Из анализа результатов, зависящих от смещения центра тяжести массы зажимов с изделием относительно стое вдоль оси кантователя до совмещения центра тяжести системы изделие - зажим, с осью симметрии расположения стоек, следует, что величина Д 0 кг (0%) является оптимальной, так как нагрузка на стойки распределена равномерно, что исключает не- равномерный износ опорных деталей стоек, обеспечивая при этом соосность их общей оси вращения, а следовательно, и исключает дополнительные ударные нагрузки при пово- роте зажимов с изделием. Это увеличивает срок службы кантователя и снижает его металлоемкость, что в свою очередь расширяет технологические возможности.
При величине Л 0 кг (0%) увеличивается неравномерность распределения нагрузки между стойками, что повышает износ их деталей и нарушает
соосность расположения общей оси поворота зажимов с изделием. Это приводит к дополнительным ударным нагрузкам, что повышает износ и увеличивает металлоемкость кантователя, а следовательно, и ограничивает технологические возможности.
Использование предлагаемого способа позволяет производить кантование крупногабаритных изделий со смещенным центром тяжести системы изделие - зажим относительно оси симметрии расположения стоек, что позволяет снизить металлоемкость, увеличить срок службы кантователя, а также расширить номенклатуру обрабатываемых изделий, увеличив при этом производительность, а следовательно, и расширив технологические возможности способа кантования.
Использование предлагаемого способа позволяет увеличить также срок службы кантователей за счет исключения дополнительных нагрузок на детали привода и стоек, снизить металлоемкость за счет равномерного распределения нагрузки на каждую стойку и снижения запаса прочности деталей, что расширяет его технологические возможности,
Кроме того, сокращение числа текущих и капитальных ремонтов, снижение металлоемкости в процессе сборки обеспечивают безопасные условия кантования, повышают культуру производства.
Формула изоб ретения Способ кантования крупногабаритных изделий, пои котором изделие закрепляют в поворотно-выдвижных зажимах двухстоечного кантователя и осуществляют поворот зажимов с изделием для установки его в удобное для обработки положение, а после проведения обработки поворачивают изделие в исходное положение, раскрепляют его и снимают, отличающий- с я тем, что, с целью расширения технологических возможностей путем
(j обеспечения кантования изделий с
центром тяжести, смещенным вдоль оси кантователя относительно оси симметрии расположения стоек кантователя, после закрепления изделия в зажимах
осуществляют перемещение зажимов с изделием относительно стоек вдоло оси кантователя до совмещения центра тяжести системы изделие - зажимы с осью симметрии расположения стоек.

| название | год | авторы | номер документа |
|---|---|---|---|
| Кантователь | 1989 |
|
SU1625643A1 |
| Кантователь для сборки под сварку | 1980 |
|
SU910388A1 |
| КАНТОВАТЕЛЬ ДЛЯ СБОРКИ И СВАРКИ КРУПНОГАБАРИТНЫХИЗДЕЛИЙ | 1969 |
|
SU248113A1 |
| Кантователь | 1979 |
|
SU804313A1 |
| Кантователь | 1980 |
|
SU887105A1 |
| Кантователь крупногабаритных изделий | 1984 |
|
SU1326418A1 |
| Кантователь рамных изделий | 1981 |
|
SU998068A1 |
| Кантователь | 1979 |
|
SU796121A1 |
| Устройство для кантования изделий | 1990 |
|
SU1782877A1 |
| Кантователь | 1987 |
|
SU1496975A1 |
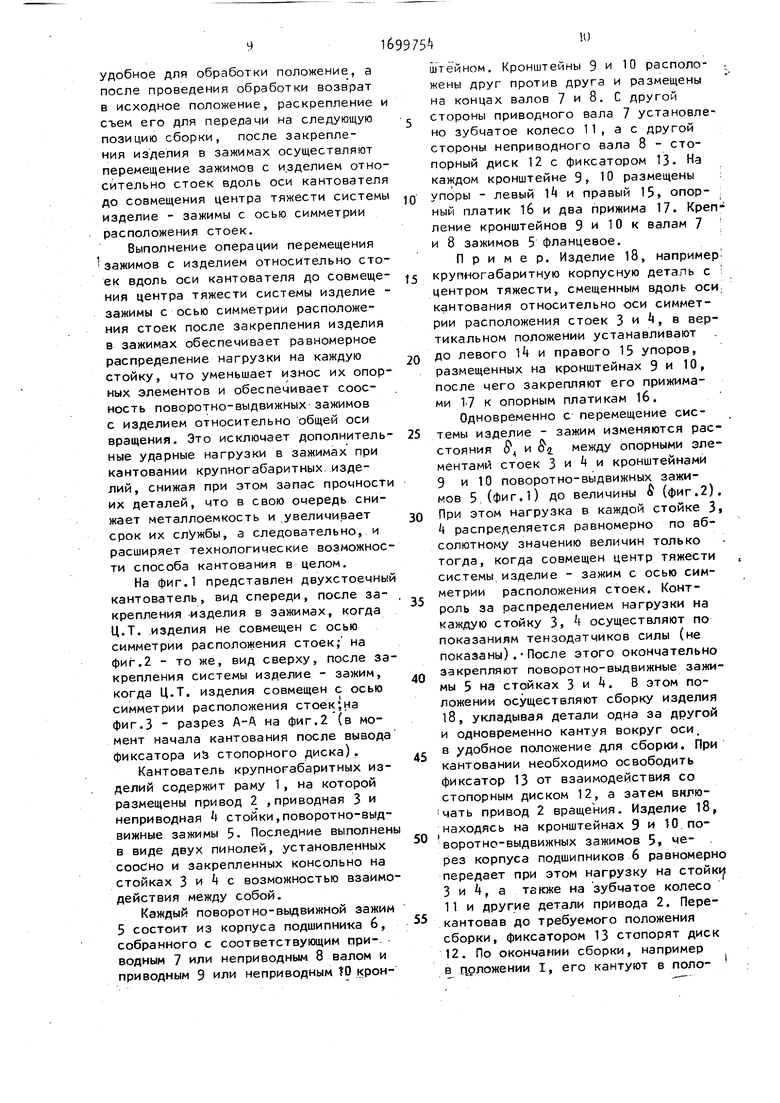
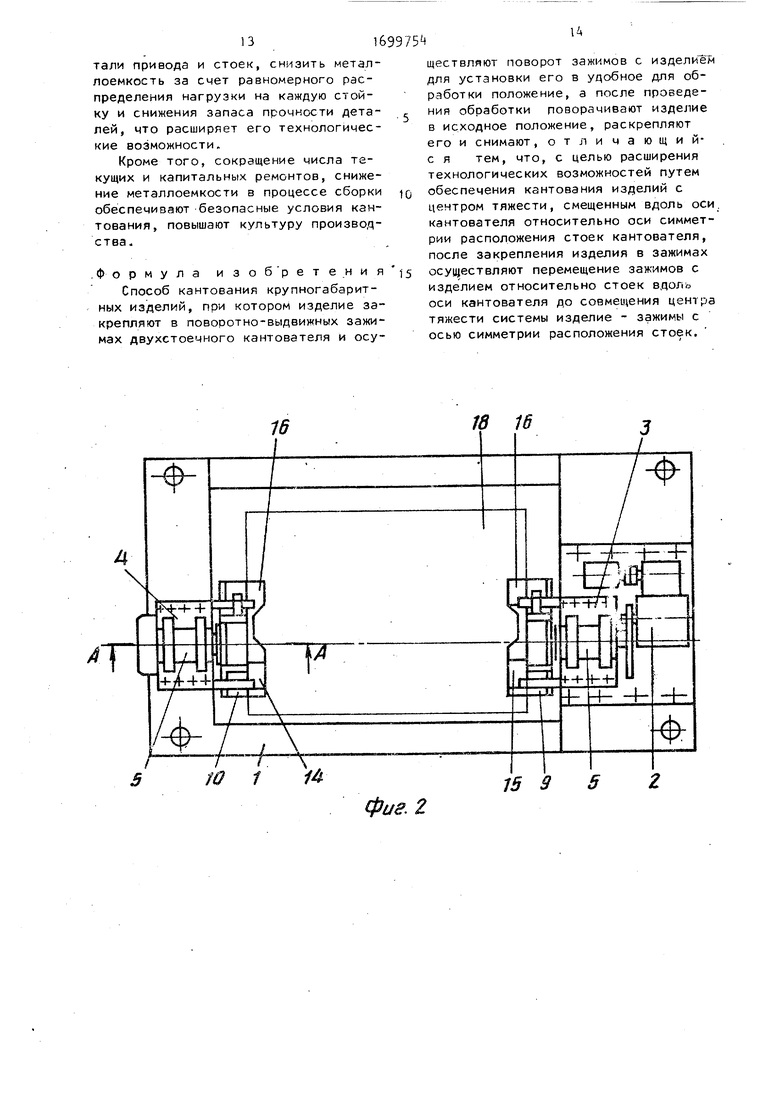
Изобретение относится к машиностроению, а именно к способам кантования, предназначенным преимущественно для сборки и сварки крупногабаритных корпусных деталей, где требуется поворот изделия. Цель изобретения - расширение технологических возможностей путем обеспечения кантования изделий с центром тяжести, смещенным вдоль оси кантователя относительно оси симметрии расположения стоек кантователя. После за крепления изделия 18 в зажимах 5 осуществляют перемещение зажимов 5 с изделием 18 относительно стоек 3, 4 вдоль оси кантователя до совмещения центра тяжести системы изделие - зажимы с осью симметрии расположения стоек 3, 4, после чего осуществляют кантование. Благодаря равномерному распределению нагрузки на каждую стойку увеличивается срок службы кантователя. 3 ил. , 1 табл.
I jА
/ Ш
/4
18 16
фиг. 2
15 9
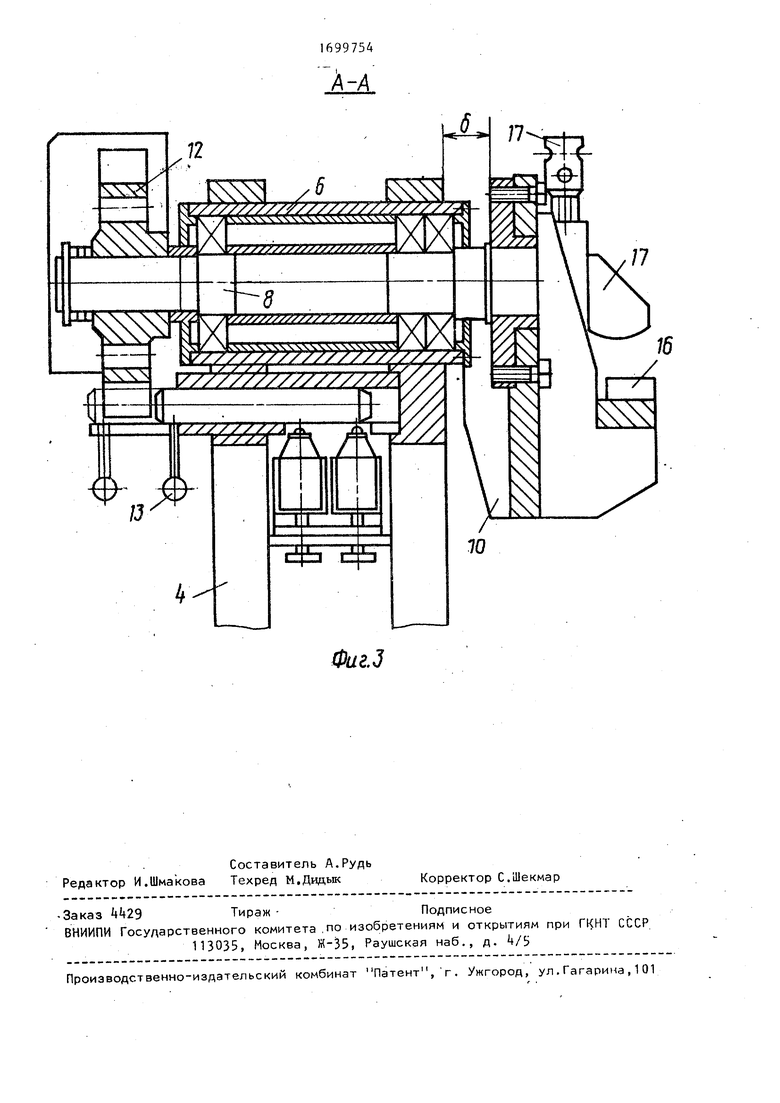
Фиг.З
л
| Сварочное производство, 1988, V 3, с | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Рыморов Е.В | |||
| Новые сварочные приспособления | |||
| - Л.: Стройиздат, 1988, с | |||
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
| Горошкин А.К | |||
| Приспособления для металлорежущих станков: Справочник | |||
| - М.: Машиностроение, 1979, с | |||
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
| Кантователь | 1981 |
|
SU988507A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Механическое сварочное производство | |||
| - НИИМАШ, СтХ-5- М., 1971, с | |||
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Нивелир для отсчетов без перемещения наблюдателя при нивелировании из средины | 1921 |
|
SU34A1 |
