Изобретение относится к станкостроению и может быть использовано при создании оборудования для обработки кольцевых изделий типа резиновых манжет.
Целью изобретения является повышение производительности обработки путем совмещения движений включения шпинделя изделия и закрепления обрабатываемого изделия.
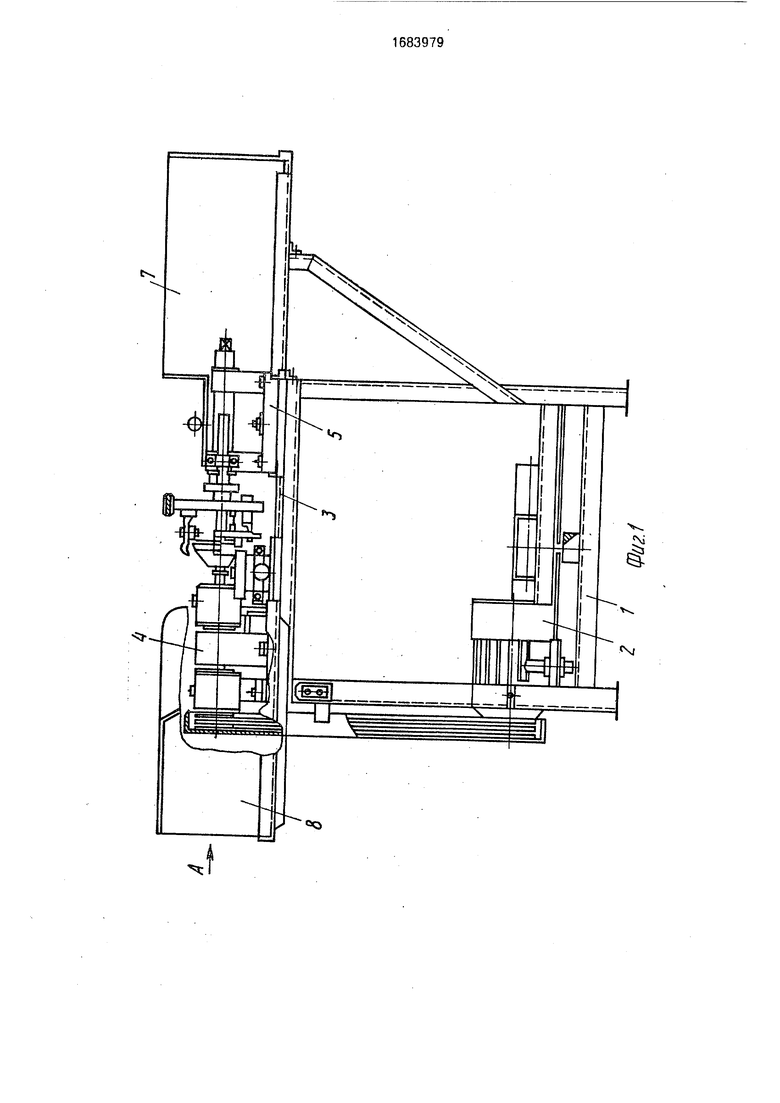
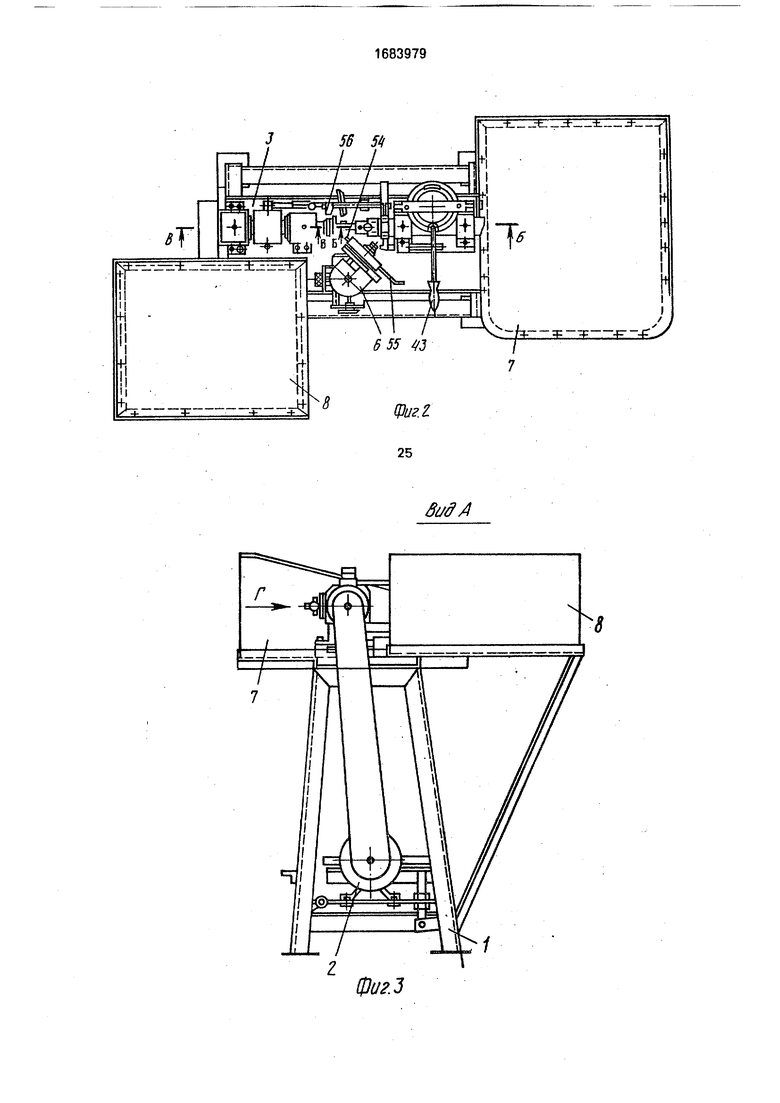
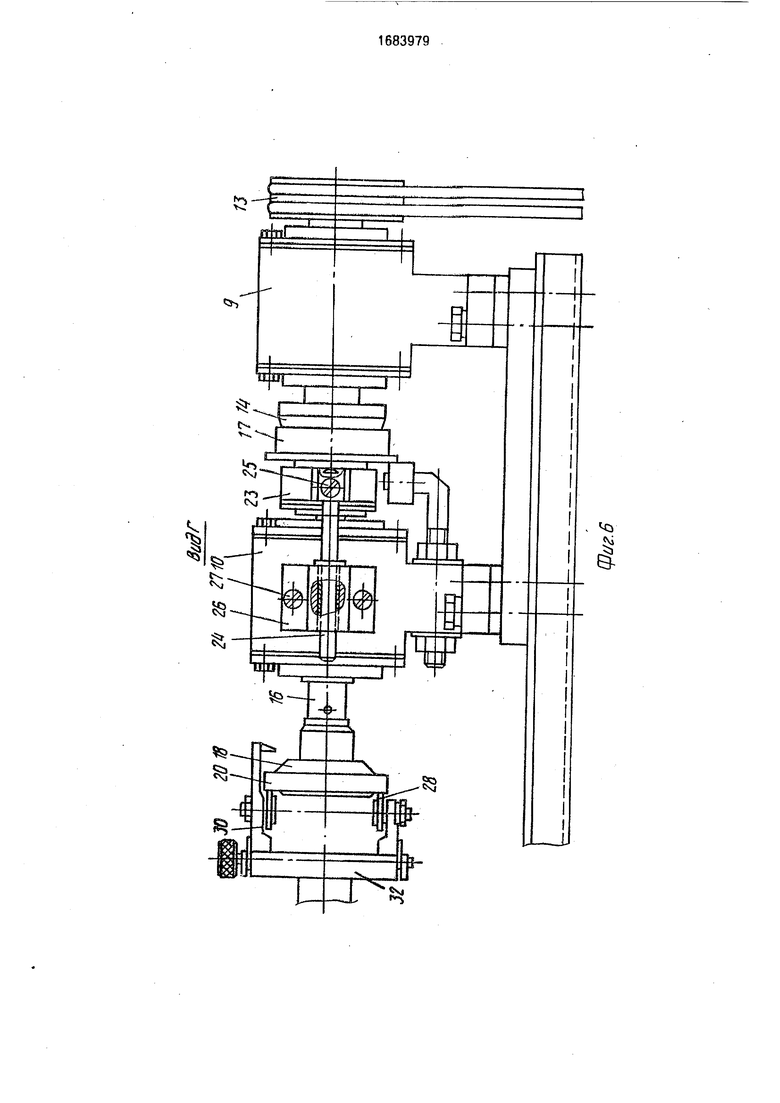
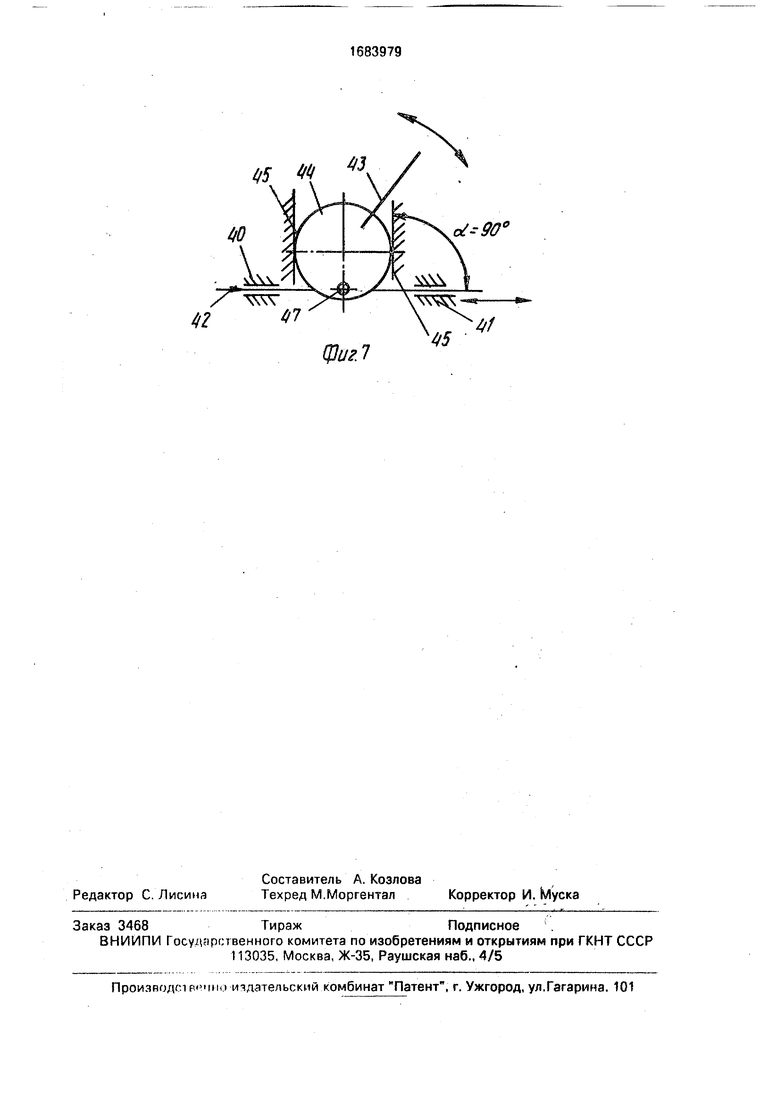
На фиг. 1 показан станок, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - вид А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 2; на фиг. 5 - разрез В-В на фиг. 2; на фиг. 6 - вид Г на фиг. 3; на фиг. 7 - кинематическая схема узла пиноли.
Станок имеет станину 1, в нижней части которой смонтирован привод 2 вращения. В верхней части станины смонтирована плиУа 3, на которой установлены передняя бабка 4,задняя бабка 5, инструментальная каретка 6, ящик 7 для необработанных изделий (например, манжет) и лоток 8 для обработанных изделий.
Передняя бабка 4 состоит из левой подшипниковой опоры 9 и правой подшипниковой опоры 10. В левой подшипниковой опоре 9 смонтирован вал 11, на одном из концов которого установлен на шпонке 12 шкив 13, связанный с приводом 2 врящеСА)
ю XI
о
,
™а
ния, а на другом конце установлена фрикционная (например, коническая) полумуфта 14.
В правой подшипниковой опоре 10 установлен с возможностью осевого перемещения взаимодействующий с пружиной 15 при помощи опорного бурта шпиндель 16 изделия, на заднем конце которого установлена фрикционная полумуфта 17, а на переднем конце .- оправка 18, имеющая , посадочные пояса 19 для размещения обрабатываемого изделия 20. Полумуфта 17 жестко соединена (или выполнена как одно целое) с тормозным диском 21. На ступице 22, жестко соединенной с тормозным диском 21, в консольной части шпинделя 16 изделия установлена дополнительная подшипниковая опора 23, имеющая ось 24 и зафиксированная на ступице с помощью винта 25. Ось 24 может перемещаться в опоре 26, закрепленной винтами 27 на правой подшипниковой опоре 10.
Шпиндель 16 изделия вместе с полумуфтой 17 и дополнительной подшипниковой опорой 23 может смещаться в осевом направлении.
Ролики 28, смонтированные на осях 29 планок 30, удерживают изделие 20 при обработке. Планки 30, установленные на перекладине 31, образуют совместно с ней нажимную вилку 32, имеющую винт 33, смонтированный при помощи верхней опоры 34 и нижней опоры 35. Для вращения винта 33 служит головка 36, закрепленная штифтом 37. Нажимная вилка 32 закреплена винтом 38 на подвижном в осевом направлении валу 39.
Задняя бабка 5 имеет левую 40 и правую 41 стойки, на которых смонтирована пиноль 42, несущая вал 39. Осевое перемещение пиноли 42 с валом 39 осуществляется при
помощи рукоятки 43, неподвижно закрепленной на диске 44, выполненном в виде круга и размещенном между двумя ограничительными планками 45 и двумя горизонтальными планками 46. Диск 44 шарнирно соединен при помощи пальца 47 с пинолью 42.
Вал 39 взаимодействует с пружиной 48 и зафиксирован от вращения штифтом 49,
концы которого выходят в два боковых паза 50, выполненных в пиноли 42. На правой подшипниковой опоре 10 закреплен кронштейн 51, на квадрате 52 которого установлен тормозной упор 53.
На каретке 6 установлен инструмент 54, для перемещения которого служит привод 55 (например зубчато-реечный). Для шлифования изделия 20 служит шлифовальный элемент 56.
Станок работает следующим образом.
После включения привода 2 вращения получает вращение вал 11, Оператор устанавливает на оправку 18 изделие 20 и руко- яткой 43 подает пиноль 42 с валом 39
вперед, прижимая вилкой 32 изделие к оправке и вводя в сцепление полумуфты 14 и 17, вследствие чего изделие получает вращение. Инструментом 54 и шлифовальным элементом 56 (при необходимости) производится обработка изделия.
После окончания обработки действия производятся в об ратном порядке. При этом в результате контакта тормозного диска 21 с тормозным упором 53 происходит быстрая
остановка шпинделя 16 изделия.
Путем совмещения движений включения шпинделя изделия с закреплением изделия и быстрой остановки шпинделя после обработки (в результате наличия тормозного диска и упора) достигается повышение производительности обработки изделий.
56 S4
L / /I
-fa.3: -у4Г- -4Г,
7
Фиг. Z

| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ УДАЛЕНИЯ ОБЛОЯ ФОРМОВЫХ РЕЗИНОВЫХИЗДЕЛИЙ | 1967 |
|
SU205269A1 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБ МЕТЧИКАМИ И ПЛАШКАМИ НА ТОКАРНОМ СТАНКЕ | 1997 |
|
RU2173615C2 |
| Шпиндельная бабка токарного автомата | 1983 |
|
SU1096040A1 |
| УСТРОЙСТВО ДЛЯ ОБТОЧКИ КРИСТАЛЛОВ | 1991 |
|
RU2030998C1 |
| СТАНОК ДЛЯ ОБТОЧКИ АЛМАЗОВ | 1996 |
|
RU2113966C1 |
| ЗАДНЯЯ БАБКА ТОКАРНОГО СТАНКА | 1971 |
|
SU307850A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ КАНАВОК ДЛЯВВОДА ШАРИКОВ В КОЛЬЦАХ ШАРИКОВЫХПОДШИПНИКОВ12 | 1971 |
|
SU428925A1 |
| СПОСОБ УСТАНОВКИ ОПРАВКИ С ЗАГОТОВКОЙ НА ЦЕНТРЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2237565C2 |
| Сферошлифовальный станок | 1986 |
|
SU1414580A1 |


6ttfA
фиг.З
M J7 36
30
I
т
////////А
-т I
®иг1
ssfeass
f
TV
616C891
Ј-Ј
U
ftS3
JU
I
II
ILZ
S3R
I
- A
.
I
1
v
SQ
.«Sj
« «
фиг 7
c -Sff
| ТРЕХПОЗИЦИОННЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТОРГЛОЗНЫХНАКЛАДОК | 0 |
|
SU237621A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
