Изобретение относится к подъемно- транспортному оборудованию и может быть использовано в роторно-конвейерных линиях во многих отраслях машиностроения,
Цель изобретения - расширение технологических и эксплуатационных возможностей за счет упрощения обслуживания рабочих позиций.
На чертеже изображена схема устройства для осуществления способа,
Способ транспортирования изделий при их обработке осуществляется следующим образом.
Рабочие позиции 1 с обрабатывающими инструментами закреплены на основании 2 неподвижно концентрично вращающемуся на оси 3 ротору 4. Изделия размещаются в носителях 5 замкнутого гибкого звена 6, который огибает по дуге ротор 4 с гнездами 7. Между ротором 4 и рабочими позициями 1 установлена дуговая направляющая 8, охватываемая замкнутым гибким звеном 6 посредством роликов 9. Концы 10 и 11 дуговой направляющей 8 скруглены, Дуговая направляющая 8 установлена с возможностью вращения вокруг ротора 4. На основании 2 размещены узлы 12 и 13 загрузки и узлы 14 и 15 разгрузки. В узлах 16 и 17 размещено оборудование для выполнения операций над изделиями других номенклатур. Носители 18 и 19 замкнутого гибкого звена 6 занимают промежуточные положения относительно рабочих позиций 20 и 21.
Загрузка изделий носителей 5 цепного органа производится в узлах 12 и 13 загрузки. Вращающийся по стрелке ротор 4 перемещает размещенные в его гнездах 7 носители замкнутого гибкого звена 6, который своими роликами воздействует на конец 10 дуговой направляющей 8. В это же время ролики замкнутого гибкого звена 6 освобождают конец 11 дуговой направляющей 8, которая начинает вращаться по направлению вращения ротора 4. В результате этого носитель 19 покидает рабочую позицию 20, а носитель 18 вводится в рабочую позицию 21. Обработка изделий при этом производится на рабочих позициях, расположенных в данный период времени на дуге, угловой размер которой ранен угловому размеру дуговой направляющей, находящейся перед этими рабочими позициями.
Таким образом, путем последовательного подведения носителей с изделиями к
неподвижным рабочим позициям (например, носителя 19 к рабочей позиции 21) с одновременным отведением носителей от рабочих позиций (например, носителя 19 от
рабочей позиции 20) осуществляется способ транспортирования изделий при их обработке. Выгрузка обработанных изделий производится в узлах 14 и 15 разгрузки. В результате того, что рабочие позиции
закреплены на основании неподвижно, упрощается их обслуживание, что расширяет технологические и эксплуатационные возможности устройства.
Формула изобретения
1. Способ транспортирования изделий при их обработке, включающий перемещение изделий носителями замкнутого гибкого звена, подачу изделий в зону взаимодействия с обрабатывающим инструментом на рабочих позициях и вынос их в зону взаимодействия, отличающийся тем, что, с целью расширения технологических и эксплуатационных возможностей за счет упрощения обслуживания рабочих позиций,
подачу изделий в зону взаимодействия с обрабатывающим инструментом на рабочих позициях и вынос их из зоны взаимодействия осуществляют последовательным подведением носителей с изделиями к рабочим
позициям в начале зоны взаимодействия с отведением носителей с изделием в конце зоны взаимодействия.
2. Устройство для транспортирования изделий при их обработке, включающее
замкнутое гибкое звено с носителями изделий, установленный на основании ротор с гнездами для носителей и рабочие позиции с обрабатывающими инструментами, отличающееся тем, что оно снабжено дуговой
направляющей, охватываемой замкнутым гибким звеном и установленной между ротором и рабочими позициями с возможностью вращения вокруг ротора, при этом рабочие позиции закреплены на основании
неподвижно концентрично ротору, а количество носителей, рабочих позиций и номенклатур одновременно обрабатываемых изделий определяется по формуле (В ± 1), где Н - количество носителей,
0 шг; В - количество рабочих позиций одной номенклатуры, шт; К - количество номенклатур, шт, с соблюдением условия, что
(Н-КВ) 2 и , где С - целое число.
5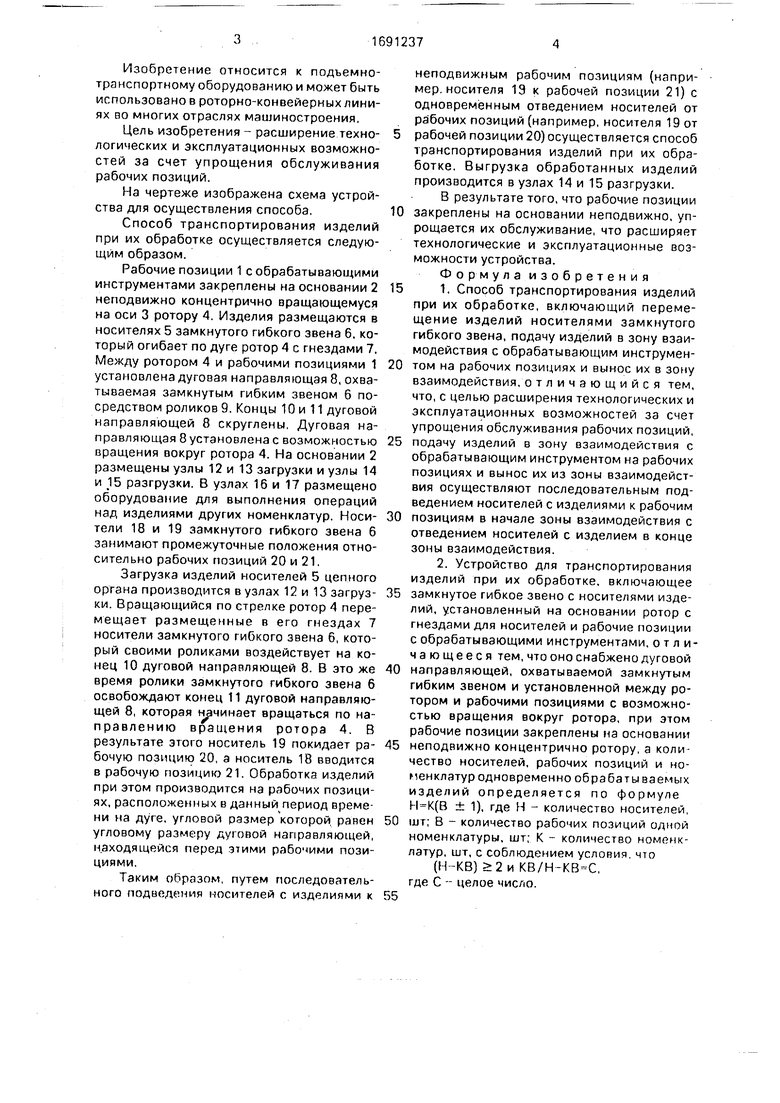
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ транспортирования изделий при их обработке и устройство для его осуществления | 1989 |
|
SU1794817A1 |
| РОТОРНО-КОНВЕЙЕРНАЯ ЛИНИЯ | 1992 |
|
RU2036771C1 |
| СПОСОБ МЕЖОПЕРАЦИОННОГО ПЕРЕМЕЩЕНИЯ ОБЪЕКТОВ В РОТОРНЫХ МАШИНАХ, РОТОРНАЯ МАШИНА И ТРАНСПОРТНЫЙ РОТОР ДЛЯ ОСУЩЕСТВЛЕНИЯ ИЗДЕЛИЙ | 1989 |
|
RU2045383C1 |
| Роторно-конвейерная машина | 1981 |
|
SU1016208A1 |
| Гибкое автоматизированное производство | 1985 |
|
SU1351747A1 |
| Автоматизированный комплекс | 1989 |
|
SU1703391A1 |
| Электрическая печь для термообработки пружин | 1986 |
|
SU1420326A1 |
| Роторно-конвейерная машина | 1988 |
|
SU1574479A1 |
| Роторная двухпоточная машина | 1989 |
|
SU1660992A1 |
| Машина для гибки коробчатых деталей | 1988 |
|
SU1555012A1 |
Изобретение относится к подъемно- транспортному оборудованию и м.б. использовано в роторно-конвейерных линиях во многих отраслях машиностроения. Цель - расширение технологических и эксплуатационных возможностей за счет упрощения обслуживания рабочих позиций (РП). Устройство для осуществления способа транспортирования изделий при их обработке включает замкнутое гибкое звено 6 с носителями 5 изделий. На основании 2 установлен ротор 4 с гнездами 7 для носителей 5 и РП 1 с обрабатывающими инструментами. Между ротором 4 и РП 1 установлена дуговая направляющая (ДН) 8 с возможностью вращения вокруг ротора 4, охватываемая звеном 6, а РП 1 концентричны ротору 4. Угловой размер ДН 8 равен угловому размеру зоны взаимодействия изделий с обрабатывающим инструментом РП 1. Количество РП 1, носителей 5 и номенклатур одновременно обрабатываемых изделий определяется по формуле (В+1), где Н - количество носителей, шт, В - количество РП одной номен- клатуры, шт, К - количество номенклатур, шт. с соблюдением условий, что Н-КВ 2 и КВ/Н-КВ С - целое число. Проводится загрузка изделий в носители 5 звена 6. Вращающийся ротор 4 переме- щает своими гнездами 7 носители 5. Ролики звена 6 воздействуют на конец 10 ДН 8. Другой конец 11 ДН 8 при этом освобождается от звена 6 и ДН 8 начинает вращаться в направлении вращения ротора 4. В результате этого носитель 19 покидает РП 20, а носитель 18 вводится в РП 21 и т. д. Путем последовательного подведения носителей с изделиями к РП зоны взаимодействия и одновременного отведения носителей от противоположных РП осуществляется способ транспортирования изделий при их обработке. 2 с.п. ф-лы, 1 ил. Ё О о fo GO VI
| Роторно-конвейерная машина | 1982 |
|
SU1084203A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Авторское свидетельство СССР Nf 1484789 | |||
| кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
