заготовок. С каждой стороны направляющих 1 автоматической пинии для каждого отдельного типа заготовки предусмотрена одна из рам 6-8, причем управление линии обеспечивает для находящейся в рабочем узле 3 заготовки 2 подачу соответствующей рамы 6,7 или 8 „
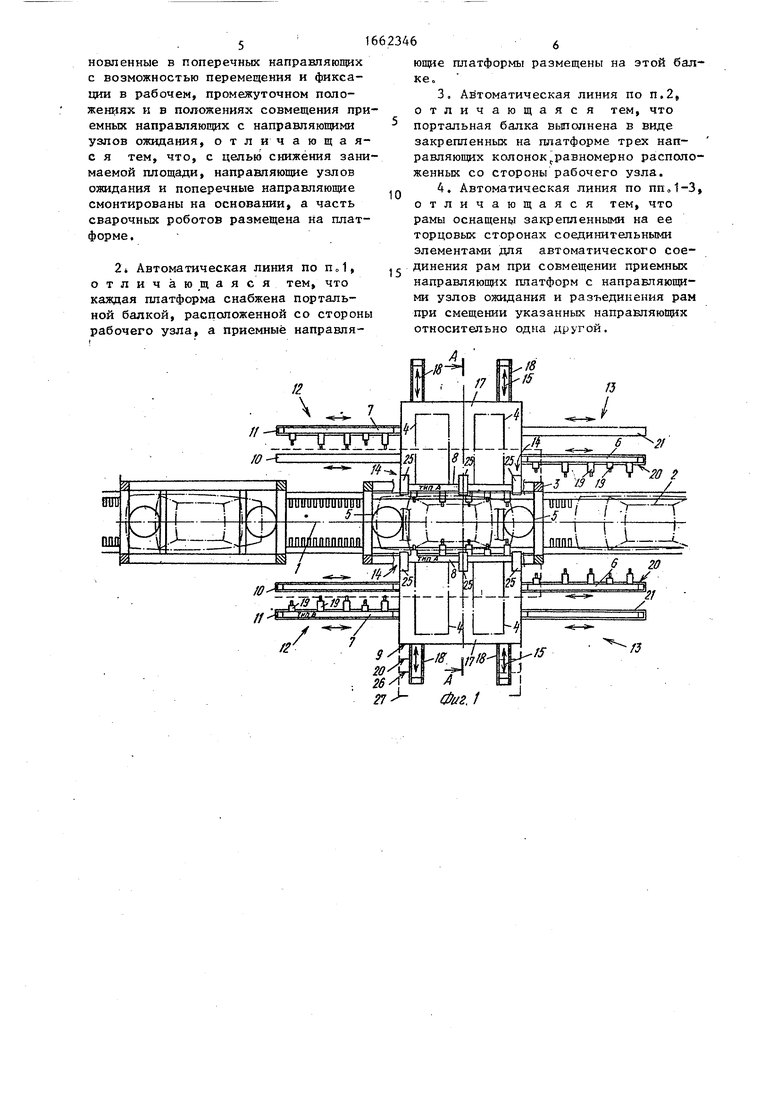
С каждой стороны автоматической линии для обработки трех различных типов А-Б заготовки изображены три рамы 6-8„ В рабочем положении 9 находятся рамы 8 для обработки соответствующей заготовки 2, Обе другие рамы 6 и 7 находятся в параллельных направляющих 10 и 11, расположенных вдоль оси автоматической линии. Эти направляющие 10 и 11 образуют узлы ожидания 12 и 13 с направляющими для рам 6 и 8.
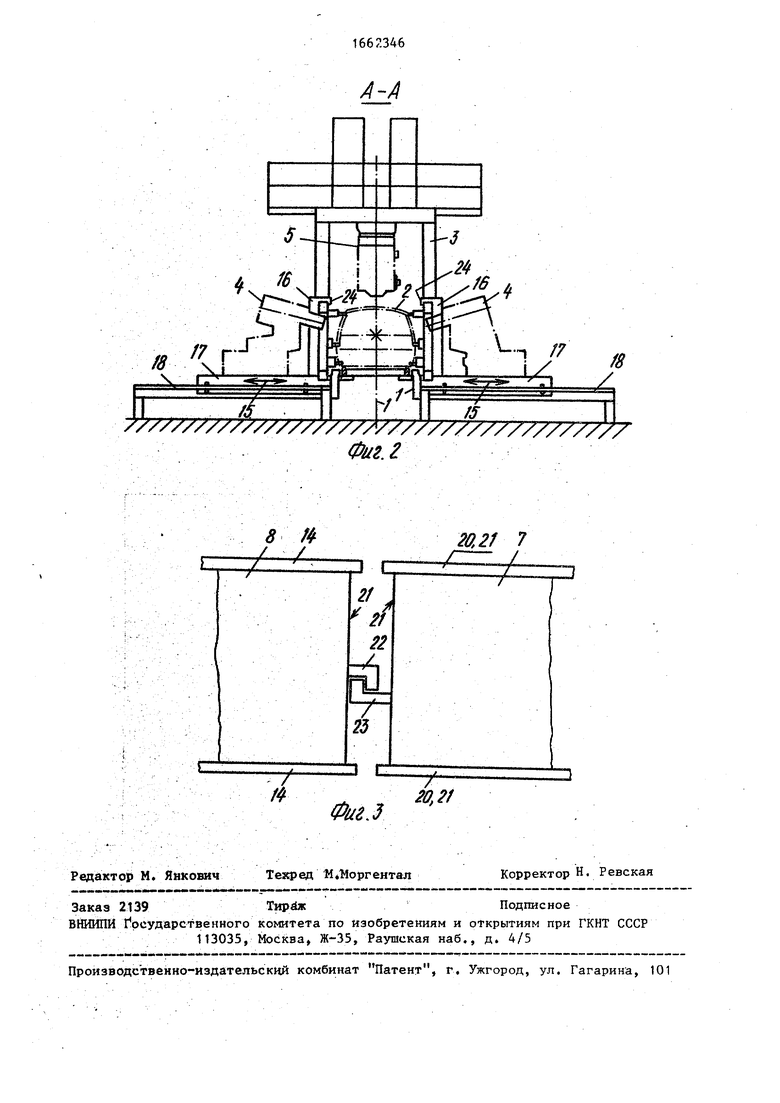
Направляющие 10 и 11 прерваны в зоне рабочего узла 3. В этой зоне с каждой стороны автоматической линии предусмотрен подвижный направляющий участок 14, установленный с возможностью перемещения в направлении стрелы 15 поперек автоматической линии 1. Подвижный направляющий участок 14 выполнен в виде портальной балки 16, размещенной на подвижной платформе 17, установленной в поперечных направляющих 18 с возможность перемещения в направлении стрелы 15, т.е. в направлении перемещения, Этот подвижный направляющий участок 14 может подводить размещенную на нем раму 8 к заготовке 2. Находящиеся на раме 6,7 и 8 зажимные элементы 19 могут принимать, центрировать я зажимать соответствующую заготовку 2« В положении зажима заготовки 2 начин ют работать сварочные работы 4 и 5, т.е. они сваривают части заготовки 2, например при прохождении стрелы., промышленного робота 4 через полости отдельной рамы 8.
Когда работа на заготовке закончена, то платформу 17 перемещают обратно в промежуточное положение 20, благодаря чему заготовка 2 может перемещаться по автоматической линии 1 в следующий рабочий узел.
Для осуществления перемещения рам с направляющих 10 и 11 на платфо му 17 с наименьшим расходом энергии {на смежных торцовых сторонах 21 рам 6,7 и 8 смонтированы соединительные элементы .22 и 23. Эти соединительные
элементы 22 и 23 выполнены так, ;что они могут надежно сцепляться и расцепляться при перемещении платформы
17 с размещенной на ней рамой 8. Рекомендуется устанавливать привод для перемещения рам 6,7 и 8 в зоне платформы 17, причем этот привод обеспечивает изменение направления
перемещения рам и одновременно перемещает две рамы 6,7 и 8.
Портальная балка 16- снабжена приемными направляющими 24. На каждой платформе портальная балка 16 состоит
5 из трех направляющих колонок 25, имеющих направляющие 24. Эти колонки 25 установлены со стороны рабоче - го узла автоматической линии на краю платформы 17. В случае, если для об0 работки другой заготовки 2 следует использовать другую раму 6 или 7, то платформу 17 с подвижным направляющим участком 14 перемещают в положение совмещения относительно одной из
5 обеих направляющих 10 или 11 с направляющими 24 платформы. Требуемая рама 6 или 7 вдоль соответствующей направляющей 10 или 11 выдвигается и ранее использованная рама 8 одновременно перемещается в свободное положение направляющей.10 или 11.
На фиг.1 изображены различные положения 9,20,26 и 27 платформы 17. Платформа 17 может перемещать принятую раму 8 в рабочее положение 9 или в промежуточное положение 20, или в положения совмещения направляющих 10 и 11 с направляющими 24 в положениях 26 и 27, благодаря чему возможно перемещать одну или другую раму 6, 7 или 8 из узла ожидания 12 и 13 в рабочее полржение 9 без того, чтобы эти перемещения требовали много места.
Формула изобретения
1. Автоматическая линия для сварки кузовов автомобилей различного типа, содержащая основание с рабочим узлом, сварочные работы, узлы ожидания, выполненные в виде расположенных параллельно оси линии по обе стороны от рабочего узла направляющих, рамы с зажимными элементами для каждого типа кузовов автомобилей, ус- 5 тановленные с возможностью размещения в направляющих узлов ожидания, поперечные направляющие, платформы с приемными направляющими для рам,уста0
5
0
0
8
//-G
7
1 Ґ1ГЮО1
а
Г
/
л
Изобретение относится к области сварки, в частности к устройствам для сварки кузовов автомобилей различного типа. Цель - уменьшение занимаемой площади. Автоматическая линия содержит продольные направляющие для перемещения заготовок, рабочий узел, стационарные и подвесные сварочные роботы, два узла ожидания и платформы. Узлы ожидания снабжены параллельными направляющими для рам, платформы также снабжены приемными направляющими для рам. Для сварки одного типа кузовов автомобилей заготовка подается на рабочий узел, платформы с соответствующими этому типу кузовов рамами перемещают их по направляющим к рабочему узлу. Зажимными элементами рамы детали заготовки центрируются и фиксируются, а затем свариваются роботами. При сварке другого типа кузовов платформы с рамами перемещают по направляющим до совмещения направляющих узлов ожидания с направляющими платформ. В этом положении ненужную раму перемещают на направляющие узла ожидания, а необходимую - на направляющие платформы. При таком перемещении рам для уменьшения расхода энергии все рамы снабжены соединительными элементами, обеспечивающими надежное соединение и разъединение рам при их взаимном поперечном направлении. Указанная компоновка линии позволяет занимать малую площадь. 3 з.п. ф-лы, 3 ил.
ю
я
251
:чтогп
-/з
Заказ 2139ТиражПодписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва Ж-35, Раушская наб., д. 4/5
| Автоматическая поточная линия для изготовления металлических листовых кузовов | 1985 |
|
SU1491323A3 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
