Изобретение относится к обработке металлов давлением, в частности к оборудованию для изготовления гнутых изделий зигзагообразной формы, преимущественно из арматурной проволоки.
Известен механизм для изгибания арматурной проволоки в зигзагообразные изделия, содержащий привод и рычажные рабочие органы с губками, посредством которых проволоку изгибают без скольжений по этим губкам.
Основными недостатками этого устройства является относительно низкое качество изделий, так как при таком конструктивном выполнении устройства не гарантируется точность шага подачи, и низкая производительность, так как зубцы на изделии изготавливаются механизмом поочередно.
Цель изобретения - повышение производительности и расширение технологических возможностей путем получения изгибов, имеющих прямолинейные параллельные одна другой площадки.
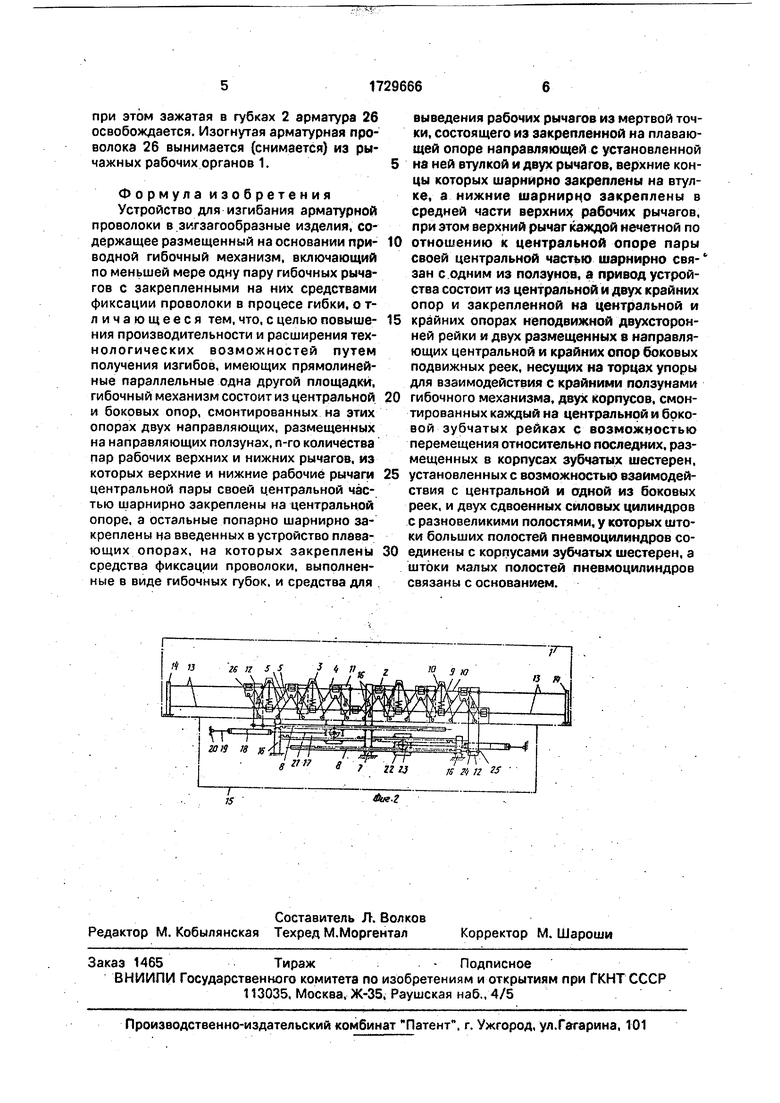
Па фиг,1 изображен предлагаемый механизм в исходном положении; на фиг.2 -то же, в конце цикла изгиба проволоки.
Устройство для изгибания арматурной проволоки содержит рычажные рабочие органы 1 с губками 2, закрепленными на больших 3 и малых 4 плавающих опорах, которые шарнирно соединены между собой парами рабочих рычагов 5.
Пара центральных рычагов 6 шарнирно закреплена на центральной неподвижной опоре 7, что позволяет снизить рабочий ход подвижных реек 8. Для страгивания с мертвой точки рычажных рабочих органов 1 в определенном направлении на больших плавающих опорах 3 установлены пружины 9, взаимодействующие с ломающимися ры- чагами 10, Своими вторыми концами ломающиеся рычаги 10 соединены с верхними рабочими рычагами 5. Для получения прямолинейного движения больших 3 и малых
4плавающих опор верхние рабочие рычаги
5через один шарнирно закреплены на ползунах 11 и 12, которые свободно перемещаются, по направляющим 13, закрепленным на центральном неподвижной опоре 7 и боковых опорах 14.
Одинаковая длина всех рабочих рычагов 5 и прямолинейное движение ползунов 11 и 12 по общим направляющим 13 позволяет изгибать проволоку с одинаковым шагом изгиба и получать при этом параллельные прямолинейные площадки.
Движение рычажного рабочего органа 1 осуществляет привод 15, состоящий из одной неподвижной 7 и двух крайних опор 16,
в которых закреплена общая рейка 17 и через которые могут перемещаться две подвижные рейки 8. Привод двух подвижных реек 8 осуществляется двумя сдвоенными
пневмоцилиндрами 18. Шток малого пнев- моцилиндра 19 шарнирно закреплен на неподвижном кронштейне 20, а шток большого пневмоцилиндра 21 закреплен на корпусе 22, перемещающемся по общей не0 подвижной 17 и подвижной 8 рейкам.
В корпусе 22 с возможностью свободного вращения закреплена шестерня 23, которая находится в зацеплении с рейками 17 и 8. При движении корпуса 22 шестерня 23
5 .катится по общей рейке 17 и перемещает подвижную рейку 8. Этот механизм позволяет увеличить длину хода пневмоцилиндра 18. На конце подвижной рейки 8 закреплен упор 2 с регулировочной гайкой 25.
0 При движении рейки 8 упор 24 тянет за собой крайний ползун 12, тем самым приводит в действие рычажные рабочие органы 1, которые также выполняют роль синхронизатора работы двух сдвоенных пневмоцилин5 дров 18.
Механизм работает следующим образом.
В исходном положении (фиг.1) мерную арматурную проволоку 26 укладывают в ще0 ки губок 2. Включают два сдвоенных пневмоцилиндра 18, которые перемещают корпуса 22. При этом шестерни 23, закрепленные в корпусах 22, обкатываются по общей рейке 17 и одновременно, находясь в
5 зацеплении с подвижными рейками 8, перемещают их.
Упорами 24, выставленными на подвижных рейках 8 при помощи гаек 25, происходит синхронное перемещение крайних
0 ползунов 12 к центральной неподвижной опоре 7 по направляющим 13. Причем пружина 9, действуя на ломающиеся рычаги 10, выводит пары рабочих рычагов 5, шарнирно соединенных с большими 3 и малыми 4 пла5 вающими опорами с закрепленными на них губками 2, из мертвой точки. Двигаясь далее по направляющим 13, крайние ползуны 12 поворачивают в шарнирах пары рабочих рычагов 5, которые перемещают большие 2 и
0 малые 4 плавающие опоры вниз и вверх соответственно относительно их исходного положения. При этом губки 2, закрепленные на них, всегда будут расположены параллельно одна другой, а арматура 26, зало5 женная в губки 2, изогнута.
После этого штоки малых пневмоцилин-- - дров 19 втягиваются в исходное положение. При этом подвижные рейки 8 передвигаются на некоторую величину назад и упоры 24 отходят от боковых тянущих ползунов 12,
при этом зажатая в губках 2 арматура 26 освобождается. Изогнутая арматурная проволока 26 вынимается (снимается) из рычажных рабочих органов 1.
Формулаизобретения Устройство для изгибания арматурной проволоки в зигзагообразные изделия, содержащее размещенный на основании приводной гибочный механизм, включающий по меньшей мере одну пару гибочных рычагов с закрепленными на них средствами фиксации проволоки в процесе гибки, о т- личающееся тем, что, с целью повышения производительности и расширения технологических возможностей путем получения изгибов, имеющих прямолинейные параллельные одна другой площадки, гибочный механизм состоит из центральной и боковых опор, смонтированных на этих опорах двух направляющих, размещенных на направляющих ползунах, п-ro количества пар рабочих верхних и нижних рычагов, из которых верхние и нижние рабочие рычаги центральной пары своей центральной частью шарнирно закреплены на центральной опоре, а остальные попарно шарнирно закреплены на введенных в устройство плавающих опорах, на которых закреплены средства фиксации проволоки, выполненные в виде гибочных губок, и средства для
выведения рабочих рычагов из мертвой точки, состоящего из закрепленной на плавающей опоре направляющей с установленной
на ней втулкой и двух рычагов, верхние концы которых шарнирно закреплены на втулке, а нижние шарнирно закреплены в средней части верхних рабочих рычагов, при этом верхний рычаг каждой нечетной по
отношению к центральной опоре пары своей центральной частью шарнирно свя- зан с одним из ползунов, а привод устройства состоит из центральной и двух крайних опор и закрепленной на центральной и
крайних опорах неподвижной двухсторонней рейки и двух размещенных в направляющих центральной и крайних опор боковых подвижных реек, несущих на торцах упоры для взаимодействия с крайними ползунами
гибочного механизма, двух корпусов, смонтированных каждый на центральной и боковой зубчатых рейках с возможностью перемещения относительно последних, размещенных в корпусах зубчатых шестерен,
установленных с возможностью взаимодействия с центральной и одной из боковых реек, и двух сдвоенных силовых цилиндров с разновеликими полостями, у которых штоки больших полостей пневмоцилиндров соединены с корпусами зубчатых шестерен, а штоки малых полостей пневмоцилиндров связаны с основанием.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сгибания фигурных изделий | 1981 |
|
SU963646A1 |
| Автомат для изготовления гнутых изделий | 1986 |
|
SU1400739A1 |
| Машина для гибки трубных панелей | 1979 |
|
SU835563A1 |
| СТАНОК ДЛЯ ГИБКИ ПРОВОЛОКИ И ПРУТКОВ | 2022 |
|
RU2803303C1 |
| Автомат для сборки пряжек | 1973 |
|
SU484967A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
| Автоматическая линия для изготовления арматурных каркасов | 1984 |
|
SU1337176A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| Устройство для упаковки пакетов штрипсов | 1959 |
|
SU130833A1 |
| Ротор станка для изготовления арматурных каркасов железобетонных труб | 1989 |
|
SU1706767A1 |
Изобретение относится к обработке металлов давлением, в частности к оборудованию для изготовления гнутых изделий зигзагообразной формы преимущественно из арматурной проволоки, и позволяет повысить производительность и расширить технологические возможности путем получения изгибов, имеющих прямолинейные параллельные площадки. Зажимные губки 2 устройства последовательно соединены между собой, парами рабочих рычагов 5. Пара центральных рычагов 6 шарнирно закреплена на центральной неподвижной опоре 7, что позволяет снизить рабочий ход подвижных реек 8. С верхними рабочими рычагами 5 соединены ломающиеся рычаги 10. Для получения прямолинейного движения больших 3 и малых 4 плавающих опор верхние рабочие рычаги 5 через один шарнирно закреплены на ползунах 11 и 12, которые свободно перемещаются по направляющим 13, закрепленным на центральной неподвижной опоре 7 и боковых опорах 14. Одинаковая длина всех рабочих рычагов 5 и прямолинейное движение ползунов 11 и 12 по общим направляющим 13 позволяют изгибать проволоку с одинаковым шагом изгиба и получать при этом параллельные прямолинейные площадки. Движение рычажного рабочего органа 1 осуществляет привод 15, состоящий из одной средней неподвижной опоры 7 и двух крайних опор 16, в которых закреплена общая двухсторонняя рейка 17 и через которые могут перемещаться две подвижные рейки 8. Привод двух подвижных реек 8 осуществляется двумя сдвоенными пневмоцилинд- рами 18, В исходном положении мерную арматурную проволоку 26 вкладывают в щеки губок 2, Включают два сдвоенных пневмо- цилиндра 18, которые перемещают корпуса 22, при этом шестерни 23, закрепленные в корпусах 22, обкатываются по общей рейке 17у, одновременно, находясь в зацеплении с подвижными рейками 8, перемещают их, При этом губки 2 будут расположены параллельно двуг другу, арматура 26 будет изогнута. 2 ил..1 V| ho Ч СЬ сь о
| МЕХАНИЗМ ДЛЯ ФОРМОВАНИЯ АРМАТУРНОЙ ПРОВОЛОКИ В ЗМЕЙКУ | 1954 |
|
SU100520A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
