
SU1599441A1 |
| Система автоматического управления процессом окомкования | 1982 |
|
SU1097690A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКОМКОВАННОГО МЕТАЛЛУРГИЧЕСКОГО СЫРЬЯ | 2011 |
|
RU2458158C2 |
| Способ автоматического управления процессом окомкования и устройство для его осуществления | 1983 |
|
SU1250590A1 |
| СПОСОБ ПРОИЗВОДСТВА СЫРЫХ ОКАТЫШЕЙ | 1999 |
|
RU2157416C1 |
| ШИХТА ДЛЯ ПРОИЗВОДСТВА ОКАТЫШЕЙ | 1992 |
|
RU2031155C1 |
| ШИХТА ДЛЯ ПРОИЗВОДСТВА ОКАТЫШЕЙ | 1991 |
|
RU2023033C1 |
| Способ автоматического управления процессом окомкования и устройство для его осуществления | 1984 |
|
SU1252368A1 |
Изобретение относится к металлургии, в частности к процессам окомкования железорудного сырья. Цель изобретения - повышение точности регулирования расхода готовых окатышей, а также улучшение их качества и увеличение выхода годного. Для этого формируется управляющее воздействие на дозатор 1. При логической "1" блока 25 изменяется расход концентрата, а следовательно, изменяются и расходы известняка и связующей добавки соответственно дозаторами 2 и 3 по управляющим воздействиям на известняк по сигналу регулятора 13 и связующую добавку по сигналу регулятора 15 без изменения задания задатчика 14. 1 ил.
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОИЗВОДСТВА ОКАТЫШЕЙ | 0 |
|
SU313845A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Ксендзовский В.Р | |||
| Автоматизация процессов производства окатышей | |||
| М.: Металлургия, с | |||
| Деревянное стыковое устройство | 1920 |
|
SU163A1 |
| HsfectnHgK Концентрат Ct | |||
