Изобретение относится к области получения алкил-трет-алкиловых эфиров и/или эфирсодержащих смесей, в частности с углеводородами, с целью использования их в качестве высокооктановых составляющих моторных топлив.
Известны способы [Пат. СССР N 858557, 23.08.1981, БИ N 31; Пат. SU N 1037632, 10.03.1995, БИ N 7] получения алкил-трет-алкиловых эфиров путем контактирования углеводородных смесей, содержащих как минимум трет-алкены, и алифатического(их) спирта(ов) с кислым(и) гетерогенным(и) катализатором(ами), в частности сульфокатионитами. При этом, во избежание отложения полимеров на катализаторе(ах) и его(их) дезактивации используют углеводородные смеси, не содержащие алкадиенов или содержащие их в весьма ограниченном (обычно менее 5%) количестве.
Недостатком способа является невозможность использования в качестве углеводородного сырья, подаваемого в зону(ы) синтеза эфиров, смесей с большим содержанием алкадиенов.
Известен способ [Пат. СССР N 747415, 07.07.1980, БИ N 25], получения алкил-трет-бутиловых эфиров, согласно которому в качестве сырья используют углеводородную изобутиленсодержащую смесь, включающую от 2 до 40% бутадиена, и спирт, и процесс ведут при температуре 60-120oC и объемной скорости 5-35 л/л катализатора в час, определяемой по формуле V = 1/2T-25, где T - температура в oC. В качестве предпочтительной указана температура 60-80oC.
В описании способа по Пат. СССР N 747415 отсутствуют сведения о длительности сохранения катализаторами активности в предложенных условиях (в примерах максимальное указанное время эксперимента 2,5 часа) и не указаны способы специальной подготовки сырья, необходимые для обеспечения длительной работы катализатора(ов).
В действительности, использование реальных углеводородных смесей, выделенных ректификационными методами из продуктов термического и термокаталитического превращения углеводородов и содержащих значительное количество алкадиенов, в условиях, определяемых патентом СССР N 747415, даже в указанном предпочтительном температурном пределе до 80oC приводит к довольно быстрой дезактивации катализатора полимерными отложениями.
Известен и наиболее близок к предлагаемому нами изобретению способ [Пат. WO 87/07259 A1, 03.12.87], согласно которому получение алкил-трет-бутиловых эфиров осуществляют исходя из C4-смесей, содержащих изобутилен, от 10% до 70% бутадиена и другие углеводороды, и алифатических спиртов, предпочтительно выбираемых из метанола и этанола, химическое взаимодействие изобутена и спирта(ов) проводят при температуре не выше 60oC в присутствии макропористого сульфокатионита с последующей отгонкой непрореагировавших компонентов, причем из исходного спирта и/или из смеси углеводородов C4 перед химическим превращением, удаляют кислород до остаточной концентрации 1-2 ppm или менее.
Способ имеет следующие недостатки:
- допускаемая температура 60oC, если она имеет место при входе в реактор, а именно на начальном участке реактора, где концентрация реагентов, скорость реакции и тепловыделение являются максимальными, не обеспечивает (при соблюдении других признаков формулы патента) отсутствие отложений полимеров на катализаторе и его дезактивации;
- в патенте (его примерах) показано лишь обеспечение длительной работы последующей ректификационной колонны (что является относительно легкой задачей), но не обеспечивает длительной работы катализатора;
- в патенте допускается отсутствие очистки от растворенного кислорода поступающего потока спирта/ов и в качестве обязательной указывается очистка одного из потоков: либо спирта/ов, либо смеси углеводородов C4. В действительности, если очистку спирта(ов) от кислорода не проводить, имеют место отложение полимеров на катализаторе и его дезактивация;
- в патенте выдвигается в качестве обязательной чрезвычайно глубокая степень очистки от растворенного кислорода (до не более 1-2 ppm), очищаемого потока, что технически не всегда возможно и рентабельно и не дает необходимого эффекта защиты катализатора, если очищают смесь углеводородов, но не очищают спирт(ы) или имеют температуру при входе в реакционную зону выше 50oC.
Совокупность признаков, данных в формуле изобретения WO 87/07259 A1, не гарантируют отсутствия полимерных отложений и дезактивации катализатора.
Нами найдено техническое решение, включающее совокупность признаков, при котором обеспечивается отсутствие отложений полимеров на катализаторе и его дезактивация в течение длительного времени работы.
Мы предлагаем способ получения алкил-трет-алкиловых эфиров и/или эфирсодержащих смесей, при котором в качестве сырья используют исходные углеводородные смеси, содержащие трет-алкен(ы) и более 5% алкадиенов C4, а также другие углеводороды, и алифатические спирты, из сырья удаляют растворенный кислород и проводят химическое взаимодействие трет-алкена(ов) со спиртом(ами) в присутствии кислых ионообменных катализаторов с последующей отгонкой как минимум непрореагировавших углеводородов C4, заключающийся в том, что после удаления растворенного кислорода из исходного потока спирта(ов) и, возможно, из исходной углеводородной смеси, или удаления растворенного кислорода из смеси спирта(ов) с исходной углеводородной смесью, при суммарной подаче сырья в реакционную(ые) зону(ы) от 0,3 до 4,5 л/л катализатора в час поддерживают температуру при входе в реакционную(ые) зону(ы) не более 50oC, предпочтительно менее 40oC, и на выходе из нее (них) - не более 60oC.
Как вариант предлагается способ, заключающийся в том, что удаление кислорода из указанного(ых) потока(ов) проводят путем кипячения и/или дистилляции, и/или продувки инертным газом или водородом, или углеводородами C1-C3.
Как вариант предлагается способ, заключающийся в том, что процесс химического взаимодействия трет-алкена(ов) со спиртом(ами) проводят с теплосъемом и/или с разбавлением углеводородами, в которых трет-алкены отсутствуют и/или находятся в концентрациях меньших, чем в указанной исходной углеводородной смеси.
Как вариант предлагается способ, заключающийся в том, что в реакционную(ые) зону(ы) подают исходные потоки, не содержащие более 0,001%, предпочтительно не содержащие более 0,0001%, растворенного кислорода.
Как вариант предлагается способ, заключающийся в том, что в зону(ы) химического взаимодействия трет-алкена(ов) со спиртом(ами) или, как минимум, в один из направленных в нее потоков подают ингибитор(ы) полимеризации алкадиенов, не вызывающий(е) нейтрализации кислотных групп катализатора(ов).
Как вариант предлагается способ, заключающийся в том, что в качестве ингибиторов полимеризации используют одно- или многоатомные фенолы и/или арилзамещенные производные и/или окись азота и/или сульфолен(ы).
Как вариант предлагается способ, заключающийся в том, что синтез эфира(ов) проводят в двух или нескольких последовательных реакционных зонах с промежуточным охлаждением потоков и весь или большее количество потока, содержащего преимущественно спирт(ы), подают в первую реакционную зону, а подачу углеводородной смеси распределяют между двумя или несколькими реакционными зонами.
Как вариант предлагается способ, заключающийся в том, что используют один или несколько дополнительных сырьевых потоков с меньшей концентрацией трет-алкенов, как минимум большую часть которого(ых) подают в первую реакционную зону, а поток с большим содержанием трет-алкенов подают в первую реакционную зону или его подачу распределяют между первой и последующими реакционными зонами.
Как вариант предлагается способ, заключающийся в том, что в качестве дополнительного(ых) сырьевого(ых) потока(ов) используют C4-C6 фракции каталитического крекинга или выделенные из них более узкие фракции, либо изопентенсодержащие C5 фракции иного происхождения.
Как вариант предлагается способ, заключающийся в том, что в качестве катализатора(ов) используют сульфокатиониты и/или их композиции с твердыми носителями и/или формующими материалами.
Указанное в формуле изобретения суммарное количество исходной углеводородной смеси и спирта(ов) от 0,3 до 4,5 л/л катализатора в час при использовании двух или нескольких реакционных зон понимается как относящееся к общему количеству катализатора(ов) в реакционных зонах. В указанное определение не входят потоки, рециркулируемые с выхода(ов) на вход(ы) реакционных зон.
В качестве катализатора(ов) в процессе могут использоваться различные кислые ионообменные катализаторы. Предпочтительно использование сульфокатионитов.
Способ может быть реализован в различных реакторах и/или реакционно-разделительных аппаратах. Предпочтительно использование прямоточных реакторов, в которых как минимум большая часть реакционной смеси находится в жидком состоянии и осуществляется удаление реакционной теплоты из реактора(ов) любым эффективным способом, например путем охлаждения и рециркуляции части реакционного потока, и/или путем теплосъема через стенки трубок, испарения, конденсации и рециркуляции части реакционного потока, и/или удаление теплоты между реакторами, в каждом из которых осуществляется ограниченная конверсия реагентов.
Использование предлагаемого способа иллюстрируется рисунками и примерами.
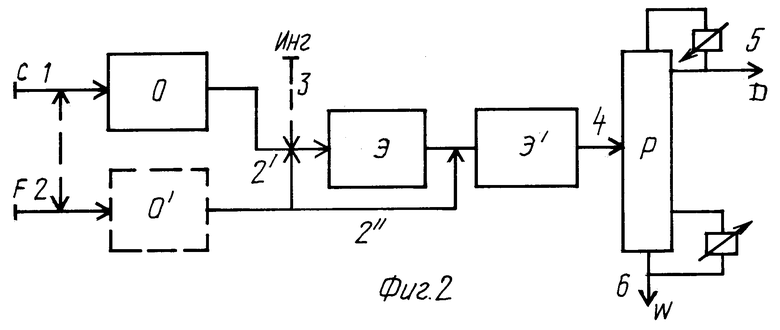
Согласно фиг. 1, поток спирта(ов) C (поток 1) подвергают очистке от кислорода в узле O и направляют в зону синтеза эфира(ов) Э.
Углеводородную смесь F (поток 2) направляют в зону Э непосредственно или после очистки от кислорода в зоне O'. Как вариант, поток F может быть смешан с потоком C (показано пунктиром) и совместный поток подвергается очистке от кислорода, после чего подается в зону Э. В зону Э (или в поступающий в нее поток) может быть подан потоком 3 ингибитор полимеризации ИНГ. Реакционную смесь из зоны Э (поток 4) подвергают ректификации в колонне P. Сверху выводят дистиллят D (поток 5), содержащий преимущественно непрореагировавшие углеводороды C4 и, возможно, спирт (метанол), который затем может быть рекуперирован.
Снизу колонны P выводят целевой продукт W (поток 6), содержащий преимущественно алкил-трет-алкиловый(е) эфир(ы) либо смесь алкил-трет-алкилового(ых) эфира(ов) и углеводородов, более высококипящих, чем углеводороды C4.
Для разбавления потока F возможна подача на смешение с ним углеводородного потока F', не содержащего трет-алкенов или имеющего их концентрацию, меньшую чем в потоке F.
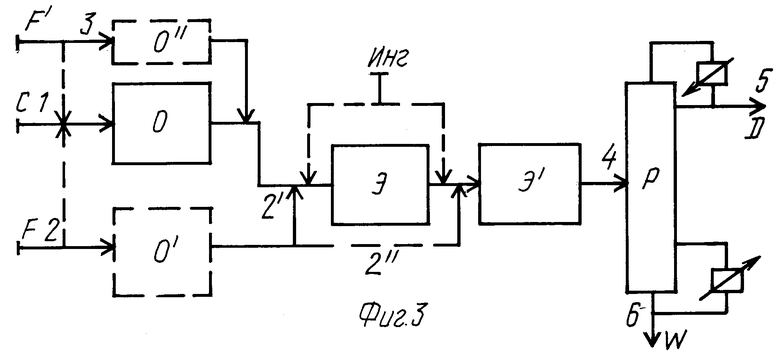
Согласно фиг. 2, используют две последовательные реакционные зоны синтеза эфиров Э и Э'. Поток спирта C (поток 1) после очистки от кислорода в зоне O подают в зону Э. Углеводородный поток F (поток 2) (возможно после очистки от кислорода в узле O') распределяют между зонами Э и Э' (потоки 2' и 2''). Часть потока F, предпочтительно до подачи в зону Э, может быть подвергнута очистке от кислорода совместно со спиртом(ами) в зоне O. Ингибитор полимеризации ИНГ (поток 3) подают в зону Э. Реакционную смесь из зоны Э' (поток 4) разделяют ректификацией в колонне P.
Согласно фиг. 3, используют дополнительный углеводородный поток F' (поток 3), не содержащий трет-алкенов и алкадиенов, либо содержащий их в концентрациях, меньших чем в потоке F. Поток 3, предпочтительно после очистки от кислорода в отдельном узле O'' или совместно со спиртом в узле O, подают в зону Э. Оставшийся углеводородный поток F распределяют между зонами Э и Э'.
Примеры по прототипу:
ПРИМЕР 1-П.
Использовали исходную углеводородную смесь F, содержащую 43% 1,3-бутадиена, 27% изобутена, 23% н-бутенов и около 7% бутанов с примесью α-ацетиленов C4, и метанол. Исходную углеводородную смесь F предварительно очищали от кислорода путем отгонки и метанол очищали от кислорода путем продувки азотом. Остаточная концентрация кислорода в углеводородной смеси F и в метаноле составляла 0,0002% (2 ppm).
Углеводородную смесь смешивали с метанолом с соблюдением мольной пропорции метанол: изобутен 1,15:1 и в жидком состоянии при 60oC подавали в трубную часть охлаждаемого кожухотрубчатого реактора. В трубках реактора находился сульфоионитный катализатор КУ-23, являющийся пористым сульфированным сополимером стирола и дивинилбензола с размером частиц 0,3-1,2 мм. Исходная статическая обменная емкость катализатора (СОЕ) составляла 4 мг-экв H+/г катализатора.
В трубках реактора поддерживали температуру 60oC. Нагрузка реактора по сумме исходной смеси углеводородов и метанола составляла 0,3 л/л кат.час.
Выводимую из реактора массу подвергали ректификации и снизу выводили метил-трет-бутиловый эфир (МТБЭ), а сверху - непрореагировавшие углеводороды с примесью около 3% метанола.
Первоначально конверсия изобутена в реакторе составляла 92% при селективности превращения изобутена в МТБЭ 97%. После 1,5 месяца работы конверсия изобутена снижалась до 82%, а после трех месяцев работы - до 61%. При этом СОЕ катализатора снижалась до 2,5 мг-экв H+/г кат.
В выгруженном после трех месяцев работы катализаторе на его поверхности наблюдались полимерные отложения.
ПРИМЕР 2-П.
Использовали исходную углеводородную смесь F, содержащую 37% 1,3-бутадиена, 26% изобутена, 0,3% α-ацетиленов и 36,7% других углеводородов C4 (в основном бутанов) и метанол.
Проводили очистку указанных исходных продуктов до остаточной концентрации кислорода 0,0002%.
Углеводородную смесь смешивали с метанолом с соблюдением мольной пропорции метанол: изобутен = 0,98:1 и подавали в трубную часть охлаждаемого кожухотрубчатого реактора. В трубках реактора находился сульфокатионитный катализатор, являющийся пористым сульфированным сополимером стирола и дивинилбензола с размером частиц 0,4-1,2 мм, имевший исходную СОЕ = 5,2 мг-экв H+/г катализатора.
Температура на входе в реакционную зону составляла 60oC, на выходе - 60oC. Суммарная нагрузка по исходной смеси углеводородов и метанола составляла 4,5 л/л кат.ч.
Выводимую из реактора массу подвергали ректификации и снизу выводили МТБЭ, а сверху - непрореагировавшие углеводороды с 3,1% метанола.
Первоначально конверсия изобутена в реакторе составляла 81% при селективности превращения изобутена в МТБЭ 97,5%. После 1,5 месяца работы конверсия изобутена снизилась до 60%, а после трех месяцев работы - до 53%. При этом СОЕ катализатора снизилась до 3,1 мг-экв H+/г кат.
В выгруженном после трех месяцев работы катализаторе на его поверхности наблюдались полимерные отложения.
Примеры по предлагаемому изобретению:
ПРИМЕР 1.
Использовали исходную углеводородную смесь F, содержащую 43% 1,3-бутадиена, 27% изобутена, 23% н-бутенов, 7% бутанов с примесью α-ацетиленов C4, и метанол.
Переработку осуществляли согласно фиг. 1.
Исходный метанол продували азотом до остаточной концентрации кислорода менее 0,0001%. Углеводородную смесь, заранее освобожденную от кислорода при отгонке углеводородов C3, и очищенный указанным образом метанол подавали в прямоточный реактор с соблюдением мольной пропорции метанол:изобутен = 1,15: 1. Контактирование в прямоточном реакторе осуществляли в жидком состоянии с сульфокатионитом КУ-23, являющимся пористым сульфированным сополимером стирола и дивинилбензола с размером частиц 0,3-1 мм и статической обменной емкостью СОЕ = 4,0 г-экв H+/г сухого катализатора.
Часть, составляющую 80% от выходящего из реактора потока, охлаждали до 38oC и подавали на вход в реактор вместе с исходной смесью.
Нагрузка реактора по исходной смеси углеводородов и метанола составляла 0,3 л/л кат.час. Температура на входе в реактор 40oC, на выходе из реактора 50oC.
При ректификации реакционной массы сверху колонны выводили дистиллят в количестве 0,78 кг/кг F, содержащий 3% изобутена, 56% 1,3- бутадиена, 39% прочих углеводородов C4 и 3% метанола (последний далее рекуперируется). Снизу колонны выводили кубовый продукт в количестве 0,39 кг/кг F, содержащий 99% метил-трет-бутилового эфира.
В начале работы конверсия изобутена составляла 92%, селективность превращения изобутена в МТБЭ 99%. В конце трехмесячного пробега конверсия изобутена составляла 91%, селективность 99%. Снижения СОЕ катализатора в течение 3 месяцев практически не наблюдалось. Полимерных отложений на катализаторе не было.
ПРИМЕР 2.
Использовали исходную углеводородную смесь F, содержащую 37% 1,3-бутадиена, 26% изобутена, 0,3% α-ацетиленов и 36,7% других углеводородов C4, и метанол.
Переработку осуществляли согласно фиг. 1.
Углеводороды и метанол смешивали с соблюдением мольной пропорции метанол: изобутен = 0,98:1 и подвергали кипячению в колонном аппарате с подачей снизу небольшого количества азота и выводили сверху поток, содержащий удаляемый кислород. Снизу выводили поток, содержащий менее 0,0003% кислорода, который при температуре 43oC направляли в охлаждаемый кожухотрубчатый реактор с катализатором.
Из него выводили реакционную смесь при 52oC, охлаждали и вводили в нее 0,03% трет-бутилпирокатехина и смесь при температуре 42oC направляли в адиабатический реактор, откуда реакционная смесь выходила с температурой 52oC. Оба реактора содержали сульфокатионит Амберлист-35, являющийся мелкозернистым (0,4-1,2 мм) крупнопористым сульфированным сополимером стирола с дивинилбензолом, имеющий статическую обменную емкость СОЕ = 5,2 мг-экв H+/г сухого катализатора. Соотношение количества катализатора в первом и втором реакторах 1: 2,5. Суммарная нагрузка реакторов по исходной смеси углеводородов и метанолу - 4,5 л/л кат.час.
Реакционную смесь после второго реактора подвергали ректификации. Дистиллят, получаемый в количестве 0,815 кг/кг F, содержал преимущественно углеводороды C4 (в том числе 6,4% изобутена и 45,4% 1,3-бутадиена). Кубовый продукт, получаемый в количестве 0,33 кг/кг F, содержал 98,8% МТБЭ.
Конверсия изобутена в первом реакторе составляла 65%, во втором (в совокупности с первым) ~80% при общей селективности превращения изобутена в МТБЭ 99%.
В течение трехмесячного пробега конверсия, селективность и СОЕ катализатора практически не изменились. Полимерных отложений на катализаторе не было.
ПРИМЕР 3.
Использовали исходную углеводородную смесь, аналогичную использованной в примере 2, и метанол.
Переработку осуществляли согласно фиг. 2, с включением после зоны Э' дополнительного адиабатического реактора (не показан).
Метанол подавали в количестве, соответствующем мольной пропорции метанол:изобутен 1,08:1.
Для синтеза метил-трет-бутилового эфира использовали три последовательных прямоточных реактора с промежуточными холодильниками. Часть охлажденного реакционного потока первого реактора (он составляет зону Э) рециркулировали на вход в первый реактор и часть охлажденного реакционного потока второго реактора (он составляет зону Э') рециркулировали во второй реактор. В реакторах использовали сульфокатионит Амберлист-15 (СОЕ = 4,9). Соотношение количества катализатора в реакторах первом (Э), втором (Э') и третьем составляло 1:2:4.
Метанол и часть исходной углеводородной смеси F (65% от ее общего количества) подвергали совместной очистке от кислорода в зоне О, после которой остаточное содержание кислорода в потоке составляло 0,0009%. После очистки поток направляли в реакционную зону (реактор) Э, куда вводили в качестве ингибитора полимеризации окись азота в количестве 0,003%.
Реакционную смесь из зоны Э после охлаждения направляли в реактор (зону) Э', куда подавали также оставшуюся часть исходной углеводородной смеси F и окись азота в количестве 0,002%. Затем реакционную смесь направляют в третий реактор, после которого осуществляли ректификацию реакционной смеси.
В реакторах Э и Э' на входе поддерживали температуру 42oC, на выходе - 52oC, в третьем реакторе - на входе 42oC, на выходе - 47oC. Суммарная нагрузка реакторов по исходной углеводородной смеси и спирту составляла 0,9 л/л кат.час. Общая конверсия изобутена - 88%.
При ректификации выводили в количестве 0,80 кг/кг F дистиллят, содержащий преимущественно углеводороды C4, в т.ч. 4% изобутена и 45% 1,3-бутадиена. Кубовый продукт, получаемый в количестве 0,36 кг/кг F, содержал 98,5% МТБЭ.
В течение трехмесячного пробега снижения конверсии изобутена, селективности его превращения и СОЕ не наблюдалось. Полимерных отложений на катализаторе не было.
ПРИМЕР 4.
Использовали исходную углеводородную смесь, аналогичную использованной в примерах 2 и 3, и этанол.
Переработку осуществляли согласно фиг. 2.
Этанол подавали в количестве, соответствующем мольному соотношению его по отношению к изобутену в исходной углеводородной смеси F 1,6:1.
Очистку этанола и исходных углеводородов осуществляли раздельно: этанола - путем продувки газовой смесью, содержащей водород и метан, углеводородов - путем дистилляции. Остаточное содержание кислорода в отходящих потоках 0,0001-0,0002%.
Все количество этанола подавали в реактор Э. Углеводородный поток F распределяли между реакторами Э и Э' в соотношении 1:1.
Реактор Э содержал формованный (с полиэтиленом) сульфоионитный катализатор КИФ, имевший форму цилиндров диаметром 4 мм и высотой 6 мм; его СОЕ = 3,6 мг-экв H+/г катализатора; реактор Э' содержал сульфоионитный катализатор КУ-23. Соотношение количества катализатора в Э и Э' составляет 1,5:1. В реакторы подавали смесь ингибиторов полимеризации: β-метилсульфолена и трет-бутилпирокатехина в пропорции 1:1 и в количестве 0,05%.
В реакторах Э и Э' поддерживали температуру на входе 36oC и на выходе - 47oC. Суммарная нагрузка реакторов по исходной смеси углеводородов F и спирту составляла 1,5 л/л кат.час.
При ректификации получено 0,77 кг/кг F дистиллята, содержащего преимущественно углеводороды C4 (в т.ч. 3,7% изобутена и 47% 1,3-бутадиена) и 0,57 кг/кг F кубового продукта, содержащего 74% этил-трет-бутилового эфира и 26% этанола.
В течение трехмесячного пробега снижения конверсии изобутена, селективности его превращения и изменения СОЕ катализаторов практически не наблюдалось (катализатор КИФ имел СОЕ = 3,5, катализатор КУ-23 - СОЕ = 4,0). Полимерных отложений на катализаторе не было.
ПРИМЕР 5.
Использовали исходную углеводородную смесь C4, аналогичную использованной в примере 1, метанол, а также дополнительную смесь, содержащую преимущественно углеводороды C5-C6, в том числе 60% алканов, 18% трет-алкенов и 22% н-алкенов.
Переработку осуществляли согласно фиг. 3.
Исходное соотношение F:F' составляет 1:1,5. Метанол подавали в количестве 9 кг/100 кг (F + F'). Все поступавшие в реакторы потоки подвергали очистке от кислорода до остаточной концентрации 0,0002%.
Спиртовой поток C и углеводородный поток F' после очистки от кислорода подавали в реактор Э, а поток F распределяли между реакторами Э и Э' в пропорции 1:1,5.
Реакторы содержали сульфокатионитный катализатор К-2631, производимый компанией Байер, являющийся сульфированным сшитым сополимером стирола и дивинилбензола; его СОЕ = 4,8. Соотношение количества катализатора в Э и Э' составляло 1: 1,4. В реакторы вводили ингибиторы трет-бутилпирокатехин и окись азота в соотношении 5:1 в суммарном количестве 0,02%. В реакторе Э поддерживали температуру на входе 49oC и на выходе - 59oC, в реакторе Э' - температуру на входе 42oC и на выходе - 52oC.
Суммарная нагрузка реакторов по совокупности исходных смесей F, F' и метанола составляла 2 л/л кат.час.
Конверсия изобутена двух реакторов составила 89%, трет-алкенов C5 и C6 - совокупно ~50%.
После ректификации получено в количестве 0,31 кг/кг (F+F') дистиллята, содержащего преимущественно углеводороды C4 (в том числе 3,8% изобутена и 54% 1,3-бутадиена), и кубовый продукт в количестве 0,78 кг/кг (F+F'), содержащий 19,4% МТБЭ, 10,0% метил-трет-пентилового и метил-трет-гексилового эфиров и 70,3% углеводородов C5-C6.
В течение трехмесячного пробега снижения конверсии трет-алкенов, селективности их превращения в эфиры и СОЕ катализатора практически не наблюдалось.
Во всех опытах, иллюстрирующих предлагаемое изобретение, не наблюдалось уменьшения СОЕ катализатора в течение трехмесячного пробега.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛ-ТРЕТ-АЛКИЛОВЫХ ЭФИРОВ | 1999 |
|
RU2167142C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВОГО ПРОДУКТА | 2000 |
|
RU2178403C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ ПРОДУКТОВ | 2000 |
|
RU2178404C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВОЙ ДОБАВКИ, СОДЕРЖАЩЕЙ МЕТИЛ-ТРЕТ-БУТИЛОВЫЙ ЭФИР | 1999 |
|
RU2167143C1 |
| МНОГОФУНКЦИОНАЛЬНАЯ УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ ПРОДУКТОВ И СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ ПРОДУКТОВ | 2000 |
|
RU2177933C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ СМЕСЕЙ, СОДЕРЖАЩИХ ЭТИЛ-ТРЕТ-БУТИЛОВЫЙ ЭФИР | 1999 |
|
RU2173312C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВОГО БЕНЗИНА | 2001 |
|
RU2200148C1 |
| СПОСОБ ПЕРЕРАБОТКИ ИЗОБУТЕНА В УГЛЕВОДОРОДНОЙ СМЕСИ | 2004 |
|
RU2271349C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОДУКТОВ ДИМЕРИЗАЦИИ И ОЛИГОМЕРИЗАЦИИ | 1998 |
|
RU2137808C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛ-ТРЕТ-АЛКИЛОВЫХ ЭФИРОВ ИЛИ ИХ СМЕСЕЙ | 1998 |
|
RU2131866C1 |
Использование: нефтехимия. Сущность: углеводородные смеси, содержащие как минимум трет-алкены и алкадиены C4 в концентрации более 5%, а также другие углеводороды подвергают взаимодействию с алифатическими спиртами в присутствии кислых ионообменных катализаторов с последующей отгонкой как минимум непрореагировавших углеводородов C4. При этом проводят удаление растворенного кислорода как минимум из исходного потока спирта(ов) и возможно углеводородного сырья или его смеси со спиртом(ами), исходную углеводородную смесь и спирт(ы) подают в реакционную(ые) зону(ы) в суммарном количестве от 0,3 до 4,5 л/л катализатора в час и поддерживают температуру на входе в реакционную(ые) зону(ы) не более 50°С, предпочтительно менее 40°С и на выходе из нее(них) - не более 60°С. Технический результат - отсутствие полимерных отложений на катализаторе и его дезактивации в течение длительного времени работы. 9 з.п. ф-лы, 3 ил.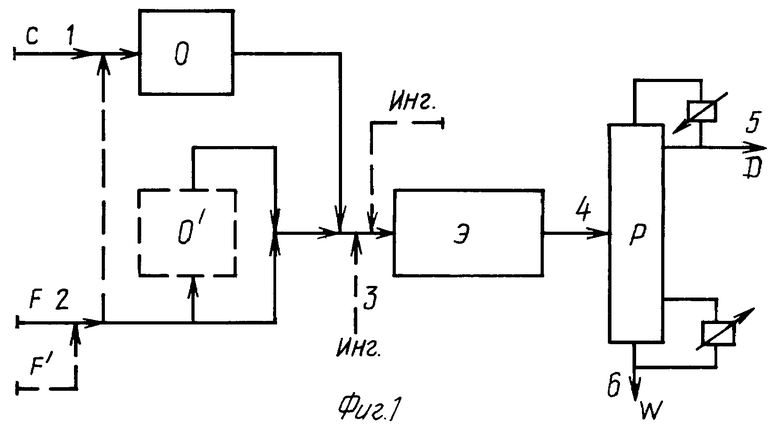
| Способ получения низший алкил трет. бутиловых эфиров | 1975 |
|
SU747415A3 |
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТИЛ-ТРЕТ-БУТИЛОВОГО ЭФИРА | 1991 |
|
RU2030383C1 |
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| ИЗОБРЕТЕНИЯ | 0 |
|
SU407841A1 |
| Устройство для вращения,вертикального перемещения и взвешивания слитка,вытягиваемого из расплава по способу Чохральского | 1972 |
|
SU469285A1 |

