Изобретение относится к обработке металлов давлением и может быть использовано в трубогибочных машинах, работающих по схеме гибки обкаткОй роликом по шаблону, при изготовлении плоских змеевиков из длинномерных трубных плетей. .:. Целью изобретения является создание конструкции гибочного механизма, обеспечивающего изменение радиуса гибки в широком диапазоне размеров, улучшение качества гибки, расширение технологических возможностей за счёт гибки как тонкостенных, так и толстостенных труб, а также повышение эксплуатационной надежности механизма в процессе гибки.
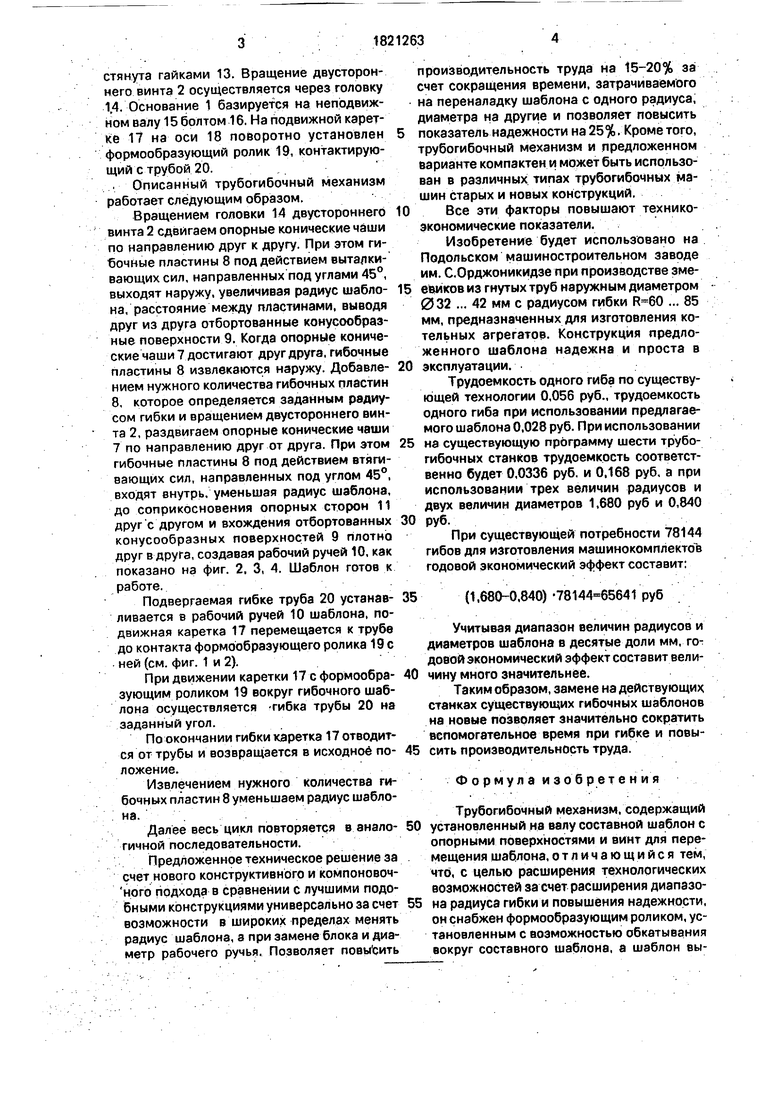
На фиг. 1 изображен главный вид предложенного трубогибочного механизма (гибочные пластины находятся в рабочем
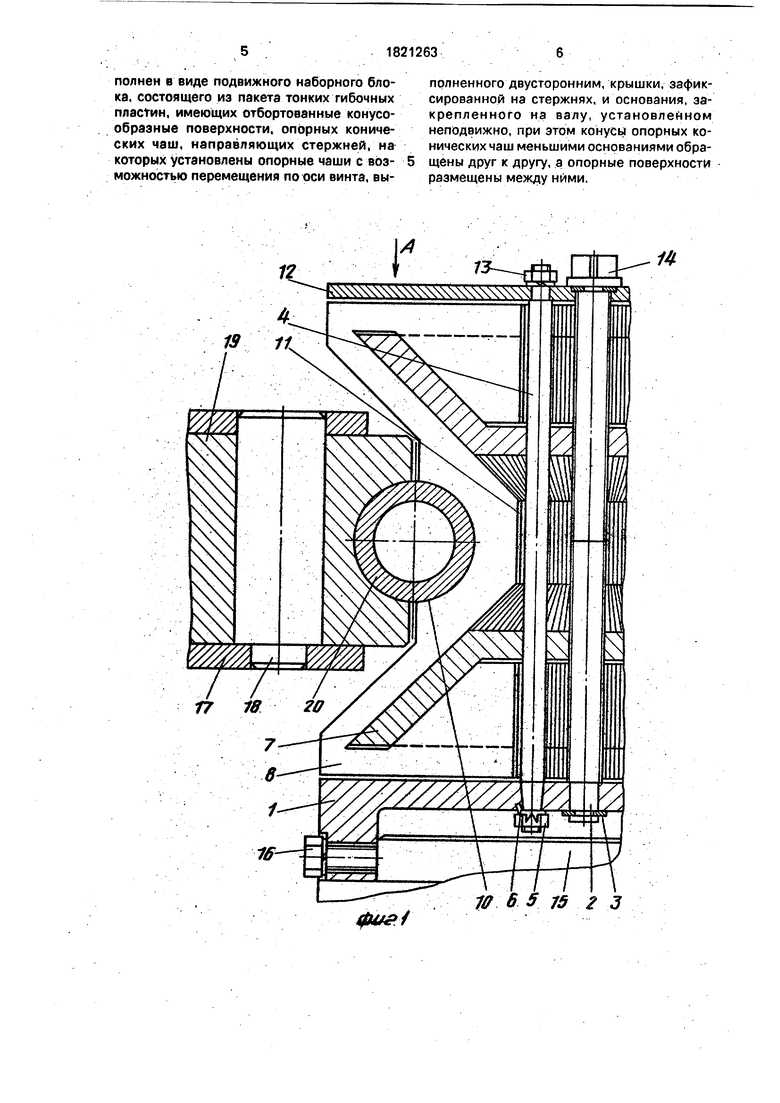
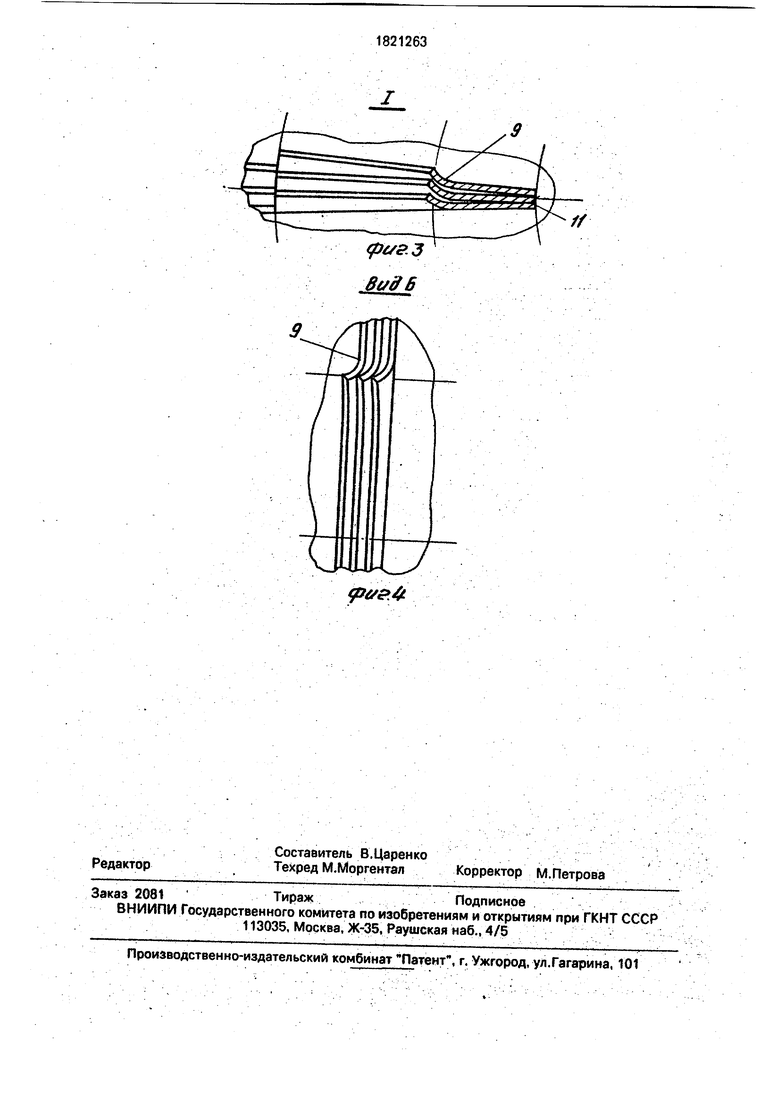
состоянии); на фиг. 2 - вид А (вид шаблона в плане); на фиг. 3 - выносной элемент 1 (отбортованные конусообразные поверхности в разрезе); на фиг. 4 - вид Б (вид спереди на гибочные пластины с конусообразными отбортованными поверхностями).
Трубогибочный механизм включает в себя основание 1 с закрепленными на нем двусторонним винтом 2 посредством стопорного кольца 3 и направляющими стержнями 4 посредством гаек 5 и стопорных шайб 6. На двустороннем винте 2 находятся опорные конические чаши 7 с многочисленными тонкими гибочными пластинами 8, имеющими отбортованные конусообразные поверхности 9, создающие рабочий ручей 10 шаблона и опорные стороны 11, Крышка 12 лежит на направляющих стержнях 4 и
00
ю
0
о со
стянута гайками 13. Вращение двустороннего винта 2 осуществляется через головку 1,4. Основание 1 базируется на неподвижном валу 15 болтом 16. На подвижной каретке 17 на оси 18 поворотно установлен формообразующий ролик 19, контактирующий с трубой 20.
,... Описанный трубогибочный механизм работает следующим образом.
Вращением головки 14 двустороннего винта 2 сдвигаем опорные конические чаши по направлению друг к другу. При этом гибочные пластины 8 под действием выталкивающих сил, направленных под углами 45°, выходят наружу, увеличивая радиус шаблона, расстояние между пластинами, выводя друг из друга отбортованные конусообразные поверхности 9. Когда опорные конические чаши 7 достигают друг друга, гибочные пластины 8 извлекаются наружу. Добавлением нужного количества гибочных пластин 8, которое определяется заданным радиусом гибки и вращением двустороннего винта 2, раздвигаем опорные конические чаши 7 по направлению друг от друга. При этом гибочные пластины 8 под действием втягивающих сил, направленных под углом 45°, входят внутрь, уменьшая радиус шаблона, до соприкосновения опорных сторон 11 друг с другом и вхождения отбортованных конусообразных поверхностей 9 плотно друг в друга, создавая рабочий ручей 10, как показано на фиг. 2, 3, 4. Шаблон готов к работе.
Подвергаемая гибке труба 20 устанавливается в рабочий ручей 10 шаблона, подвижная каретка 17 перемещается к трубе до контакта формообразующего ролика 19 с ней (см. фиг. 1 и 2).
При движении каретки 17 с формообра- зующим роликом 19 вокруг гибочного шаблона осуществляется -гибка трубы 20 на заданный угол.
По окончании гибки каретка 17 отводится от трубы и возвращается в исходное положение.
Извлечением нужного количества гибочных пластин 8 уменьшаем радиус шаблона.
Далее весь цикл повторяется в аналогичной последовательности.
Предложенное техническое решение за счет нового конструктивного и компоновоч- ного подхода в сравнении с лучшими подобными конструкциями универсально за счет возможности в широких пределах менять радиус шаблона, а при замене блока и диаметр рабочего ручья. Позволяет повысить
производительность труда на 15-20% за счет сокращения времени, затрачиваемого на переналадку шаблона с одного радиуса, диаметра на другие и позволяет повысить
показатель надежности на 25%, Кроме того, трубогибочный механизм и предложенном варианте компактен и может быть использован в различных типах трубогибочных машин старых и новых конструкций.
Все эти факторы повышают технико- экономические показатели.
Изобретение будет использовано на Подольском машиностроительном заводе им. С.Орджоникидзе при производстве змеевмков из гнутых труб наружным диаметром 032 ... 42 мм с радиусом гибки ... 85 мм, предназначенных для изготовления котельных агрегатов. Конструкция предложенного шаблона надежна и проста в
эксплуатации.
Трудоемкость одного гиба по существующей технологии 0,056 руб., трудоемкость одного гиба при использовании предлагаемого шаблона 0,028 руб. При использовании
на существующую программу шести трубогибочных станков трудоемкость соответственно будет 0,0336 руб. и 0,168 руб, а при использовании трех величин радиусов и двух величин диаметров 1,680 руб и 0,840
руб.
При существующей потребности 78144 гибов для изготовления машинокомплектов годовой экономический эффект составит:
35
(1,680-0,840) -78144 65641 руб
Учитывая диапазон величин радиусов и диаметров шаблона в десятые доли мм, годовой экономический эффект составит вели- чину много значительнее.
Таким образом, замене на действующих
станках существующих гибочных шаблонов
на новые позволяет значительно сократить
вспомогательное время при гибке и повысить производительность труда.
Формула изо бретени я
Трубогибочный механизм, содержащий установленный на валу составной шаблон с опорными поверхностями и винт для перемещения шаблона,отличающийся тем, что, с целью расширения технологических возможностей за счет расширения диапэзо- на радиуса гибки и повышения надежности, он снабжен формообразующим роликом, установленным с возможностью обкатывания вокруг составного шаблона, а шаблон выполнен в виде подвижного наборного блока, состоящего из пакета тонких гибочных пластин, имеющих отбортованные конусообразные поверхности, опорных конических чаш, направляющих стержней, на которых установлены опорные чаши с возможностью перемещения по оси винта, выполненного двусторонним, крышки, зафиксированной на стержнях, и основания, закрепленного на валу, установленном неподвижно, при этом конусы опорных конических чаш меньшими основаниями обращены друг к другу, а опорные поверхности размещены между ними.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2010 |
|
RU2434703C1 |
| Трубогибочная машина | 1973 |
|
SU467556A1 |
| Устройство для гибки труб | 1982 |
|
SU1152684A1 |
| Станок для изготовления змеевиков | 1977 |
|
SU725766A1 |
| Трубогибочный комплекс | 1987 |
|
SU1524957A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| Установка для изготовления пакетов экономайзеров | 1988 |
|
SU1590298A1 |
| Трубогибочный станок | 1984 |
|
SU1274802A1 |
| ТРУБОГИБОЧНЫЙ СТАНОК | 1987 |
|
SU1429414A1 |
| Трубогибочная машина | 1985 |
|
SU1299655A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в трубогибочных машинах, работающих по схеме гибки обкаткой роликом по шаблону, при изготовлений плоских змеевиков из длинномерных трубных плетей. Трубогибоч- ный механизм содержит формообраэующйй ролик, установленный с возможностью обкатывания вокруг составного шаблона. Новым в устройстве является то, что составной шаблон состоит из подвижного наборного блока, выполненного из пакета тонких гибочных пластин, имеющих отбортованные конусообразные поверхности, и опорных конических чаш, установленных с возможностью перемещения по оси двустороннего винта по направляющим стержням, при этом блок размещен между крышкой, зафиксированной на стержнях, и основанием закрепленным на неподвижной валу, при этом конусы опорных конических чаш меньшими основаниями обращены друг к другу, а между ними размещены опорные поверхности. Гибка осуществляется обкатыванием формообразующего ролика вокруг гибочного шаблона. Радиус гибки уменьшается извлечением нужного количества гибочных пластин. 4 ил., s Ё
19
16
ф&&/
Iff 6 5 15 2 3
Bt/9A
20
т
фие.2
Ф&&4
| Разъемный шаблон для гибки труб | 1976 |
|
SU539642A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
