Изобретение относится к области станкостроения и может найти применение в автоматических линиях, в частности, в устройствах гравитационного транспорта для позиционирования цилиндрических деталей.
Целью изобретения является расширение технологических возможностей устройства позиционирования путем обеспечения подачи двух деталей с заданным межцентровым расстоянием.
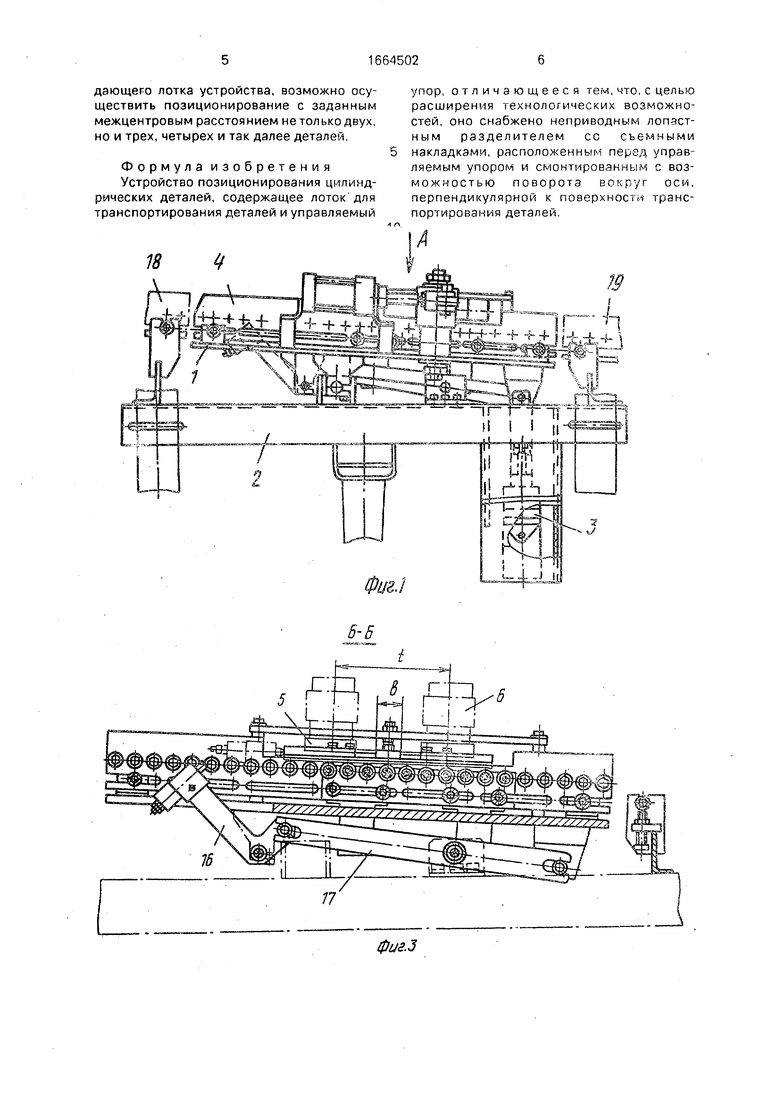
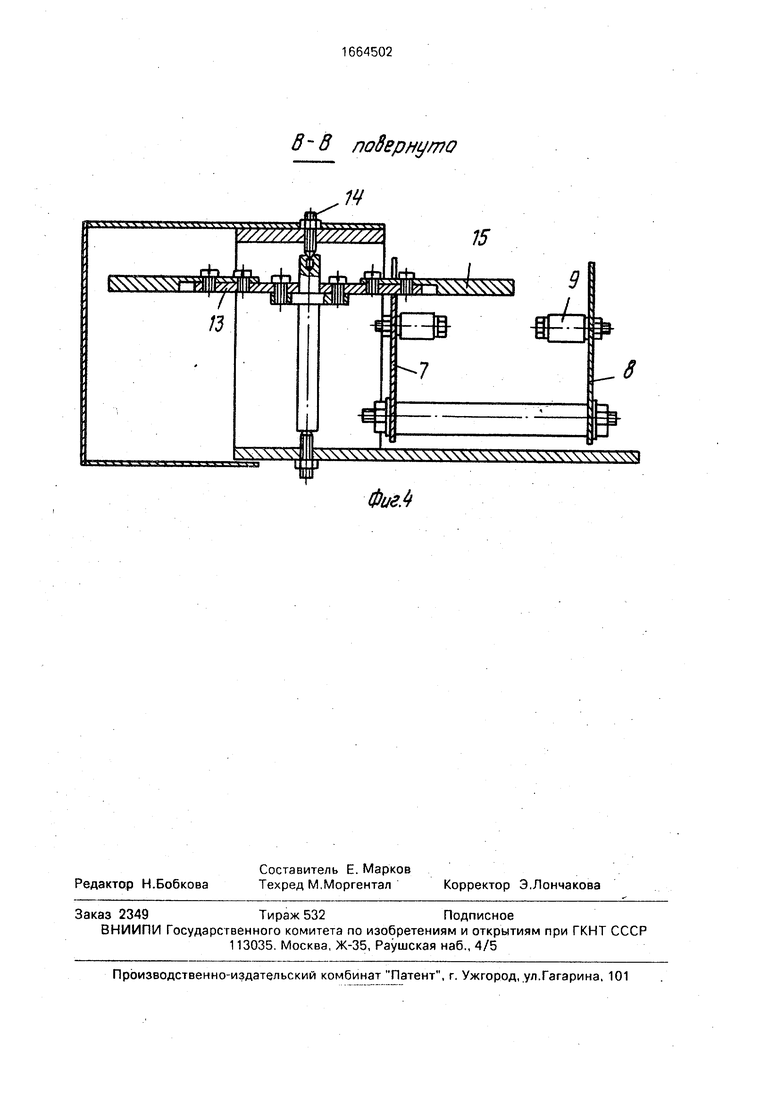
На фиг. 1 показано устройство позиционирования цилиндрических деталей, вид спереди; на фиг. 2 - вид А на фиг. 1; на фиг, 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 2.
Устройство содержит плиту 1 со смонтированными на ней механизмами. Плита установлена с возможностью п оворота в вертикальной плоскости относительно основания 2 с помощью пневмоцилиндра 3.
На плите 1 закреплен лоток 4, предназначенный для гравитационного перемещения по нему спутников 5 с деталями 6. Лоток состоит из пластин 7 и 8 с закрепленными к ним роликами 9.
На плите 1 установлен управляемый упор для спутников 5, выполненный в виде двуплечего рычага 10, который смонтирован с возможностью поворота вокруг оси 11 с помощью пневмоцилиндра 12.
На плите 1 перед управляемым упором 10 смонтирован лопастной разделитель 13 спутников 5, установленный в опорах 14 с возможностью свободного проворота вокруг оси, перпендикулярной плоскости транспортирования деталей. Каждая из лопастей разделителя 13 снабжена съемной накладкой 15. Ширина накладок может быть изменена в зависимости от необходимого межцентрового расстояния между двумя деталями.
Ширина b накладок 15 определяется из зависимости
,
где t - требуемое межцентровое расстояние между двумя деталями;
d - диаметр спутника.
Между плитой 1 и основанием 2 смонтирована рычажная система 16, 17, предназначенная для досылания и прижима комплекта из двух спутников 5, разделенных лопастным разделителем 13 к плечу Г рычага 10 при повороте плиты 1 со спутниками 5 и деталями 6 в горизонтальное положение.
К основанию 2 закреплены подводящий лоток 18 и отводящий лоток 19 транспортной системы.
Контроль наклонного либо горизонтального положения плиты 1 и контроль наличия спутников 5 в соответствующих позициях устройства и выдача команд осуществляется бесконтактными датчиками (не показаны).
Устройство позиционирования цилиндрических деталей работает следующим образом.
0В исходном положении плита 1 с установленными на ней механизмами расположена под определенным углом к горизонту, который обеспечивает гравитационное перемещение спутников 5 с деталями 6. Плечо
5 Г рычага 10 выдвинуто в лоток 4 (упор закрыт).
Под действием собственного веса спутник 5 с деталью 6 по подводящему лотку 18 и лотку 4 перемещается до контакта с на0 кладкой 15 лопастного разделителя 13, проворачивает лопастной разделитель 13 и перемещается далее до контакта с плечом Г рычага 10.
При этом срабатывает датчик наличия
5 спутника 5 на плече Г рычага 10 и в устройство подается второй спутник 5 с деталью 6, который доворачивает следующую лопасть с накладкой 15 лопастного разделителя 13 до контакта со спутником 5, стоящим на
0 плече Г рычага 10, После срабатывания соответствующего датчика наличия в устройстве второго спутника 5 плита 1 поворачивается в горизонтальное положение пневмоцилиндром 3, при этом с по5 мощью рычажной системы 16, 17 комплект из двух спутников с установленными на них деталями 6, разделенный накладкой 15 лопастного разделителя 13, прижимается к плечу Г рычага 10.
0 Манипулятор (не показан) производит смену деталей 6 на спутниках 5 - забирает заготовки и устанавливает на спутники 5 обработанные детали 6. Плита 1 возвращается в наклонное положение.
5 Двуплечий рычаг 10 поворачивается на оси 11с помощью пневмоцилиндра 12 - плечо Г рычага 10 выводится из лотка 4 (упор открыт). Спутники 5 с деталями 6 уходят по отводящему лотку 19, при этом второй спут0 ник проворачивает разделитель 13.
Контроль выхода спутников из лотка 4 осуществляется бесконтактным датчиком. По команде от этого датчика плечо Г двуплечего рычага 10с помощью пневмоцилиндра
5 12 выдвигается в лоток 4 (упор закрыт), и цикл повторяется,
При использовании предлагаемого устройства при последовательной установке нескольких лопастных разделителей, смонтированных, например, с разных сторон подающего лотка устройства, возможно осуществить позиционирование с заданным межцентровым расстоя нием не тол ько двух, но и трех, четырех и так далее деталей
Формула изобретения Устройство позиционирования цилиндрических деталей, содержащее лоток для транспортирования деталей и управляемый
18
4
1Ш-яТТЖ111 r. .r..r-,Х..,
р-J - /HfctJttb«--k-f
ч1шь Ы w«ter.
упор отличающееся тем, что. с целью расширения технологических возможностей оно снабжено неприводным лопастным разделителем со съемными накладками, расположенным перед управ ляемым упором и смонтированным с возможностью поворота вокруг оси. перпендикулярной к поверхности транспортирования деталей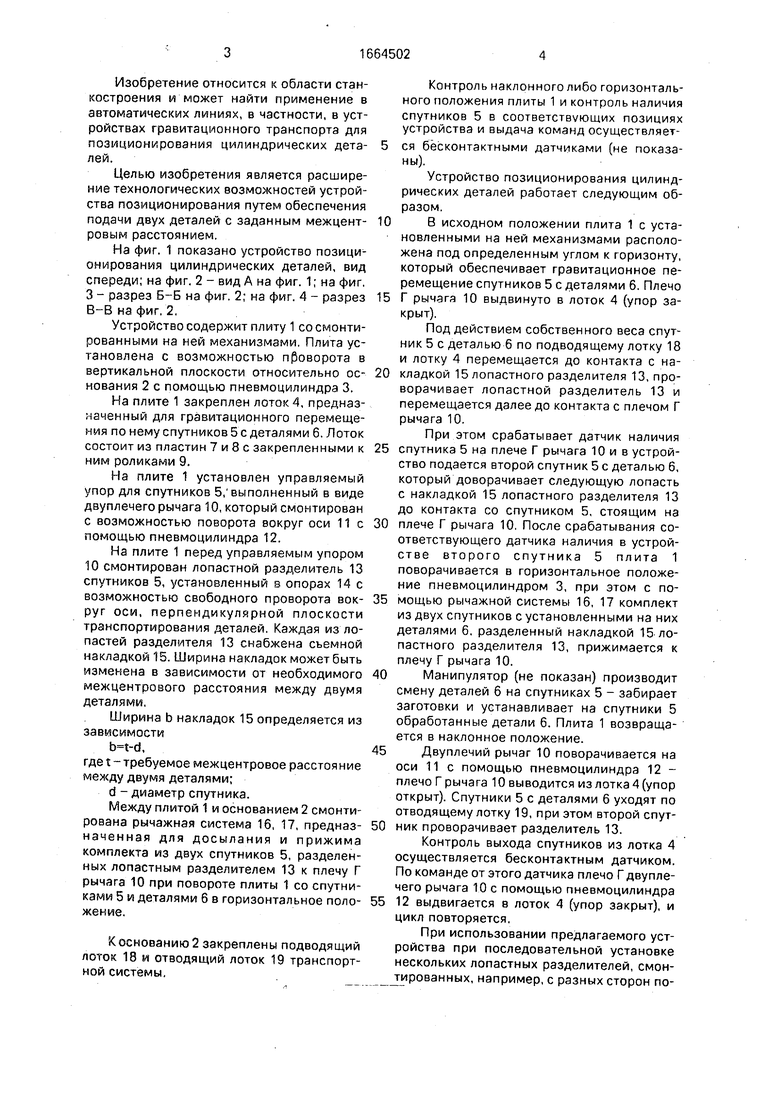
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия горячей штамповки | 1983 |
|
SU1119826A1 |
| Устройство для сборки запрессовкой цилиндрических изделий типа роликов | 1986 |
|
SU1349951A1 |
| Гравитационный накопитель | 1981 |
|
SU1016249A1 |
| Устройство для транспортировки и передачи деталей | 1981 |
|
SU1025617A1 |
| Устройство для сборки и сварки кронштейнов ленточных конвейеров | 1977 |
|
SU716758A1 |
| Устройство для разделения потока деталей | 1985 |
|
SU1284781A1 |
| Устройство для пакетирования | 1987 |
|
SU1414656A1 |
| УСТАНОВКА ДЛЯ ЛОМКИ ПРУТКОВЫХ И ТРУБЧАТЫХ МАТЕРИАЛОВ | 1990 |
|
RU2025231C1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Устройство для установки заготовок в пресс | 1988 |
|
SU1523233A1 |
Изобретение относится к станкостроению и может найти применение в автоматических линиях, в частности в устройствах гравитационного транспорта для позиционирования цилиндрических деталей. Целью изобретения является расширение технологических возможностей устройства путем обеспечения подачи одновременно двух деталей с заданным межцентровым расстоянием. Неприводной лопастной разделитель 13 выполнен со съемными накладками и расположен перед управляемым упором и смонтирован с возможностью поворота вокруг оси, перпендикулярной к поверхности транспортирования деталей. Под действием собственного веса спутник 5 с деталью по лотку перемещается до контакта с накладкой 15 разделителя 13 и, проворачивая его, перемещается до контакта с плечом Г рычага 10. Второй спутник при движении доворачивает следующую лопасть с накладкой 15 до контакта ее со спутником 5, стоящим на плече Г рычага 10. Манипулятор снимает детали со спутников, разделенных накладкой 15 разделителя 13. 4 ил.
:р,
I Ki-fe l I| s
ti
фиг.З
6 8 лоЗернушо
8
Фие4
| Средства механизации и автоматизации холодной штамповки.-М., Министерство тракторного и сельскохозяйственного машиностроения | |||
| ПОРТСИГАР С ПРИСПОСОБЛЕНИЕМ ДЛЯ СКРУЧИВАНИЯ ПАПИРОС | 1922 |
|
SU621A1 |
| Устройство станционной централизации и блокировочной сигнализации | 1915 |
|
SU1971A1 |
| Переносная печь-плита | 1920 |
|
SU184A1 |
| Ребристый каток | 1922 |
|
SU121A1 |
