Изобретение относится к обработке металлов давлением, а именно к загрузочным устройствам, и может быть использовано в автоматических линиях на базе промышленных роботёв и манипуляторов, или в автоматических линиях на базе роторных машин.
Цель изобретения - расширение технологических возможностей за счет увеличения номенклатуры выдываемых деталей, повышение надежности и улучшение удобства эксплуатации.
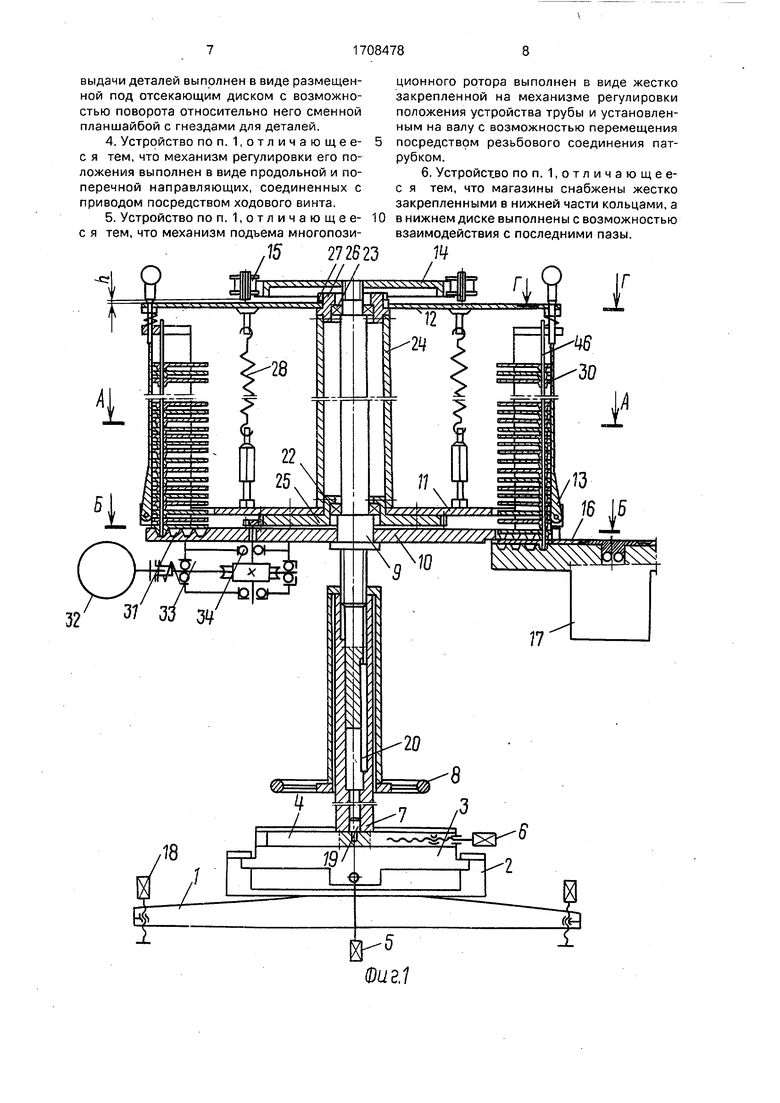
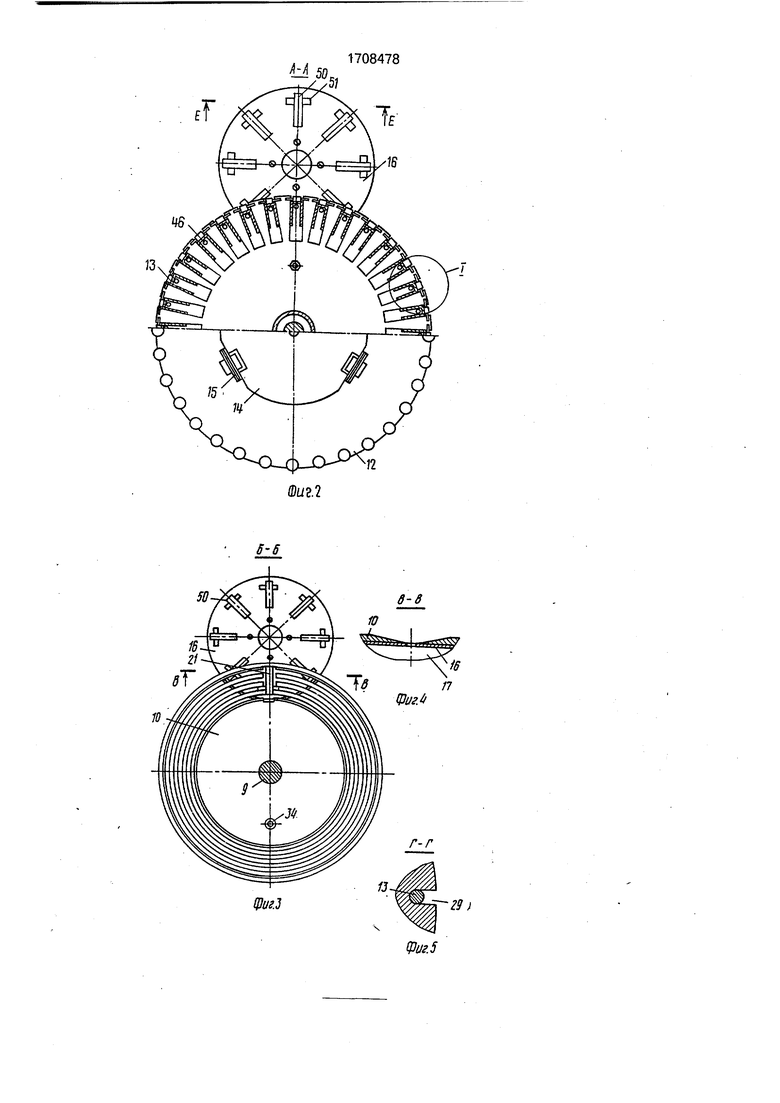
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 разрез R-B на фиг. 3; на фиг. 5 - разрез Г-Г
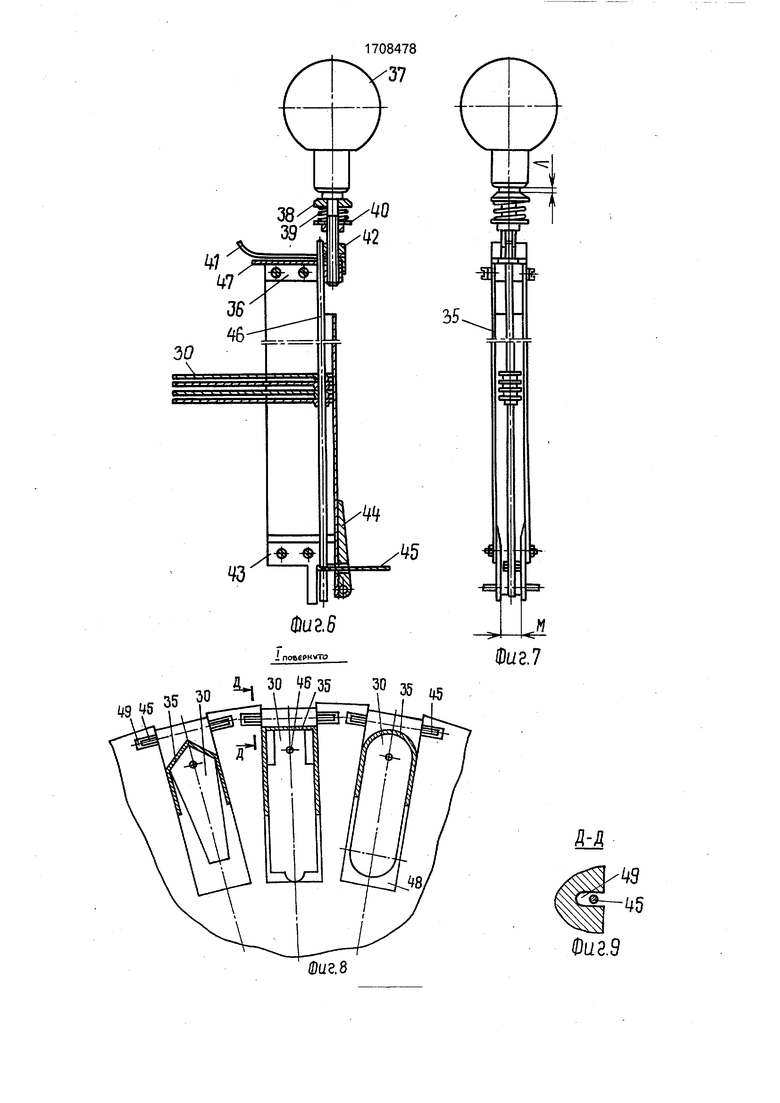
на фиг. 1: на фиг. 6 - магазин со стержнем и деталями, общий вид; на фиг. 7 - то же, вид сбоку; на фиг. 8 - место I на фиг. 2; на фиг. 9 - разрез Д-Д на фиг. 8; на фиг. 10 - разрез Е-Е на фиг. 2; на фиг. 11 - пример образования пакета деталей изогнутой формы (веера) при кассетировании плоских деталей с выпуклостями.
Устройство для поштучной выдачи плоских деталей с отверстиями содержит основание. состоящее из трех опор 1 и платформы 2, расположенной на основании устройства механизм регулировки положения устройства, включающий продольную 3 и поперечную 4 направляющие с ходовыми
винтами 5 и 6, на котором, в свою очередь, находится механизм подъема ротора, содержащий трубу 7 и патрубок 8. Кроме того, устройство содержит вал 9 и размещенные на нем неподвижный отсекающий диск 10, многопозиционный ротор, включающий два подвижных диска 11 и 12, между которыми расположены сменные магазины 13, и вибратор, содержащий основание вибратора 14 и электромагниты 15, а также механизм поштучной выдачи деталей, выполненный в виде сменной отсекающей планшайбы 16 и неподвижного стола 17.
Основание устройства имеет на концах своих опор 1 упорные винты 18, предназначенные для регулировки устройства в горизонтальной плоскости. Продольная направляющая 3 механизма регулировки положения устройства находится на платформе 2 основания и имеет возможность перемещения при помощи ходового винта
5.Таким же образом поперечная направляющая 4 расположена на продольной направляющей 3 и имеет возможность перемещения при помощи ходового винта
6.Труба 7 механизма подъема ротора жестко закреплена при помощи пальца 19 на поперечной направляющей 4. На ней свободно установлен патрубок 8, связанный резьбовым соединением с валом 9. Вал 9, кроме того, связан с трубой 7 при помощи шпонки 20, что служит для предотвращения поворота вала 9 вокруг своей оси. Неподвижный отсекающий диск 10 (фиг. 3) имеет окно 21 для выдачи деталей и закреплен в нижней части вала 9. Многопозиционный ротор находится над неподвижным отсекающим диском 10 и установлен на валу 9 при помощи подшипников 22 и 23 с возможностью вращения. Промежуточная труба 24 многопозиционного ротора находится между нижним 11 и верхним 12 подвижными дисками и жестко соединена с фланцем зубчатого колеса 25, которое, в свою очередь, закреплено на нижнем подвижном диске 11. В верхней части промежуточной трубы 24 закреплена втулка 26, на которой при помощи шпоночного соединения 27 установлен верхний подвижный диск 12, имеющий вследствие этого возможность вертикального перемещения.
Верхний подвижный диск 12 связан с нижним подвижным диском 11 при помощи пружинных подвесок28 и, крометого, имеет пазы 29 (фиг. 3) для закрепления в них сменных магазинов 13.
Над верхним подвижным диском 12 находится вибратор, который связан своим основанием с валом 9 при помощи резьбового соединения. Количество и мощность электромагнитов 15 вибратора зависит от массы деталей 30 и количества сменных магазинов 13. Неподвижный отсекающий диск 10 имеет канавки 31, предназначеннью для выпуклостей деталей 30 и в месте окна 21 имеет плавный переход для спуска деталей 30 (фиг, 4). На нижней плоскости неподвижного отсекающего диска 10 закреплены двигатель 32 и редуктор 38, вал-шестерня 34
0 которого входит в зацепление с зубчатым колесом 25.
Каждый из сменных магазинов 13 (фиг. 6 и 7) содержит корпус 35, имеющий в сечении незамкнутый контур, закрепленный в
5 верхней части корпуса 35 торец 36, на котором при помощи резьбы установлена рукоятка 37. На рукоятке 37 имеется прижимная шайба 38, под которой расположены пружина 39 и шайба 40, прижим 41 и две гайки 42,
0 одна из которых находится под шайбой 40 и служит для поджатия пружины 39, а другая - над прижимом 41 и предназначена для крепления его к торцу 36. В нижней части корпуса 35 закреплен ы сменные направляющие планки 43 и упоры 44 с пальцами 45. Размер Л выполнен меньшим, чем толщина верхнего подвижного диска 12, за счет чего происходит поджим к нему сменных магазинов 13 при помощи пружин 39. Размер М
0 соответствует ширине выдаваемых деталей 30. В сменных магазинах 13 верхним своим концом закреплены стержни 46, на которые через технологические отверстия надеты детали 30. Крепление стержней 46 осуществляется при помощи зажимов 47. Корпус 35 сменных магазинов 13 может иметь различную форму, соответствующую формам деталей 30 (фиг. 8). Для ориентации сменных магазинов 13 в правильном положении в
0 нижнем подвижном диске 11 имеются пазы 48 для корпусов 35 и канавки 49 для пальцев 45 сменных магазинов 13.
Сменная отсекающая планшайба 16 механизма поштучной выдачи деталей находится под окном 21 неподвижного отсекающего диска 10 и соприкасается с его нижней поверхностью. Она имеет гнезда 50 для деталей 30, в которых под углом выполнены пазы 51 (фиг. 2), предназначенные для
0 выпуклостей деталей 30 (фиг. 2 и 3).
Сменная отсекающая планшайба 16 установлена на неподвижном столе 17с возможностью вращения и имеет отдельный привод движения, кинематически связанный с технологическим оборудованием (не показан). Для предохранения устройства в случае заклинивания деталей 30 имеется электронная система остановки двигателя (фиг. 6), состоящая из герконового датчика,
интегратора импульсов, электронного реле.
световой и звуковой сигнализации и блока питания.
Устройство для подачи плоских деталей с отверстиями работает следующим образом,
При подаче плоских деталей с отверстиями и выпуклостями перед началом работы устройства на стержни 46 надевают детали 30 и вставляют в магазины 13. Затем магазины 13 устанавливают в пазы 48 нижнего подвижного диска 11, при этом пальцы 45 оказываются в канавках 49, а рукоятки 37 закрепляют в пазах 29 верхнего подвижного диска 12. При включении двигателя 32 (фиг. 1) крутящий момент передается через редуктор 33 зубчатому колесу 25, которое вращает находящийся на нем многопозиционный ротор, т.е. нижний 11 и верхний 12 подвижные диски и закрепленные на них сменные магазины 13с деталями 30.
Электромагниты 15 передают колебания верхнему подвижному диску 12 и находящимся на нем магазинам 13. Для регулирования амплитуды колебаний изменяют зазор h между электромагнитами 15 и верхним подвижным диском 12 за счет ввинчивания или вывинчивания основания вибратора 14 из вала 9, а также регулируют силу натяжения пружинных подвесок 28.
Таким образом, многопозиционный ротор вращается с постоянной угловой скоростью, а верхний подвижный диск 12 и сменные магазины 13, кроме того, совершают колебания. Детали 30, находящиеся на стержне 46, закрепленном верхним концом на магазине 13, под действием этих колебаний опускаются до поверхности неподвижного отсекающего диска 10 и своими выпуклостями попадают в его канавки 31.
При прохождении деталей над окном 21 неподвижного отсекающего диска 10 они плавно опускаются до поверхности сменной отсекающей планшайбы 16 и попадают в ее гнезда 50. Сменная отсекающая планшайба 16, поворачиваясь йокруг своей оси, подает детали 30 в технологическое оборудование, например резьбонарезной станок. Разгрузка сменных магазинов 13 происходит поочередно, т.е. после того, как механизм для приема и поштучной выдачи забирает одну деталь 30 из сменного магазина 13, находящегося над окном 21 неподвижного отсекающего диска 10, следующая деталь 30 забирается из другого магазина 13 и т.д. Таким образом, все сменные магаЗИНЫ 13 разгружаются равномерно.
Перед началом работы устройства его регулируют по высоте и продольным и поперечным координатам так, чтобы окно 21 неподвижного отсекающего диска 10
находилось на отсекающей планшайбе 16 и нижней своей поверхностью соприкасалось с ней. Для этого производят регулировку ходовыми винтами 5 и 6 механизма регулировки положения устройства и патрубком 8 механизма подъема ротора. Чтобы неподвижный отсекающий диск 10 находился в горизонтальном положении, производят регулировку упорных винтов 18 основания ротора. Сменные магазины 13 укрепляются на верхнем подвижном диске 12 в его пазы 29 и поджимаются к нему прижимными шайбами 38 с помощью пружин 39, при этом своими пальцами 45 входят в канавки 49 нижнего подвижного диска 11.
При смене номенклатуры выдаваемых деталей 30 производят замену сменных магазинов 13, соответствующих в сечении корпуса 35 форме деталей 30, и сменной отсекающей планшайбы 16, гнезда 50 которой соответствуют ширине выдаваемых деталей 30.
Формула изобретения
1.Устройство для поштучной выдачи плоских деталей с отверстиями, содержащее закрепленный на основании вал с многопозиционным ротором, имеющим верхний и нижний диски, между которыми размещены магазины для деталей, жестко закрепленный на валу под нижним диском отсекающий диск с окном для прохода детилей и механизм для приема и поштучной выдачи деталей, отличающееся тем, что, с целью расширения технологических возможностей за счет увеличения номенклатуры выдаваемых деталей, повышения надежности и удобства в эксплуатации, оно снабжено смонтированным на основании с возможностью регулировочного перемещения относительно плоскости основания механизмом регулировки положения устройства с приводом его перемещения, установленным на последнем с возможностью возвратно-поступательного перемещения перпендикулярно к плоскости основания, механизмом подъема многопозиционного ротора и закрепленным на валу над верхним диском ротора с возможностью взаимодействия с последним, вибратором, а магазины выполнены сменными в виде корпуса с незамкнутым контуром и вертикально закрепленных в нем съемных стержней, при этом в нижнем диске ротора выполнены канавки для деталей.
2.Устройство по п. 1,отличающее. с я тем, что верхний диск ротора установлен
на валу с возможностью регулировочного перемещения по нему.
3.Устройство по п. 1,отличающееJC я тем, что механизм приема и поштучной
выдачи деталей выполнен в виде размещенной под отсекающим диском с возможностью поворота относительно него сменной планшайбой с гнездами для деталей.
4.Устройство поп. 1,отличающеес я тем, что механизм регулировки его положения выполнен в виде продольной и поперечной направляющих, соединенных с приводом посредством ходового винта.
5.Устройство по п. 1,отличающеес я тем, что механизм подъема многопози272523//
ционного ротора выполнен в виде жестко закрепленной на механизме регулировки положения устройства трубы и установленным на валу с возможностью перемещения посредством резьбового соединения патрубком.
6. Устройство по п. 1,отличающеес я тем, что магазины снабжены жестко закрепленными в нижней части кольцами, а в нижнем диске выполнены с возможностью взаимодействия с последними пазы.
§-5
Фцг1
Ы 50.
rf
1708478

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки дисковых цоколей стартеров | 1973 |
|
SU482829A1 |
| Робототехнический комплекс для штамповки деталей из штучных заготовок | 1987 |
|
SU1600895A1 |
| Многопозиционная центробежная машина для отливки труб | 1981 |
|
SU1013090A1 |
| Магазин-накопитель | 1986 |
|
SU1313641A1 |
| АВТОМАТ ДЛЯ СБОРКИ ПАКЕТОВ ПЛАСТИНЧАТЫХФИЛЬТРОВ | 1967 |
|
SU194762A1 |
| Устройство роторного типа для поштучной выдачи деталей | 1974 |
|
SU500015A1 |
| Автомат для сборки винтов с гайками | 1991 |
|
SU1816624A1 |
| АППАРАТ ДЛЯ ВАРКИ ИЗДЕЛИЙ ИЗ ТЕСТА С НАЧИНКОЙ | 2015 |
|
RU2581557C1 |
| Автомат для сборки цоколей люминисцентных ламп | 1974 |
|
SU736211A1 |
| Загрузочный ротор | 1989 |
|
SU1712125A1 |
Изобретение относится к обработке металлов давлением, а именно к загрузочным устройствам, и м.б. использовано в автоматических линиях на базе промышленных роботов и манипуляторов и т.д. Цель изобретения - расширение технологических возможностей за счет увеличения номенклатуры выдаваемых деталей.повышение надежности и улучшение удобств при эксплуатации. Устройство содержит основание, на котором расположены механизм регулировки положения устройства, механизм подъема ротора. На основании закреплен вал, на котором размещены отсекающий диск с окном для выдачи заготовок, многопозиционный ротор, имеющий верхний и нижний диски, причем верхний установлен на валу с возможностью перемещения. Между дисками расположены магазины, выполненные сменными. Магазины имеют корпус с незамкнутым контуром и закрепленные в верхней части стержни для деталей. Над верхним диском ротора на валу закреплен вибратор. Устройство содержит также механизм приема и поштучной выдачи деталей, выполненный в виде размещенной под отсекающим диском с возможностью поворота относительно него сменной планшайбой с гнездами для деталей. 5 з.п.ф-лы, 11 ил.СОс
50
n
Щиг.З
8-e
/З
Фа г 6
2 noeePKvTO
35 0 HIJVL f .5
ад /5
Фиг. 8
.W
Фиг. 7
aj
5 5
Фигэ
/УУ7 ///7)
iif
ФигЮ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Механизация загрузки станков | |||
| - М.: Машиностроение, 1977, с | |||
| Способ получения камфоры | 1921 |
|
SU119A1 |
| Приспособление для останова мюля Dobson аnd Barlow при отработке съема | 1919 |
|
SU108A1 |
