Изобретение относится к устройствам для разборки стоп изделий и может быть использовано в мебельной и деревообрабатывающей промышленности.
Цель изобретения -улучшение эксплуатационных характеристик за счет исключения рассогласования находящихся в зоне верхнего конца подающего конвейера изделий.
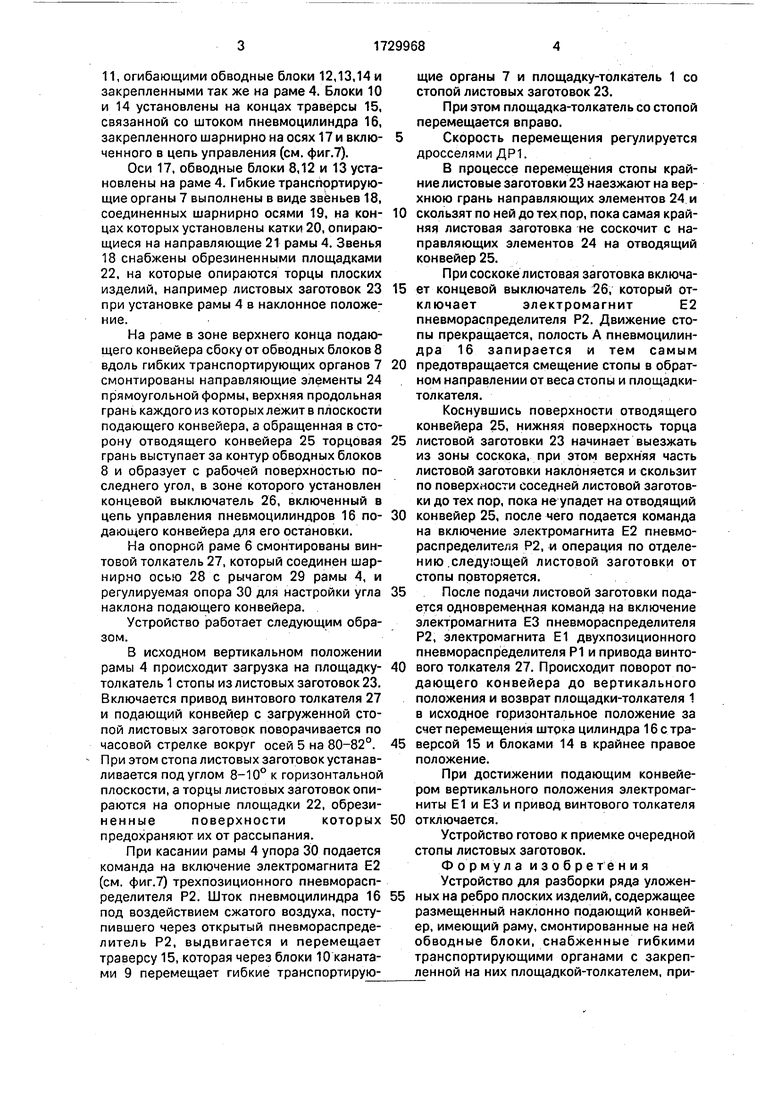
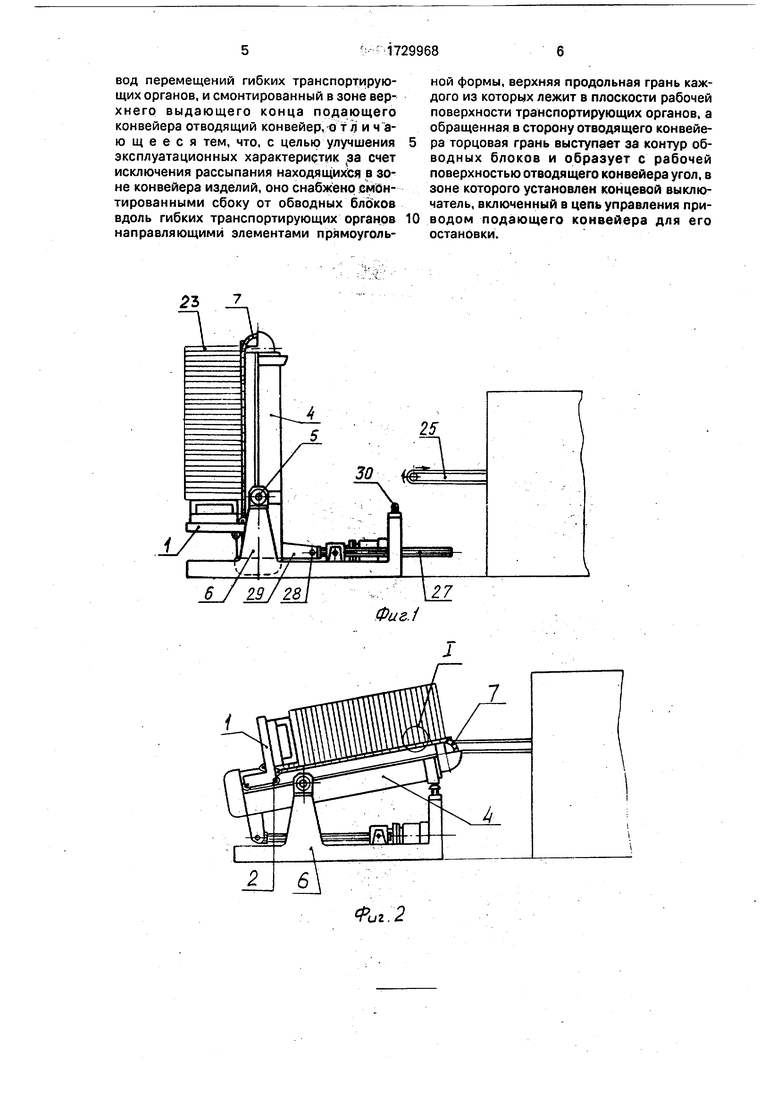
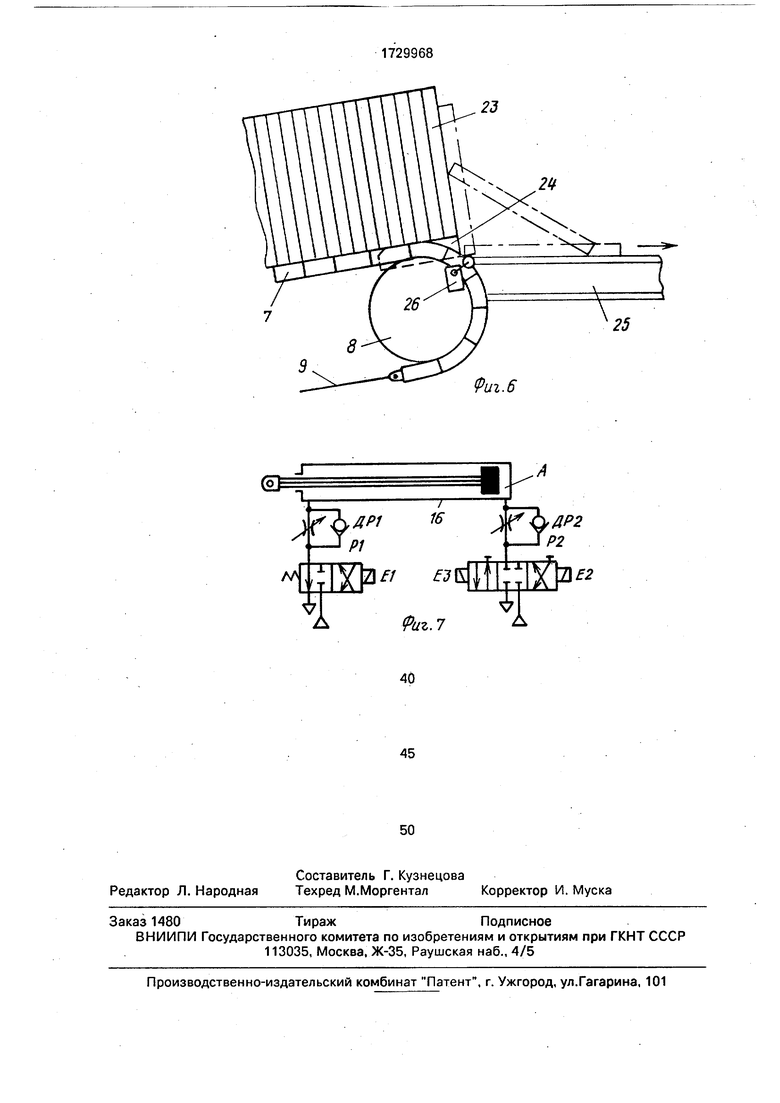
На фиг.1 изображено устройство для разборки стопы плоских изделий в положении загрузки стопы на устройство, общий вид; на фиг.2 - то же, в положении начала разборки стопы; на фиг.З - то же, в положении окончания .разборки стопы; на фиг.4 - тоже, кинематическая схема; на фиг.5-узел I на фиг.2; на фиг.6 - схема отделения плоского изделия от стопы; на фиг.7 - пневматическая схема устройства.
Устройство для разборки стопы плоских изделий содержит размещенный наклонно во время разборки стоп подающий конвейер, включающий площадку-толкатель 1, установленную на катках 2 с возможностью перемещения по направляющим 3 рамы 4, закрепленной шарнирно посредством осей 5 на опоре 6.
Площадка-толкатель 1 по бокам прикреплена к двум гибким транспортирующим органам 7, огибающим смонтированные на раме 4 обводные блоки 8 и связанные с канатами 9, концы которых закреплены на раме 4 через блоки 10.
С другой стороны площадка-толкатель 1 соединена двумя параллельными канатами
xi ю о ю
ON 00
11, огибающими обводные блоки 12,13,14 и закрепленными так же на раме 4. Блоки 10 и 14 установлены на концах траверсы 15, связанной со штоком пневмоцилиндра 16, закрепленного шарнирно на осях 17 и вклю- немного в цепь управления (см. фиг.7).
Оси 17, обводные блоки 8,12 и 13 установлены на раме 4. Гибкие транспортирующие органы 7 выполнены в виде звеньев 18, соединенных шарнирно осями 19, на кон- цах которых установлены катки 20, опирающиеся на направляющие 21 рамы 4. Звенья 18 снабжены обрезиненными площадками 22, на которые опираются торцы плоских изделий, например листовых заготовок 23 при установке рамы 4 в наклонное положение.
На раме в зоне верхнего конца подающего конвейера сбоку от обводных блоков 8 вдоль гибких транспортирующих органов 7 смонтированы направляющие элементы 24 прямоугольной формы, верхняя продольная грань каждого из которых лежит в плоскости подающего конвейера, а обращенная в сторону отводящего конвейера 25 торцовая грань выступает за контур обводных блоков 8 и образует с рабочей поверхностью последнего угол, в зоне которого установлен концевой выключатель 26, включенный в цепь управления пневмоцилиндров 16 по- дающего конвейера для его остановки.
На опорной раме 6 смонтированы винтовой толкатель 27, который соединен шарнирно осью 28 с рычагом 29 рамы 4, и регулируемая опора 30 для настройки угла наклона подающего конвейера.
Устройство работает следующим образом.
В исходном вертикальном положении рамы 4 происходит загрузка на площадку- толкатель 1 стопы из листовых заготовок 23. Включается привод винтового толкателя 27 и подающий конвейер с загруженной стопой листовых заготовок поворачивается по часовой стрелке вокруг осей 5 на 80-82°. При этом стопа листовых заготовок устанавливается под углом 8-10° к горизонтальной плоскости, а торцы листовых заготовок опираются на опорные площадки 22, обрези- ненные поверхности которых предохраняют их от рассыпания.
При касании рамы 4 упора 30 подается команда на включение электромагнита Е2 (см. фиг.7) трехпозиционного пневморасп- ределителя Р2. Шток пневмоцилиндра 16 под воздействием сжатого воздуха, поступившего через открытый пневмораспреде- литель Р2, выдвигается и перемещает траверсу 15, которая через блоки 10 канатами 9 перемещает гибкие транспортирующие органы 7 и площадку-толкатель 1 со стопой листовых заготовок 23.
При этом площадка-толкатель со стопой перемещается вправо.
Скорость перемещения регулируется дросселями ДР1.
В процессе перемещения стопы крайние листовые заготовки 23 наезжают на верхнюю грань направляющих элементов 24 и скользят по ней до тех пор, пока самая крайняя листовая заготовка не соскочит с направляющих элементов 24 на отводящий конвейер 25.
При соскоке листовая заготовка включает концевой выключатель 26, который отключаетэлектромагнитЕ2пневмораспределителя Р2. Движение стопы прекращается, полость А пневмоцилиндра 16 запирается и тем самым предотвращается смещение стопы в обратном направлении от веса стопы и площадки- толкателя.
Коснувшись поверхности отводящего конвейера 25, нижняя поверхность торца листовой заготовки 23 начинает выезжать из зоны соскока, при этом верхняя часть листовой заготовки наклоняется и скользит по поверхности соседней листовой заготовки до тех пор, пока неупадет на отводящий конвейер 25, после чего подается команда на включение электромагнита Е2 пневмораспределителя Р2, и операция по отделению .следующей листовой заготовки от стопы повторяется.
После подачи листовой заготовки подается одновременная команда на включение электромагнита ЕЗ пневмораспределителя Р2, электромагнита Е1 двухпозиционного пневмораспределителя Р1 и привода винтового толкателя 27. Происходит поворот подающего конвейера до вертикального положения и возврат площадки-толкателя 1 в исходное горизонтальное положение за счет перемещения штока цилиндра 16стра- версой 15 и блоками 14 в крайнее правое положение.
При достижении подающим конвейером вертикального положения электромагниты Е1 и ЕЗ и привод винтового толкателя отключается.
Устройство готово к приемке очередной стопы листовых заготовок.
Формула изобретения
Устройство для разборки ряда уложенных на ребро плоских изделий, содержащее размещенный наклонно подающий конвейер, имеющий раму, смонтированные на ней обводные блоки, снабженные гибкими транспортирующими органами с закрепленной на них площадкой-толкателем, привод перемещений гибких транспортирующих органов, и смонтированный в зоне вер- хнего выдающего конца подающего конвейера отводящий конвейер, о т л и чающееся тем, что, с целью улучшения эксплуатационных характеристик за счет исключения рассыпания находящихся в зоне конвейера изделий, оно снабжено .смонтированными сбоку от обводных блоков вдоль гибких транспортирующих органов направляющими элементами прямоуголь0
ной формы, верхняя продольная грань каждого из которых лежит в плоскости рабочей поверхности транспортирующих органов, а обращенная в сторону отводящего конвейера торцовая грань выступает за контур обводных блоков и образует с рабочей поверхностью отводящего конвейера угол, в зоне которого установлен концевой выключатель, включенный в цепь управления приводом подающего конвейера для его остановки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированная линия для штамповки лонжеронов | 1987 |
|
SU1558706A1 |
| Устройство для сортировки листовыхзАгОТОВОК | 1979 |
|
SU820907A1 |
| Роторно-конвейерная машина с вертикальной осью для листовой штамповки | 1986 |
|
SU1428562A1 |
| Устройство для отделения листа от стопы и подачи его в зону обработки | 1985 |
|
SU1338940A1 |
| ЛИНИЯ ДЛЯ ВЫРАБОТКИ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ НА ЛИСТАХ | 1971 |
|
SU424550A1 |
| Автоматизированный комплекс для штамповки деталей из полосового материала | 1985 |
|
SU1296269A1 |
| Устройство для отделения листовой заготовки от стопы и подачи ее в зону обработки | 1989 |
|
SU1763073A1 |
| Конвейерная линия для изготовления листовых асбестоцементных изделий | 1980 |
|
SU982924A1 |
| Устройство для разборки пакета длинномерных цилиндрических изделий | 1989 |
|
SU1787911A1 |
| Устройство для подачи заготовок в зону обработки | 1990 |
|
SU1757770A1 |
Изобретение относится к устройствам для разборки ряда изделий и может быть использовано в мебельной и деревообрабатывающей промышленности. Цель изобретения - улучшение эксплуатационных характеристик за счет исключения рассыпания находящихся в зоне верхнего конца подающего конвейера изделий. Это достигается за счет того, что в верхней части наклонного подающего конвейере сбоку от обводных блоков 8 в дол;, гибких транспортирующих органов 7 смонтированы прямоугольные направляющие элементы 24, верхняя продольная грань каждого из которых лежит в плоскости рабочей поверхности транспортирующих органов, а обращенная в сторону отводящего конвейера 25 торцовая грань выступает за контур обводных блоков 8. В зоне образованного упомянутыми торцовыми гранями направляющих элементов 24 и отводящим конвейером 25 угла установлен концевой выключатель. При соскакивании изделий 23 с направляющих элементов 24 концевой выключатель 26 подает команду на временное отключение привода подающего конвейера. 7 ил. со С
Фиг.1
Фиг. 2
ери. 3
Фиг.Ь
ДР116
Р1
Р2
| Устройство для разборки штабеля штучных грузов | 1971 |
|
SU481514A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
