Изобретение относится к станкострое- VIMJO, в частности к способам контроля износа режущего инструмента.
Цель изобретения - расширение технологических возможностей способа.
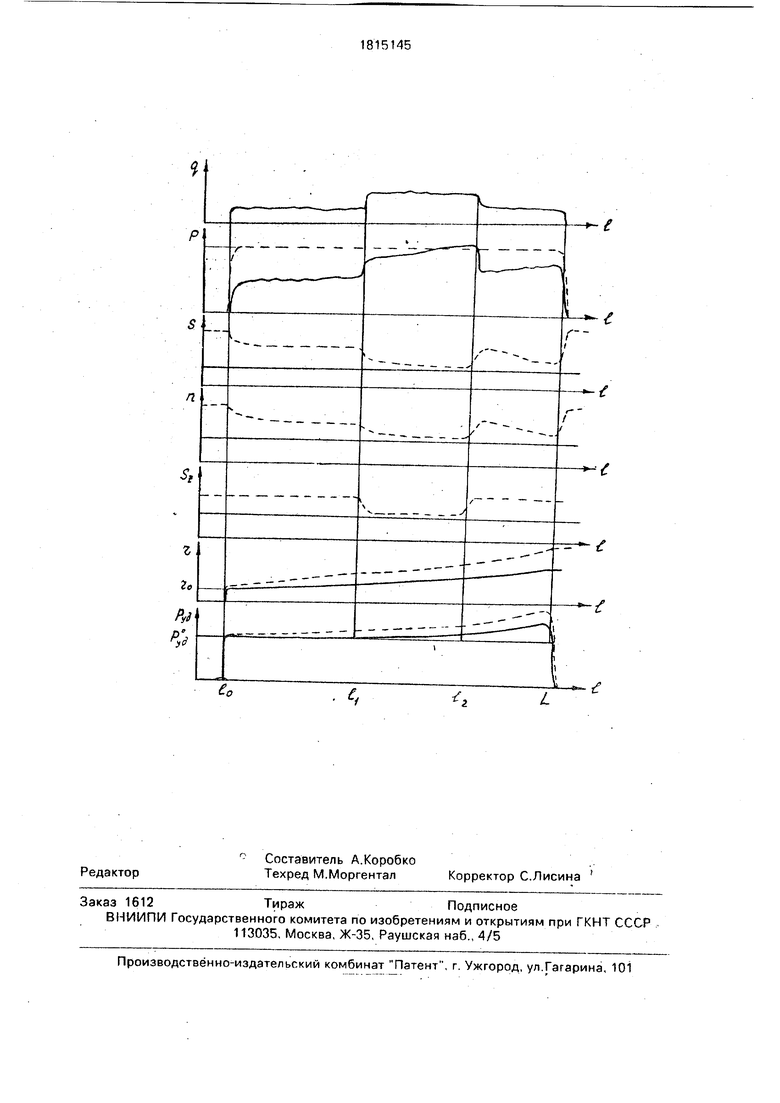
; Способ контроля износа режущего инструмента иллюстрируется диаграммами изменения усилия резания Р, подачи s, частоты вращения п, подачи на зуб sz, износа инструмента г, удельной силы резания РУД. и припуска q обработки в функции длины прохода I при обычной схеме обработки (сплошные линии) и при адаптивном регулировании режима резания (штриховые линий).
Способ реализуется следующим образом.
Усилие резания в функции от параметров режима резания выражается известной степенной зависимостью
У Xsz Р - Ср ЧХЧ sz Z kr(1)
где Ср, Xq, Xs - постоянные для данного режима резания значения коэффициента и показателей степени;
q - припуск обработки (сечение срезаемого слоя);
z - число зубьев;
sz s/n z - подача на зуб инструмента;
kr f(r) - коэффициент, учитывающий затупление режущего инструмента и зависящий от износа г.
При фиксированном режиме резания s const, n const, sz const и усилие резания Р зависит только от припуска q и износа
Г. ч
.По мере увеличения длины обработки износ г монотонно растет и на участках, где припуск относительно стабилен, например, на участке IHa можно заметить монотонное возрастание усилия резания Р.
00
оп
Ј ел
Из формулы (1) следует, что
(Р
СР -q
q
XSZ
$z
где fa -функция, обратная функции ft, зависимости kr от г. Заметим, что для данного режима резания Ср const, а удельное значение силы резания определяется Руд. P/q sz.
Таким образом, износ г можно поставить при постоянных Xq и Xs в некоторую зависимость от Руд..r f3 (Руд.)
Значение Руд. непрерывно рассчитывается по измеренному значению усилия Р. рассчитанному значению sz s/n z и заполненному ранее значению q для ряда дискретных значений li пути обработки, при которых ранее производилось измерение, вычисление и запоминание значений q.
Таким образом, независимо от способа ведения обработки (фиксированный или регулируемый режим резания) и припуска обработки по отношению расчетных значений Руд.1 к запомненному в начальный момент резания незатупившимся инструментом РуД.° с начальным износом го можно судить о текущем значении износа инструмента г.
При фиксированном режиме резания изменяется припуск обработки и усилие резания, однако при s const и n const можно заметить, что Руд является функцией 5 только износа инструмента.
При адаптивном управлении и изменяющемся припуске усилие резания Р поддерживается постоянным (Р const) путем регулирования n и s, однако значение Руд.
10
зависит только от величины износа инструмента. Вследствие интенсификации режима резания при адаптивном управлении скорость износа выше, чем для фиксированного режима резания, что отмечено штриховыми 15 кривыми г Руд. на диаграммах.
Формула изобретения
Способ контроля износа режущего инс- 20 трумента, включающий измерение начального значен ия величины силового параметра при резании детали острозаточенным инструментом и определение величины износа по соотношению текущего и 25 начального значений параметра, о т л и ч а- ю щи и с я тем, что, с целью расширения технологических возможностей, величину износа инструмента определяют по соотношению текущего и начального значений
30
удельной силы резания на единицу площади срезаемого сечения стружки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ ДЛИННОМЕРНЫХ ПЛОСКИХ ИЗДЕЛИЙ | 1998 |
|
RU2131803C1 |
| СПОСОБ МНОГОПРОХОДНОЙ ТОКАРНОЙ ОБРАБОТКИ | 1992 |
|
RU2050226C1 |
| ВСЕСОЮЗН.АЯ |?1Д1ЕН!И04Й^ПНЕСЙАЯ I. ^---НСТЕКЛ | 1973 |
|
SU381199A1 |
| Способ шлифования магнитной головки | 1987 |
|
SU1458175A1 |
| Система адаптивного управления | 1983 |
|
SU1133583A1 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
| Способ определения жесткости станка | 1985 |
|
SU1294490A1 |
| Способ обработки деталей из заготовок с неравномерным припуском | 1981 |
|
SU1000155A2 |
| АВТОМАТИЧЕСКИЙ ТЕКУЩИЙ КОНТРОЛЬ СОСТОЯНИЯ ИНСТРУМЕНТА | 1997 |
|
RU2180967C2 |
| Способ адаптивного управления двухшпиндельным фрезерным станком | 1991 |
|
SU1815144A1 |
| Integrierte Werkzeuguber Wachnung fur die brehbearbeitung, Technische Rundschau, 1987, № 5, S | |||
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |
