Изобретение относится к машиностроению, в часгности к устройствам управления оборудованием дли обработки давлением
Целью изобретения является повышение производительности и качества правки путем сокращения циклов правки за счет увеличения масштаба измерения величины прогибов.
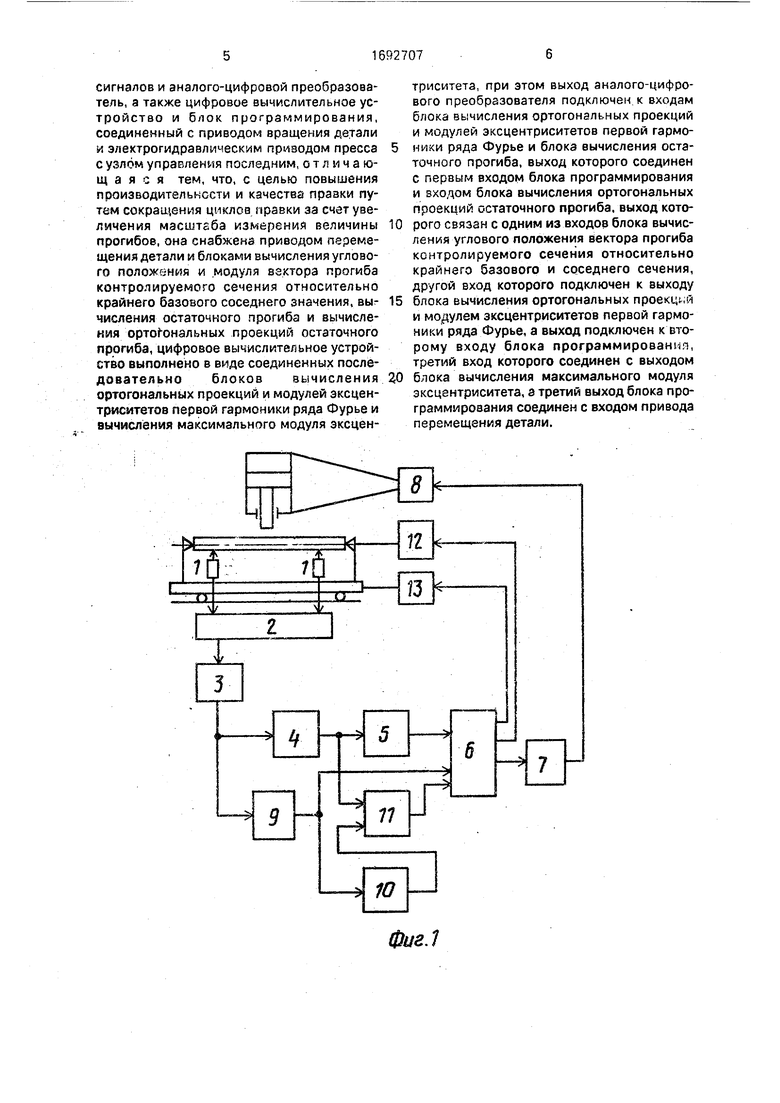
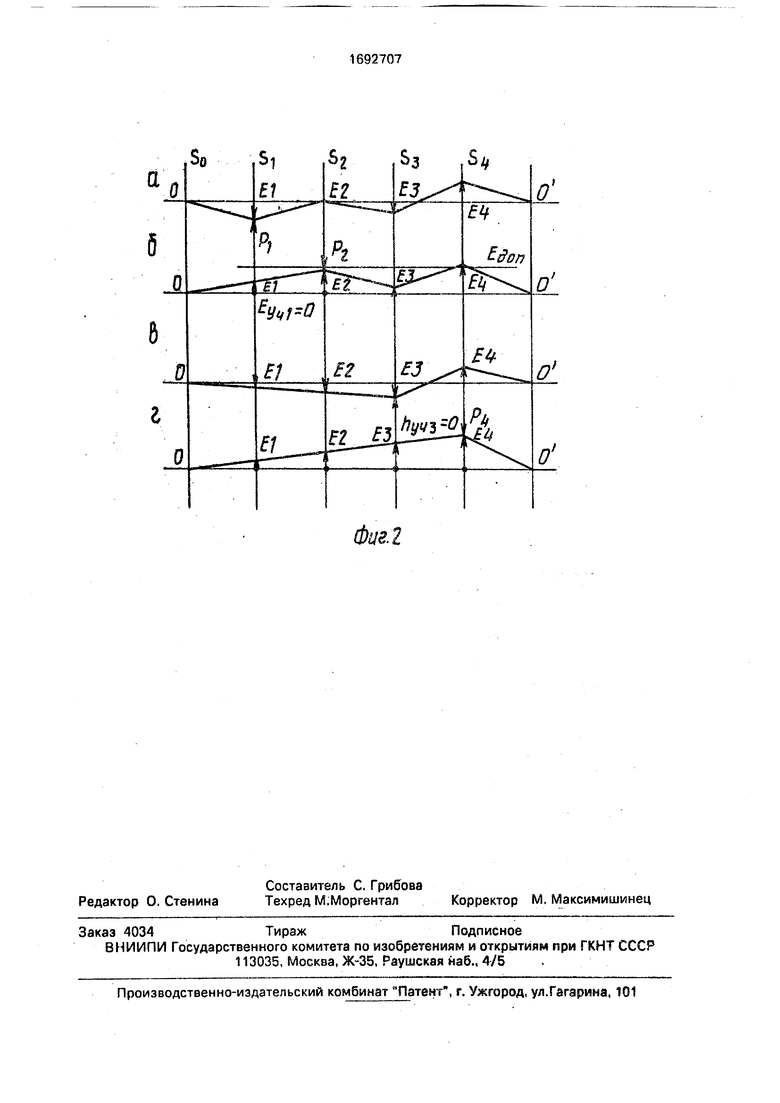
На фиг.1 приведена схема системы; на фиг.,-диаграмма процесса правки.
Система управления правильным прессом содержит последовательно соединенные датчики 1 кривизны, демодулятор 2, аналого-цифровой преобразователь 3, блок
4 вычисления ортогональных проекций и модулей эксцентриситетов первой гармоники ряда Фурье, блок 5 вычисления максимального модуля эксцентриситета, блок 6 программирования, узел 7 управления элек- трогпдравлическим приводом 8 пресса, блок 9 РЫчисления остаточного прогиба, выход которого подключен к блоку 10 зычиспе- ния проекции остаточного прогиба и блоку 6 программирования, а вход - к выходу аналого-цифрового преобразователя 3, блок 11 вычлслечмй углового положения и модуля вектора прогиба контролируемого относительно крайнего базового и соседнего сечеК4
ния, выход которого подключен к блоку 6 программирования, один вход подключен к выходу блока А, другой - к выходу блока 10, второй и третий выходы блока б программирования подключены к приводу 12 враще- ния детали и приводу 13 ее перемещения.
Блок 9 может быть выполнен на базе микропроцессора или как автомат, содержащий память, схему вычитания, схему сравнения и схему управления.
Блоки 10 м 11 могут быть выполнены на базе микропроцессора или как автомат, содержащий сумматоры, память, функциональную матрицу вычисления синуса и косинуса и схему управления,
Система работает следующим образом.
Цикл правки начинается с проворота детали на 360°. Информация о кривизне детали от датчиков 1 через демодулятор 2 и аналого-цифровой преобразователь 3 по- ступает в блок 4, который вычисляет ортогональные проекции и модули Ei-En (фиг.2) эксцентриситетов, соответствующие первой гармонике ряда Фурье. В блоке 5 модули эксцентриситетов каждого сечения сравниваются между собой, выделяется Emaxi и подается в блок 6, в котором Emaxi сравнивается с допуском 1ДОп. В случае, если Emaxi доп, блоком 6 принимается сигнал с блока 11, в котором вычисляется прогиб в первом сечении Si по ортогональным составляющим эксцентриситетов сечений So, Si и S2. Вычисление производится по формулам
hy4i (h2 + hi ) Ki + (ho + hi О К2,
hy4i ( + hi)Ki + (ho + hi)- fc, где ho , hi , N2 - горизонтальные проекции модулей эксцентриситетов;
ho, hi,ha - вертикальные проекции модулей эксцентриситетов;
KI, K2 - коэффициенты приведения, которые рассчитываются исходя из геометрических размеров детали.
УГЛОВОЙ положение вычисляется по формуле
Ьуч1 «1 arctg 7 ,
Пуч1
Модуль вектора прогиба определяется по формуле
Ihy4il hy4i sin «1 +г)Уч cos щ
Значение вычисленного модуля Ihy4i в блоке 6 сравнивается с допустимым Ьдоп. Если |hV4ii Ьдоп, блоком 6 вырабатываются сигналы узлу 7 на выполнение рабочего хода и блокам 12 и 13 - на выставление детали вычисленным прогибом к плунжеру пресса. Плунжер пресса делает серию правильных ходов с контролем величин остаточной деформации детали в сечении Si
после каждого хода, которая вычисляется блоком 9 по сигналам датчиков кривизны 1 по выражению
Пуч1 сИ+с12 Куч1,
где di, - отклонения детали Б сечемиях Si и S2 от оси вращения (центров);
Куч1 - коэффициент приведения отклонения в сечении За к сечению Si.
Процесс правки первого сечения заканчивается, когда остаточная деформация Муч1 станет меньше допустимой.
После этого блок 10 вычисляет проекции вектора остаточного прогиба в сзчении Si, приведенные к сечению S2 в соответствии с выражениями
Ahinp Ahy4i K2/i -sin «1
Ahlnp Ariyui К2/1 cos«i , где A hy4i - остаточный прогиб в сечении Si;
К2/1 - коэффициент приведения;
а - угол вектора остаточного прогиба в сечении SL
Затем аналогично вычисляются модуль и угол вектора участкового прогиба в сечении S2 относительно сечения So и сечения Зз, но уже с учетом остаточного прогиба в сечении Si (см.фиг.2):
Пуч2-1 Г1уч2 Лг11пр ;
hy42-i -hy42
hy42-1
az arctg -h,
Пуч2-1
Г1уч21 г)Уч2-1 -sin аг +hyn2-i (cosG2 .
Вычисленное значение модуля hy42l сравнивается в блоке 6 с допустимым и, если I ЬУч2 г|доп, деталь выставляется вторым сечением кривизной под плунжер пресса и производится правка сечения до тех пор, пока остаточный прогиб Ihy42l станет меньше ИДОп. Если |hy42i Идоп, деталь в этом сечении не правится, о участковый прогиб в следующем селении вычисляется в блоке 11 с учетом прогиба Ьуч2 как и для сечения $2.
Аналогично осуществляется правка остальных сечений детали по порядку, пока деталь не будет выправлена в последнем сечении. На этом цикл правки заканчивается.
Эффективность использования системы управления достигается за счет повышения производительности и качества правки, обусловленного уменьшением числа правильных ходов и циклов правки и повышением точности замера участковых прогибов.
Формула изобретения
Система управления правильным прессом, содержащая соединенные последовательно датчики кривизны, демодулятор
сигналов и аналого-цифровой преобразователь, а также цифровое вычислительное устройство и блок программирования, соединенный с приводом вращения детали л элехтрогидравлическим приводом пресса с узлом управления последним, отличающаяся тем, что, с целью повышения производительности и качества правки путем сокращения циклов правки за счет увеличения масштаба измерений величины прогибов, она снабжена приводом перемещения детали и блоками вычисления углового положения и модуля вектора прогиба контролируемого сечения относительно крайнего базового соседнего значения, вычисления остаточного прогиба и вычисления ортогональных проекций остаточного прогиба, цифровое вычислительное устройство выполнено в виде соединенных последовательно блоков вычисления ортогональных проекций и модулей эксцентриситетов первой гармоники ряда Фурье и вычисления максимального модуля эксцентриситета, при этом выход аналого-цифрового преобразователя подключен к входам блока вычисления ортогональных проекций и модулей эксцентриситетов первой гармопики ряда Фурье и блока вычисления остаточного прогиба, выход которого соединен с первым входом блока программирования и входом блока вычисления ортогональных проекций остаточного прогиба, выход которого связан с одним из входов блока вычисления углового положения вектора прогиба контролируемого сечения относительно крайнего базового и соседнего сечения, др/гой вход которого подключен к выходу
блока вычисления ортогональных проекций и модулем эксцентриситетов первой гармоники ряда Фурье, а выход подключен к второму входу блока программирования, третий вход которого соединен с выходом
блока вычисления максимального модуля эксцентриситета, а третий выход блока программирования соединен с входом привода перемещения детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для правки длинномерных изделий | 1984 |
|
SU1217525A1 |
| Система управления правильным прессом | 1980 |
|
SU946719A1 |
| Устройство для правки деталей | 1979 |
|
SU804071A1 |
| СПОСОБ И УСТРОЙСТВО БЕСКОНТАКТНОЙ ВНЕТРУБНОЙ ДИАГНОСТИКИ ПОДЗЕМНЫХ ТРУБОПРОВОДОВ | 2012 |
|
RU2504762C1 |
| Система управления правильным прессом | 1979 |
|
SU852405A1 |
| Сейсмокардиоблок и способ измерения сейсмокардиоцикла | 2017 |
|
RU2679296C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОСТРАНСТВЕННОЙ СЕЛЕКЦИИ ЭЛЕКТРОМАГНИТНЫХ ВОЛН С ПОСЛЕДУЮЩЕЙ ПОЛЯРИЗАЦИОННОЙ ОБРАБОТКОЙ СИГНАЛОВ | 2018 |
|
RU2720588C1 |
| ГИДРОАКУСТИЧЕСКИЙ КОМПЛЕКС ДЛЯ ИЗМЕРЕНИЯ АЗИМУТАЛЬНОГО УГЛА НА ИСТОЧНИК ЗВУКА В МЕЛКОМ МОРЕ | 2011 |
|
RU2474836C1 |
| Устройство для правки длинномерных цилиндрических деталей | 1977 |
|
SU667276A2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ УГЛОВ ИСКРИВЛЕНИЯ СКВАЖИНЫ | 2012 |
|
RU2503810C1 |
Изобретение относится к машиностроению, в частности к устройствам управления оборудованием для обработки давлением. Цель изобретения - повышение производительности и качества правки путем сокращения циклов правки за счет увеличения масштаба измерения величины прогибов. Функционирование системы управления основано на использовании информации о кривизне детали, поступающей от датчиков во время предварительного поворота детапл ьа 36С°. «Эта информация коммутирует в демодуляторе, преобразуется в аналог с- цифровоч преобразователе в цифровой код и поступает на блоки вычисления ортогональных прозкций и модулей эксцентриситетов. В блоке программироврния максимальный модуль сравнивается с допустимым значением. В случае превышений измеренного модуля допустимого фиксируется угловое положение детали в контролируемом сечении. Блок программирования подает сигнал в узел управления злькфо- гидроприйодом пресса на выполнение серии правильных чодов с контролем ее/шчим остаточной деформации детали после дого хода. Процесс правки пеоеого сучения детали заканчивается при достижении значения остаточной деформации -.зньш допустимого. После этого проводится правка детали в следующем сэчении с контролем прогиба относительно предыдущего и последующего сечений. Производительность повышается за счет уменьшения числа циклов правки, 2 ил. ;сл уцявгая от
фиг.1
Фаг. 2
| СПОСОБЫ И УСТРОЙСТВО ДЛЯ ВЫЧИСЛЕНИЯ CRC ДЛЯ МНОЖЕСТВА КОДОВЫХ БЛОКОВ В СИСТЕМЕ СВЯЗИ | 2008 |
|
RU2435297C2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
