fe

| название | год | авторы | номер документа |
|---|---|---|---|
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОБЕТОННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2255859C2 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЯЧЕИСТО-БЕТОННЫХ ИЗДЕЛИЙ И КОНВЕЙЕРНЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТО-БЕТОННЫХ ИЗДЕЛИЙ | 2008 |
|
RU2392115C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ АВТОКЛАВНОГО ГАЗОБЕТОНА | 2023 |
|
RU2822855C1 |
| Конвейерная линия для производства ячеистобетонных изделий | 1974 |
|
SU612792A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЯЧЕИСТОГО БЕТОНА И СПОСОБ ПРИГОТОВЛЕНИЯ СЫРЬЕВОЙ СМЕСИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2253567C2 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОБЕТОННЫХ ИЗДЕЛИЙ | 1971 |
|
SU306001A1 |
| Конвейерная линия для изготовления ячеистобетонных изделий | 1989 |
|
SU1708626A1 |
| Способ изготовления строительных, преимущественно ячеистобетонных, изделий и установка для его осуществления | 1990 |
|
SU1753938A3 |
| Технологическая линия для изготовления строительных изделий | 1984 |
|
SU1229044A2 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
Использование: изготовление высококачественных изделий из ячеистого бетона. Сущность изобретения: линия снабжена шаговым измельчителем, расположенным перпендикулярно конвейеру созревания массива, и параллельным ему утилизационным конвейером.Конвейер созревания массива имеет двухпостовые тележки, дополнительные резервные посты и промежуточный конвейер, расположенный перед постом распалубки. 1 ил.
Изобретение относится к промышленности строительных материалов, а именно к конвейерным линиям для изготовления изделий из ячеистых бетонов.
Целью изобретения является повышение качества изделий и производительности.
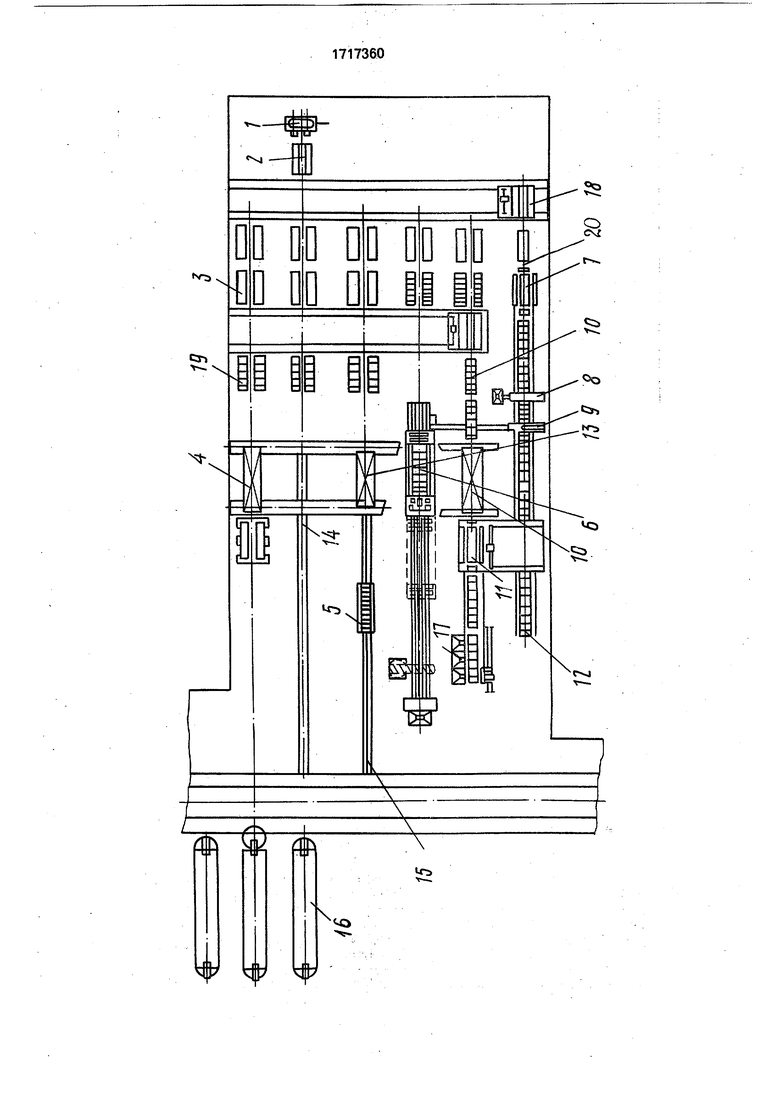
На чертеже представлена конвейерная линия, общий вид.
Линия содержит установленные в технической последовательности смеситель 1, установленный с возможностью перемещения над ударной площадкой 2, соединенной с конвейером перемещения форм 3, заполненных за счет одного замеса и перем,еща- емых на пост созревания массива.
В линии также расположены захват 4 переноса решетки 5 с массивом, резательная машина 6, пост 7 распалубки, машина 8 смазки, машина 9 чистки, захват 10 массива, однопостовая тележка 11, обгонный конвейер 12, захват 13 массива, гидротолкатель 14, цепной конвейер 15 для подачи вагонеток в автоклав 16.
Конвейерная линия снабжена постом 17 измельчения и утилизации разрушенного массива с шаговым измельчителем, установленным с возможностью перемещения перпендикулярно конвейеру созревания массива. В конвейер созревания массива введены двухпостовые тележки 18 и дополнительные резервные посты 19, расположенные с противоположной стороны двухпостовых тележек 18. Перед постом распалубки 7 расположен промежуточный конвейер 20.
Конвейерная линия работает следующим образом.
После приготовления смеси ячеистого бетона в смесителе 1 последний перемещают на пост формования i - ударную площадку 2, где на конвейерах установлены
X
ОС
о с
формы 3, заполняемые из смесителя, после чего каждый находящийся в форме массив тележкой 18 с установленными на ней конвейерами передается на пост созревания (позицией не обозначен и число которых в линии - 28 шт.).
После выдержки массива до состояния 0,4 - 0,6 кг/см2 форма с массивом при помощи двухпостовой тележки 18 передается на промежуточный конвейер 20. Последую- щую форму с массивом подают на пост распалубки, где борты формы раскрывают, а массив захватом 10 переносят на стол резательной машины 6 с предварительно уложенной на нем решеткой 5.
Машиной 6 режут массив на блоки нужного размера, после чего захватом убирают решетку вместе с разрезанным на ней массивом и подают ее на пост комплектации, а в это время захватом 13 решетку укладыва- ют в резательный стол машины 14, в то время как свободные решетки конвейером 15 подаются к захвату 13.
Автоклавная вагонетка, укомплектованная четырьмя массивами, подается при по- мощи гидротолкателя 14 в автоклавное отделение 16. Форма 3 с уже раскрытыми бортами подается на конвейер возврата форм однопостовой тележкой 11, Следуя по конвейеру форма транзитом проходит пост
9чистки, пост 8 смазки и поступает на пост
10сборки форм. Затем собранную и готовую форму подают на пост 2 формования двухпостовой тележкой 18.
В дальнейшем цикл повторяется. В случае разрушения массива в момент распалубки формы- массив вместе с формой подают на пост его измельчения и утилизации.
Формула изобретения Конвейерная линия для изготовления изделий из ячеистого бетона, содержащая установленные в технологической последовательности смеситель, ударную площадку, формы, конвейер созревания массивов, резательную машину и пост распалубки, отличающаяся тем, что, с целью повышения качестве изделий и производительности, конвейерная линия снабжена шаговым измельчителем, установленным с возможностью перемещения перпендикулярно конвейеру созревания массива, и размещенным параллельно ему утилизационным конвейером, конвейер созревания массива - двухпостовыми тележками и дополнительными резервными постами, расположенными с противоположных сторон двухпостовых тележек, и промежуточным конвейером, расположенным перед постом распалубки.
N-Э
cr
| Установка для изготовления изделий из ячеистого бетона | 1976 |
|
SU573347A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
