Изобретение относится к литейному производству и может найти применение в различных отраслях техники, особенно для изготовления средних и крупных отливок.
Цель изобретения - повышение качества отливок и экономии формовочной смеси.
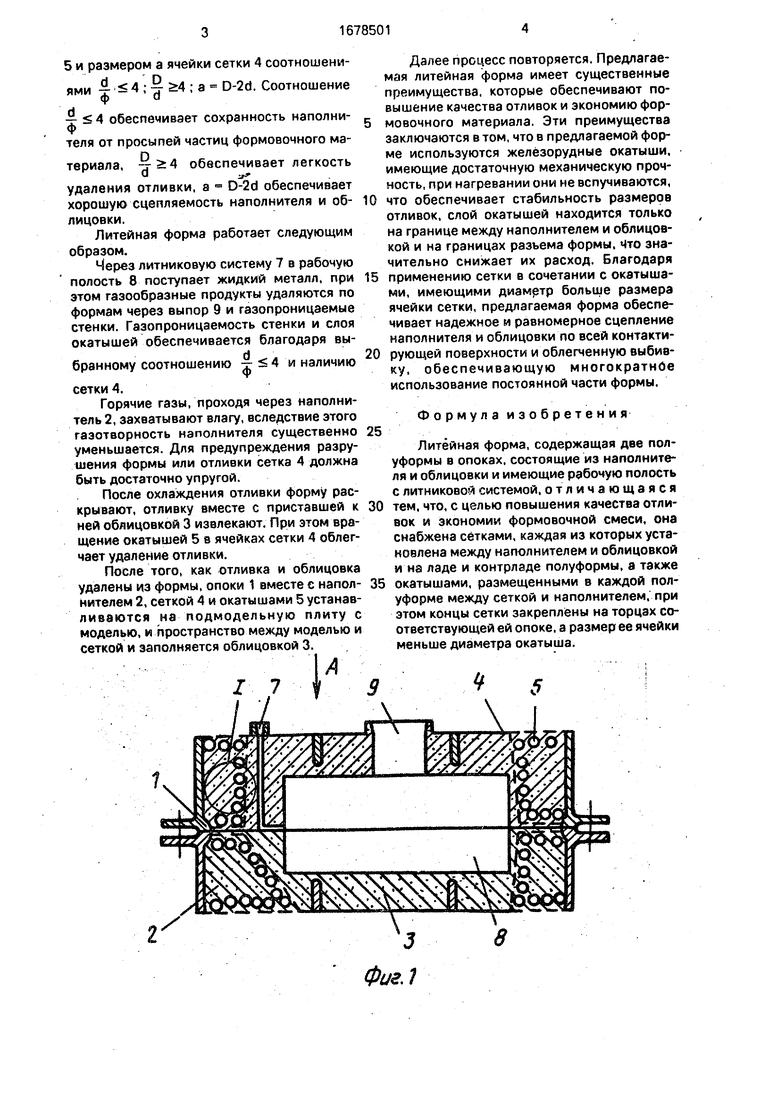
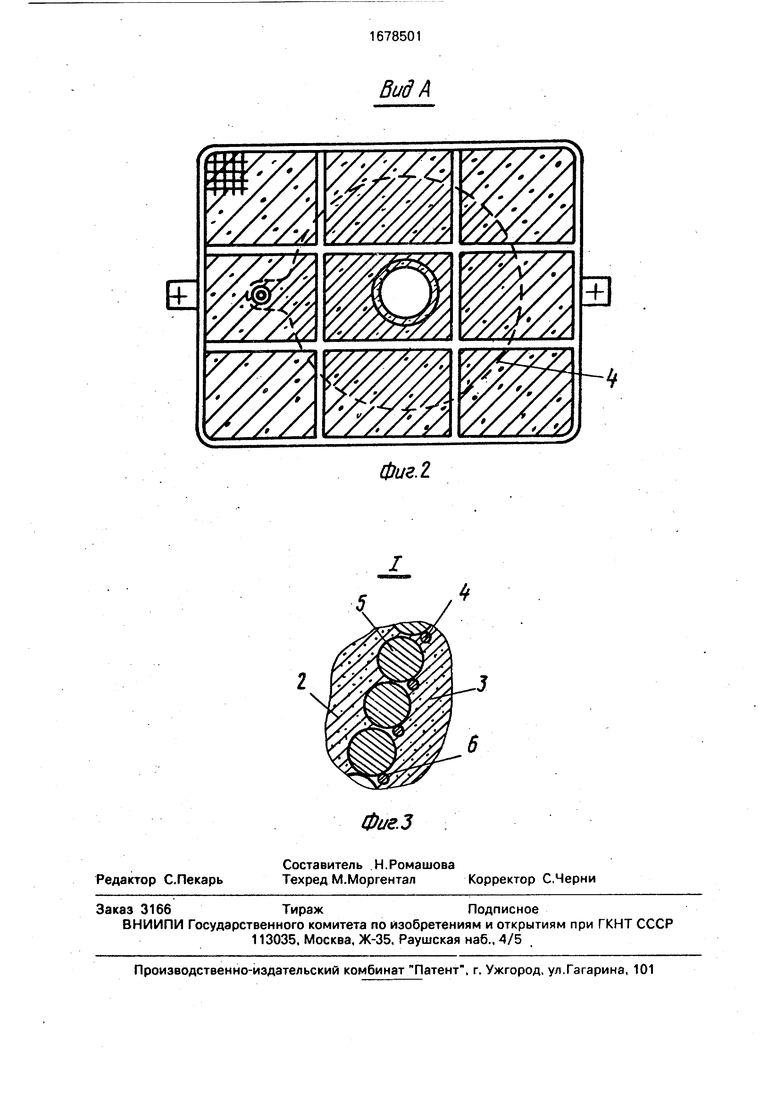
На фиг.1 изображена литейная форме разрез; на фиг.2 - вид А на фиг.1; на фиг.З - узел I на фиг.1.
Литейная форма содержит металлические опоки 1, в которые заформоваи наполнитель 2 и облицовка 3, состоящие из химически связанного формовочного материала, например из жидкостехольной песчаной смеси. Процесс формовки может быть выполнен как вручную, так и машинным способом.
По всей поверхности наполнителя 2, за исключением той, которая соприкасается с опоками 1, установлена стальная сетка 4.
Сетка 4 крепится к опоке 1, например, сваркой. Между сеткой и наполнителем 3 помещен слой окатышей 5.
Окатыши 5 представляют собой железорудный прочный материал сферической формы.
Окатыши 5 предпочтительно использовать намагниченными, что создает их сцепление со стальной сеткой, а это удобно для формообразования.
Наполнитель 2 и облицовка 3 скреплены между собой выступами 6, которые образуются при эаформовывании облицовки 3. Наличие выступов 6 позволяет производить необходимые операции с формой: удаление моделей, кантовку, отделку, сборку, заливку.
Размеры Ф частиц формовочного материала формы взаимосвязаны с диаметром d проволоки сетки 4, диаметром D окатышей
о
v| 00 СЛ О
5 и размером а ячейки сетки 4 соотношениЯми| 4;Јг
а D-2d, Соотношение
-J- S 4 обеспечивает сохранность наполни- Ф
теля от просыпей частиц формовочного материала, -г S: 4 обеспечивает легкость а.,
удаления отливки, а D-2d обеспечивает хорошую сцепляемость наполнителя и облицовки.
Литейная форма работает следующим образом.
Через литниковую систему 7 в рабочую полость 8 поступает жидкий металл, при этом газообразные продукты удаляются по формам через выпор 9 и газопроницаемые стенки. Газопроницаемость стенки и слоя окатышей обеспечивается благодаря вы
бранному соотношению 4 и наличию
сетки 4.
Горячие газы, проходя через наполнитель 2, захватывают влагу, вследствие этого газотворность наполнителя существенно уменьшается. Для предупреждения разрушения формы или отливки сетка 4 должна быть достаточно упругой.
После охлаждения отливки форму раскрывают, отливку вместе с приставшей к ней облицовкой 3 извлекают. При этом вращение окатышей 5 в ячейках сетки 4 облегчает удаление отливки.
После того, как отливка и облицовка удалены из формы, опоки 1 вместе с напол- кителем 2, сеткой 4 и окатышами 5 устанав- ливаются на подмодельную плиту с моделью, и пространство между моделью и сеткой и заполняется облицовкой 3.
0
5
0
5
0
5
Далее процесс повторяется. Предлагаемая литейная форма имеет существенные преимущества, которые обеспечивают повышение качества отливок и экономию формовочного материала. Эти преимущества заключаются в том, что в предлагаемой форме используются железорудные окатыши, имеющие достаточную механическую прочность, при нагревании они не вспучиваются, что обеспечивает стабильность размеров отливок, слой окатышей находится только на границе между наполнителем и облицовкой и на границах разъема формы. Что значительно снижает их расход. Благодаря применению сетки в сочетании с окатышами, имеющими диаметр больше размера ячейки сетки, предлагаемая форма обеспечивает надежное и равномерное сцепление наполнителя и облицовки по всей контактирующей поверхности и облегченную выбивку, обеспечивающую многократное использование постоянной части формы.
Формула изобретения
Литейная форма, содержащая две полуформы в опоках, состоящие из наполнителя и облицовки и имеющие рабочую полость с литниковой системой, отличающаяся тем. что, с целью повышения качества отливок и экономии формовочной смеси, она снабжена сетками, каждая из которых установлена между наполнителем и облицовкой и на ладе и контрладе полуформы, а также окатышами, размещенными в каждой полуформе между сеткой и наполнителем, при этом концы сетки закреплены на торцах соответствующей ей опоке, а размер ее ячейки меньше диаметра окатыша.
5
Вий А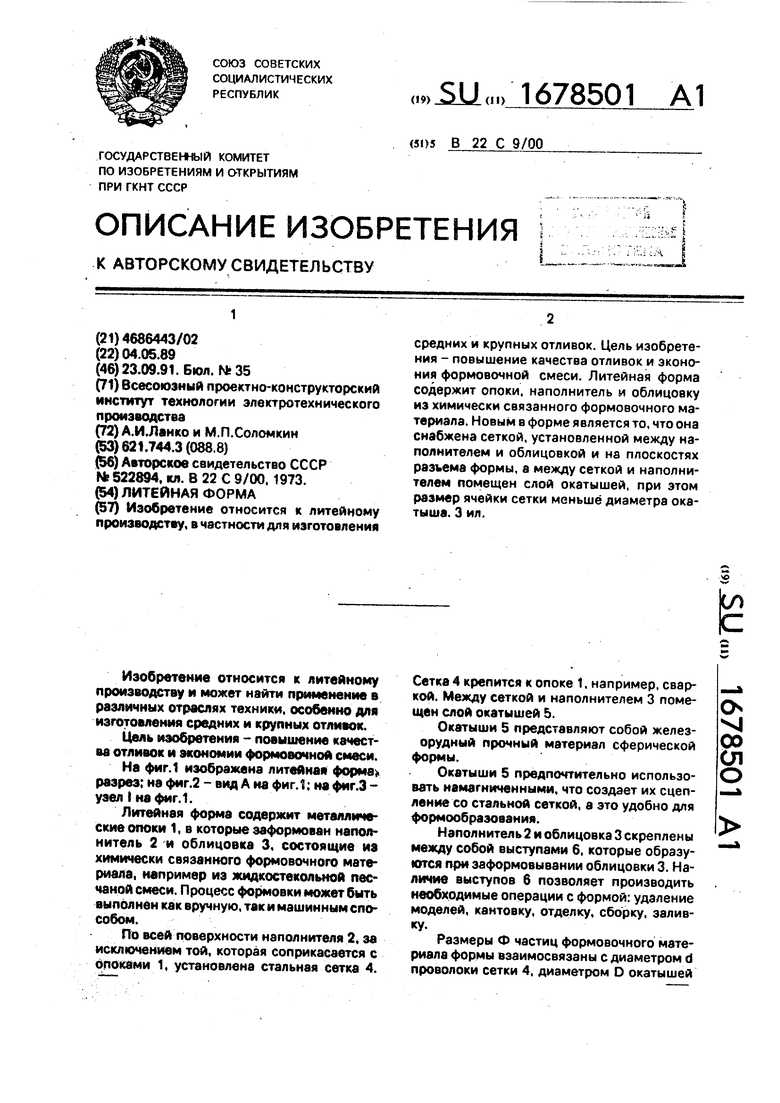
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литейных форм | 1979 |
|
SU780946A1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ОТЛИВОК С АРМИРУЮЩИМИ ЭЛЕМЕНТАМИ И ОСНАСТКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2151667C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗЪЕМНЫХ ПОСТОЯННЫХ МЕТАЛЛИЧЕСКИХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2051006C1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| Способ вакуумно-пленочной формовки и литейная форма | 2017 |
|
RU2649192C1 |
| Литейная форма | 1980 |
|
SU904873A1 |
| ДВУХПОЛЮСНАЯ ЛИТЕЙНАЯ МАГНИТНАЯ ФОРМА ДЛЯ СФЕРИЧЕСКИХ ОТЛИВОК | 1999 |
|
RU2165821C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХПОЛЮСНЫХ МАГНИТНЫХ ФОРМ С ПОЛЮСНЫМИ НАКОНЕЧНИКАМИ | 1999 |
|
RU2165819C2 |
| Способ вакуумной формовки | 1990 |
|
SU1747232A1 |
| Способ заливки литейных форм с применением метода локального поверхностного вакуумирования формы и устройство для его осуществления | 2023 |
|
RU2813437C1 |
Изобретение относится к литейному производству, в частности для изготовления средних и крупных отливок. Цель изобретения - повышение качества отливок и экономия формовочной смеси. Литейная форма содержит опоки, наполнитель и облицовку из химически связанного формовочного материала. Новым в форме является то, что она снабжена сеткой, установленной между наполнителем и облицовкой и на плоскостях разъема формы, а между сеткой и наполнителем помещен слой окатышей, при этом размер ячейки сетки меньше диаметра окатыша. 3 ил.
фиг. 2
| Способ изготовления облицованных литейных форм | 1973 |
|
SU522894A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
