Изобретение относится к обработке металлов давлением, а именно к трубоги- бочному производству, и касается оборудования для производства гнутых сребренных трубных ширм теплообменных аппаратов.
Цель изобретения - повышение качества изделий.
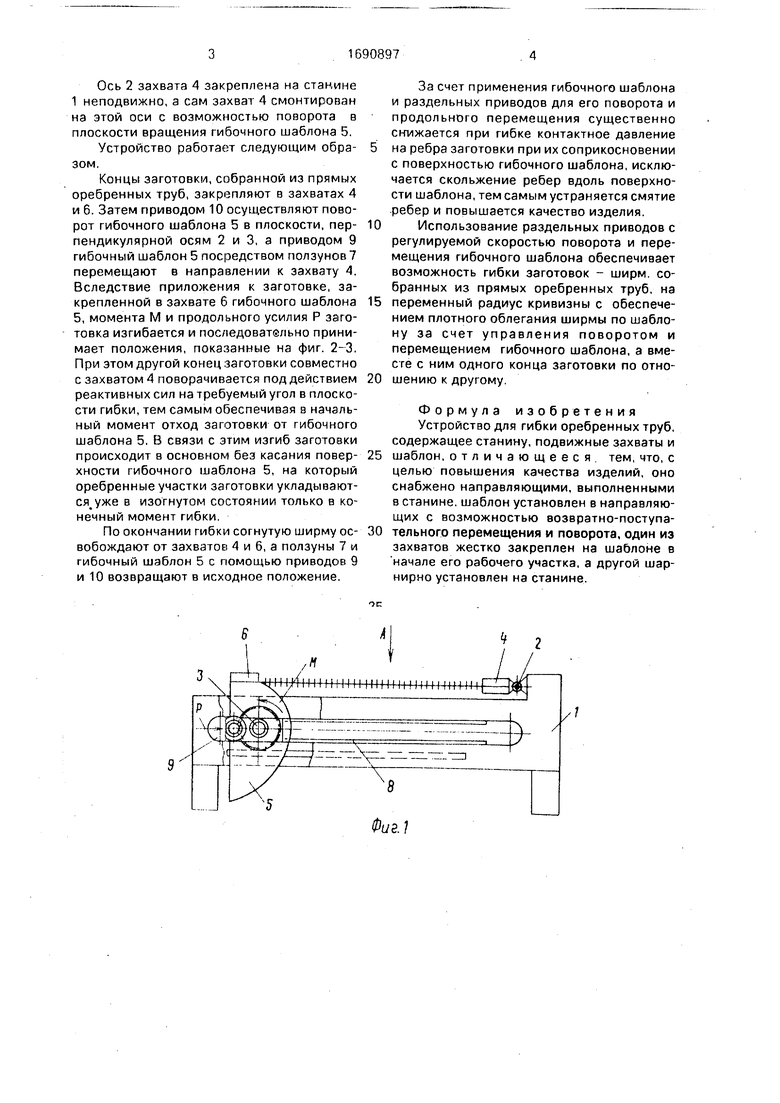
На фиг. 1 изображен общий вид устройства в исходном положении; на фиг. 2 - то же, в промежуточный момент гибки; на фиг.
3- то же, в конечный момент гибки; на фиг.
4- показан вид по стрелке А на фиг. 1.
Устройство содержит станину 1 с установленными на ней на параллельных осях 2 и 3 захватом 4 и гибочным шаблоном 5 с захватом 6. Ось 3 жестко соединена с гибочным шаблоном 5 и смонтирована в ползунах 7, размещенных в направляющих 8 станины
1с возможностью перемещения вместе с ползунами 7 и гибочным шаблоном 5 в направлении, перпендикулярном оси 2 с помощью привода 9, выполненного, например, в виде зубчато-реечной передачи и гидромотора. Кроме того, ось 3 связана с приводом поворота 10, установленным на ползунах 7.
С помощью привода 10 производят рабочий и холостой повороты гибочного шаблона 5 в плоскости, перпендикулярной осям
2и 3. При этом работа приводов У и 10 осуществляется по программе, задаваемой компьютерным устройством (не показан).
Рабочий участок Б гибочного шаблона 5 расположен между осями 2 и 3 и имеет кривизну, выполненную с учетом пружине- ния материала заготовки
Ч)
00 Ю
XI
Ось 2 захвата 4 закреплена на станине 1 неподвижно, а сам захват 4 смонтирован на этой оси с возможностью поворота в плоскости вращения гибочного шаблона 5. Устройство работает следующим образом.
Концы заготовки, собранной из прямых сребренных труб, закрепляют в захватах 4 и 6. Затем приводом 10 осуществляют поворот гибочного шаблона 5 в плоскости, перпендикулярной осям 2 и 3, а приводом 9 гибочный шаблон 5 посредством ползунов 7 перемещают в направлении к захвату 4. Вследствие приложения к заготовке, закрепленной в захвате 6 гибочного шаблона 5, момента М и продольного усилия Р заготовка изгибается и последовательно принимает положения, показанные на фиг. 2-3. При этом другой конец заготовки совместно с захватом 4 поворачивается под действием реактивных сил на требуемый угол в плоскости гибки, тем самым обеспечивая в начальный момент отход заготовки от гибочного шаблона 5. В связи с этим изгиб заготовки происходит в основном без касания поверхности гибочного шаблона 5, на который сребренные участки заготовки укладываются уже в изогнутом состоянии только в конечный момент гибки.
По окончании гибки согнутую ширму освобождают от захватов 4 и 6, а ползуны 7 и гибочный шаблон 5 с помощью приводов 9 и 10 возвращают в исходное положение.
За счет применения гибочного шаблона и раздельных приводов для его поворота и продольного перемещения существенно снижается при гибке контактное давление
на ребра заготовки при их соприкосновении с поверхностью гибочного шаблона, исключается скольжение ребер вдоль поверхности шаблона, тем самым устраняется смятие ребер и повышается качество изделия.
0 Использование раздельных приводов с регулируемой скоростью поворота и перемещения гибочного шаблона обеспечивает возможность гибки заготовок - ширм, собранных из прямых сребренных труб, на
5 переменный радиус кривизны с обеспечением плотного облегания ширмы по шаблону за счет управления поворотом и перемещением гибочного шаблона, а вместе с ним одного конца заготовки по отно0 шению к другому.
Формула изобретения Устройство для гибки сребренных труб, содержащее станину, подвижные захваты и
5 шаблон, отличающееся тем, что, с целью повышения качества изделий, оно снабжено направляющими, выполненными в станине, шаблон установлен в направляющих с возможностью возвратно-поступа0 тельного перемещения и поворота, один из захватов жестко закреплен на шаблоне в начале его рабочего участка, а другой шар- нирно установлен на станине.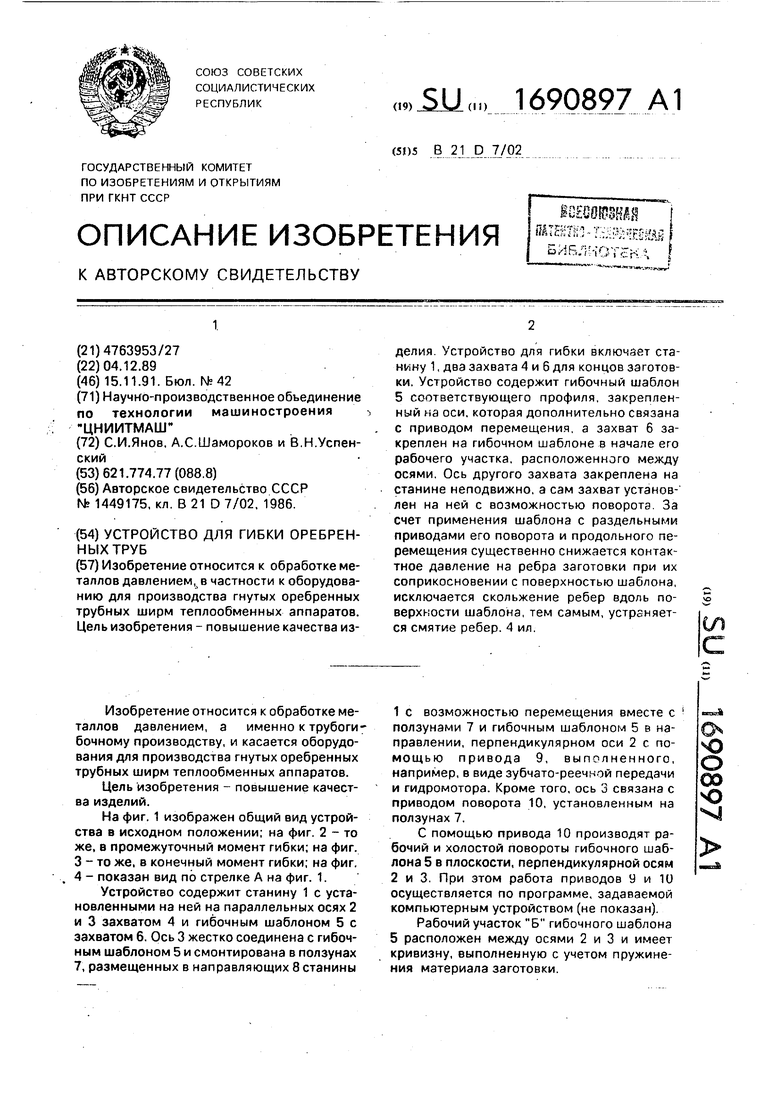
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ СЛОЖНОЙ ФОРМЫ ИЗ ДЛИННОМЕРНЫХ ТРУБНЫХ ПЛЕТЕЙ И ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2038886C1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Станок для двусторонней гибки труб | 1987 |
|
SU1523215A1 |
| Способ гибки труб и станок для осуществления способа | 2020 |
|
RU2774676C2 |
| Устройство для пространственной гибки изделий из трубной заготовки | 1986 |
|
SU1338925A1 |
| УСТАНОВКА ДЛЯ ГИБКИ СВАРНЫХ ТРУБНЫХ ПАНЕЛЕЙ | 1970 |
|
SU271266A1 |
| Станок-автомат для двусторонней гибки труб | 1985 |
|
SU1271611A1 |
| СТАНОК ДЛЯ ГИБКИ ТРУБ | 2019 |
|
RU2772761C2 |
| Машина для гибки трубных панелей | 1982 |
|
SU1166858A1 |
| Станок для двусторонней гибки труб | 1979 |
|
SU797819A1 |

Изобретение относится к обработке металлов давлением в частности к оборудованию для производства гнутых сребренных трубных ширм теплообменных аппаратов. Цель изобретения - повышение качества изделия Устройство для гибки включает станину 1, два захвата 4 и 6 для концов заготовки. Устройство содержит гибочный шаблон 5 соответствующего профиля, закрепленный на оси, которая дополнительно связана с приводом перемещения, а захват 6 закреплен на гибочном шаблоне в начале его рабочего участка, расположенного между осями. Ось другого захвата закреплена на станине неподвижно, а сам захват установлен на ней с возможностью поворота За счет применения шаблона с раздельными приводами его поворота и продольного перемещения существенно снижается контактное давление на ребра заготовки при их соприкосновении с поверхностью шаблона, исключается скольжение ребер вдоль поверхности шаблона, тем самым, устраняется смятие ребер. 4 ил
С-
Ч5
г
/
/
8
Фиг.1
Фиг. 3
4 2
| Станок для гибки труб | 1986 |
|
SU1449175A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
