вании которого закреплен кронштейн 3 с втулкой А. Во втулку вставлен вал 5 с роликами 6 и 7. Ролик 6 соединен с подающим роликом 8 винтом 9, на ролике 7 установлен постоянный магнит 10. Магнит 11 установлен на пластине 12, под которой находится считывающее устройство 13. При включении сварочного тока начинают вращаться подающие ролики В сварочного полуавтомата, через которые проходит сварочная проволока. Ролик 8 передает вращение через ролик 6 и вал 5 на ролик 7. Установленный
на передающем ролике постоянный магнит 10 при вращении ролика периодически проходит над магнитом 11, отклоняя его действием двух встречных магнитных полей. При этом пружина 12 деформируется и включает считывающее устройство 13. Использование устройства для измерения расхода сварочной проволоки позволяет определить оптимальный расход сварочной проволоки на одно изделие и установить наименее металлоемкий режим сварки. 2 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи сварочной проволоки | 1980 |
|
SU929362A1 |
| Измеритель толщины среза | 1982 |
|
SU1094962A1 |
| ПОЛУАВТОМАТ ДЛЯ МНОГОМЕРНОГО КОНТРОЛЯ ПОДШИПНИКОВ | 1990 |
|
RU2089846C1 |
| Система для контроля разрушаемостишлифОВАльНОгО зЕРНА | 1979 |
|
SU850214A1 |
| Устройство для подачи сварочной проволоки | 1982 |
|
SU1085720A1 |
| Полуавтомат для герметизации интегральных микросхем роликовой сваркой | 1987 |
|
SU1433702A1 |
| Учебный прибор по гидравлике | 1987 |
|
SU1534488A1 |
| ДОЗАТОР ВЕСОВОЙ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2003 |
|
RU2260775C2 |
| СПОСОБ СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2181320C2 |
| Устройство для дуговой сварки плавящимся электродом | 1976 |
|
SU719841A1 |
Изобретение относится к электросварочному производству и контрольно-измерительной технике и может быть использовано для измерения.расхода и-кон- .трольно-измерительной технике и может быть использовано для измерения расхода сварочной проволоки в производстве сварных металлоконструкций. Цель изобретения - упрощение конструкции, улучшение условий эксплуатации за счет достижения мобильности посредством осуществления перемещения устройства с одного объекта на другой, обеспечения возможности измерения расхода сварочной проволоки. Для этого устройство для измерения расхода сварочной проволоки содержит блок обработки информации, в качестве которого используется бытовой микрокалькулятор, либо другой элемент вычислительной техники, способный производить суммирование постоянной величины, и корпус 2, на осносл С
Изобретение отгосится к электросварочному производству и контрольно-измерительной технике, в частности, к измерению длины и массы сварочной проволоки, прошедшей через подающие роли- ки сварочного автомата или полуавтомата при проведении сварочных работ.
Известны различные устройства для измерения длины протяженных материалов w длинномерных изделий. В них происходит считывание показателей с вращающихся при прохождении измеряемого материала роликов или барабанов, обработка полученной информации и выдача результатов измерения на счетчик или индикатор.
Недостатками иззестных устройств является сложность конструкции и эксплуатации, кроме того, их применение возможно только для стационарного измерения конкретного материала или изделия в опреде- ленном технологическом процессе на специально изготовленном оборудовании.
Известно устройство для. измерения расхода сварочной проволоки, содержащее корпус, приводной вал, подающий ролик, установленный на приводном валу, прижимной ролик, передающий ролик, закрепленный на приводном валу, механизм измерения числа оборотов передающего ролика и блок обработки информации.
Недостатком такого устройства является сложность в изготовлении и эксплуатации, вследствие чего оно не может быть применено для измерения расхода свароч- ной проволоки (длины или массы) при выполнении конкретной технологической операции. Отсутствует возможность мобильности, т.е. перемещении с одного сварочного полуавтомата на другой непосредственно на производственном участке. Наличие большого количества соединенных электронных узлов указывает на более низкую надежность по сравнению с
простыми устройствами, выполняющими аналогичные функции.
Цель изобретения - упрощение конструкции, улучшение условий эксплуатации за. счет достижения мобильности посредством осуществления перемещения устройства с одного объекта на другой, обеспечения воз- мож-ности измерения расхода сварочной проволоки.
Поставленная цель достигается тем, что в устройстве для измерения расхода сварочной проволоки, проходящей через подающий ролик сварочного полуавтомата, блок обработки информации выполнен в виде микрокалькулятора со считывающим элементом, а механизм измерения числа оборотов передающего ролика выполнен в виде упругой пластины, установленной на корпусе устройства с возможностью взаимодействия со считывающим элементом микрокалькулятора и, по крайней мере, двух постоянных магнитов, один из которых установлен на образующей поверхности передающего ролика, г другой закреплен на упругой пластине.
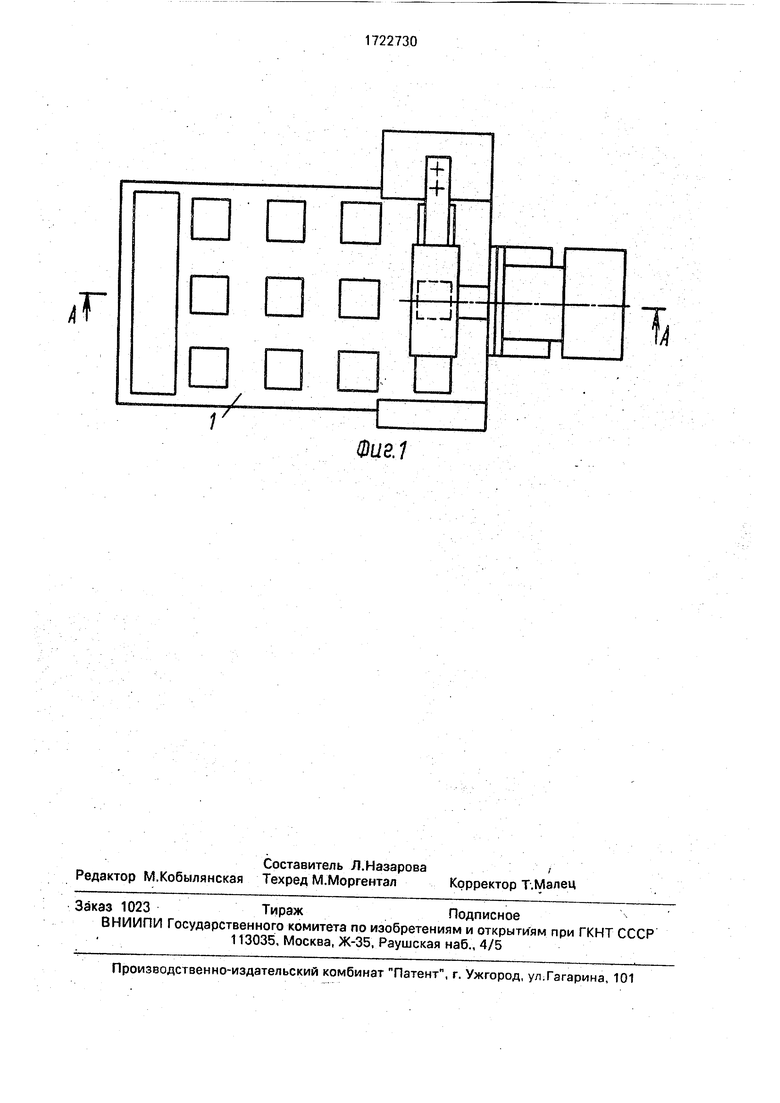
На фиг.1 показано устройство для измерения расхода сварочной проволоки, общий вид; на фиг.2 - то же вид сбоку.
Устройство для измерения расхода сварочной проволоки содержит блок обработки информации 1, в качестве которого используется бытовой микрокалькулятор, либо другой элемент вычислительной техники, способный производить суммирование постоянной величины в корпус2, на основании которого закреплен кронштейн 3 с втулкой 4, Во гтулку вставлен вал 5, на концах которого закреплены приемный 6 и передающий 7 ролики. Приемный ролик 6 соединен с подающим роликом 8 сварочного полуавтомата посредством винта 9. В пазу передающего ролика 7, выполненного из немагнитного материала, закреплен- постоянный магнит 10. Второй постоянный магнит 11 укреплен на пружинящей пластине 12, под которой находится считывающее устройство 13, являющееся .клавишей суммирования микрокалькулятора 1.
Устройство для измерения расхода сварочной проволоки работает следующим рб- разом.
При включении сварочного тока начинают вращаться подающие ролики 8 сварочного полуавтомата, через которые проходит сварочная проволока. Для исключения проскальзывания сварочной проволоки подающие ролики поджимаются друг к другу. Вращение подающих роликов 8 посредством винта 9 через приемный ролик 6 и вал 5 передается на передающий ролик 7, Установленный на передающем ролике 7 постоянный магнит 10 при вращении на ролике периодически проходит над установленным на пружинящей пластине 12 вторым постоянным магнитом 11. Под действием магнитных сил двух встречных магнитных полей пружина 12 деформируется и включает считывающее устройство 13, т.е. нажимает на клавишу суммирования микрокалькулятора 1. При дальнейшем вращении цикл повторяется. Таким образом, один оборот ролика соответствует одному нажатию на клавишу микрокалькулятора.
Мягкость усилия нажатия контакта на клавишу регулируется-величиной зазора а между вращающимися и неподвижными магнитами.
Считывающее устройство реализует функцию
1 iTrd.n,
где I - длина проволоки;
d - диаметр подающего ролика сварочного полуавтомата;
п - количество оборотов.
В случае, если необходимо определить не длину, а массу израсходованной проволоки, считывающее устройство реализует функцию
г „ п&
G i.
. где G - масса проволоки; I - длина проволоки;, g -удельный вес применяемого материала;
ch - диаметр сварочной проволоки.
Перед проведением сварочных работ на микрокалькуляторе набирзется программа G,+, G. Число воздействий на клавишу 13 -(л 0) - это количество оборотов пода5 ющего ролика сварочного полуавтомата,
Использование устройства для измерения расхода сварочной проволоки позволяет определить оптимальный расход сварочной проволоки на одной изделие и
0 устанавливать наименее металлоемкий режим сварки, т.е. при различных режимах сварки и при применении различных сварочных материалов меняется коэффициент разбрызгивания металла. Вследствие не5 больших размеров и массы устройства для измерения расхода сварочной проволоки его можно свободно переставлять с одного сварочного полуавтомата на другой, производя необходимые для корректировки тех0 иологических процессов замеры практически в любых производственных условиях. Мягкость воздействия магнитных сил на клавишу суммирования гарантирует надежность и долговечность работы блока
5 обработки информации.
формула изобретения
Устройство для измерения расхода сварочной проволоки, содержащее корпус,
0 приводной вал, подающий ролик, установленный на приводном валу, прижимной ролик, передающий ролик, закрепленный на приводном валу, механизм измерения числа оборотов передающего ролика и блок обра5 ботш информации, отличающееся тем; что, с целью упрощения конструкции, улучшения условий эксплуатации путем достижения мобильности посредством осуществления перемещения устройства с
0 одного объекта на другой, обеспечения возможности измерения расхода сварочной проволоки, блок обработки информации выполнен в виде микрокалькулятора со считывающим элементом, а механизм измерения
5 числа оборотов передающего ролика выполнен в виде упругой пластины, установленной на корпусе устройства с возможностью сосчитывающим элементом микрокалькулятора и, по крайней мере двух постоянных
0 магнитов, один из которых установлен на образующей поверхности передающего ролика, а другой закреплен на упругой пластине.
+
Фиг/
| Устройство для измерения длины сматываемого с барабана кабеля | 1986 |
|
SU1401255A1 |
| кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для измерения длины движущегося изделия | 1987 |
|
SU1446454A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для подачи сварочной проволоки | 1989 |
|
SU1655689A1 |
