Изобретение относится к технологическому транспорту и может быть использовано в составе автоматических линий.
Известно шаговое гравитационное устройство для транспортирования изделий, содержащее неподвижную и подвижную направляющую, установленную с возможностью возвратно-поступательных вертикальных движений, и несущие приспособления со смещенными центрами тяжести за счет хвостовиков, подвешенные на неподвижных направляющих с возможностью периодического взаимодействия хвостовиками с подвижной направляющей [1].
Недостатки. Устройство непригодно для транспортирования заготовок удлиненной ступенчатой формы, например заготовок губцевого инструмента. Несущие приспособления гравитационного действия не могут обеспечить четкого положения заготовок на выходе конвейера. Громоздкость конструкции.
Известен также технологический шаговый конвейер (прототип), содержащий лоток, выполненный из двух полулотков, один из которых снабжен толкателями, а другой - неподвижными перегородками, и привод возвратно-поступательных движений, при этом с приводом кинематически связан один полулоток [2].
Недостаток указанного устройства заключается в том, что оно предназначено для перемещения неориентированных в пространстве деталей неопределенной формы (стружки), что неприемлемо для подачи деталей сложной конфигурации в рабочую зону пресса, требующих четкого положения ориентированных в пространстве в каждый момент времени.
Задача, решаемая предлагаемым конвейером, - перемещения заготовок удлиненной, ступенчатой формы (заготовки губцевого инструмента, ступенчатых валов и др. ) на конвейере возможно более простой конструкции. Достижение задачи обусловлено использованием накопленной заготовкой в процессе ее перемещения потенциальной энергии веса заготовки.
Поставленная задача решается технологическим шаговым конвейером, содержащим лоток, выполненный из двух полулотков, один из которых снабжен неподвижными толкателями, а другой - неподвижными перегородками и приводом возвратно-поступательных движений, с которым связан один из полулотков, в котором согласно изобретению для каждой находящейся на лотке заготовки предусмотрено по два упора, один на первом полулотке - толкатель, другой на ребре перегородки второго полулотка, при этом дно, по крайней мере, второго полулотка выполнено ступенчатым и плавно поднимается от низа каждой перегородки к ребру последующей перегородки. Кроме того, можно с приводом кинематически связать и другой полулоток в противофазе к движению первого полулотка.
Обоснование сущности. Фиксация заготовки на каждой перегородке и относительно толкателей обусловлена вертикальным перемещением той или другой половины заготовки поочередно под действием собственного веса, вследствие чего для фиксации не требуется дополнительных элементов. В прототипе фиксация перемещаемого материала на следующей позиции осуществляется за счет упругой деформации (потенциальной энергии) материала стружки. В предлагаемом техническом решении фиксация осуществляется под действием накопленной потенциальной энергии собственного веса.
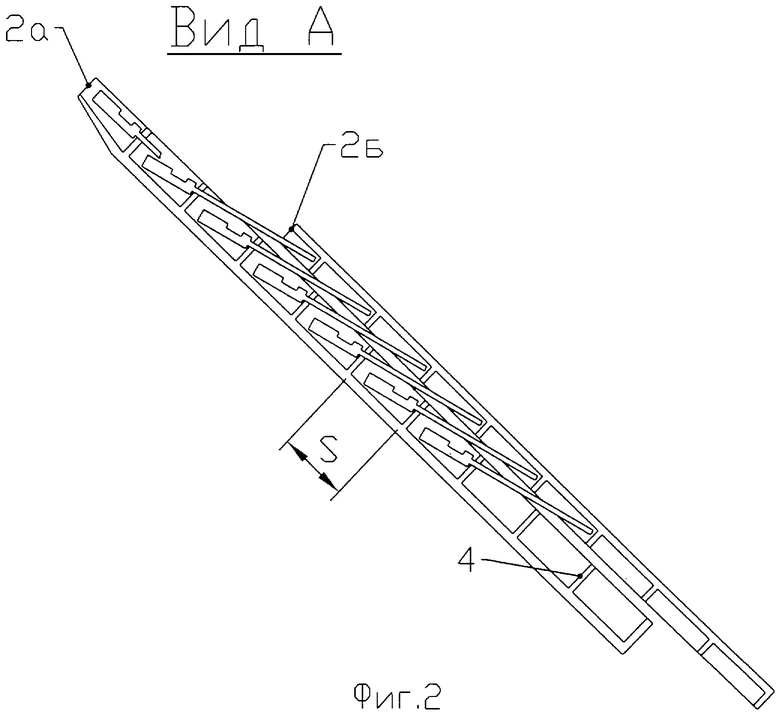
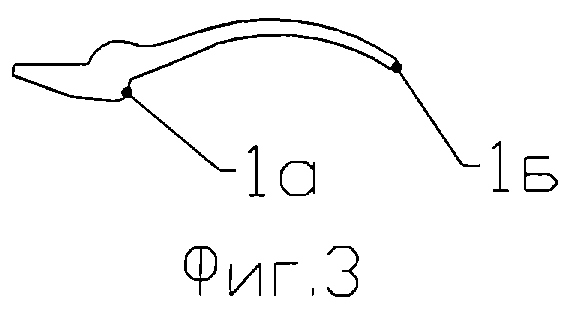
Изобретения иллюстрируются чертежами: на фиг.1 изображен технологический шаговый конвейер, на фиг. 2 - вид А конвейера, изображенного на фиг.1, на фиг.3 изображена перемещаемая конвейером заготовка.
Технологический шаговый конвейер предназначен для перемещения заготовок 1 сложной удлиненной, ступенчатой, криволинейной формы: например, заготовок губцевого инструмента, ступенчатых валов и др. Части заготовок условно обозначены: головная часть - та, которая более компактна и образует уступ 1а на теле заготовки; торцевая 1б половина - противоположная часть заготовки. Перемещение заготовки осуществляется головной частью вперед. Конвейер содержит привод возвратно-поступательных движений (не показан), лоток, выполненный из двух половин - полулотков 2а и 2б, снабженный для каждой заготовки парой упоров: один для торца 1б заготовки на первом полулотке 2б, т.е. толкатель 3, другой для той же заготовки на втором полулотке 2а, т.е. перегородка 4. Заготовку укладывают на лоток сверху, т.е. на перегородку 4 уступом 1а и торцом 1б перед толкателем 3 на другом полулотке. По крайней мере на полулотке 2а дно 5 выполнено ступенчатым, т.е. плавно поднимается от низа одной перегородки к ребру другой. На другом полулотке 2б дно в зависимости от формы торцевой половины заготовки может выполнятся не ступенчатым, если торцевая половина не имеет выступа. Расстояния между толкателями и перегородками равны между собой, неизменны вдоль лотка.
С возможностью возвратно-поступательных движений параллельно друг другу и вдоль оси лотка может быть установлен один из полулотков или оба. В первом случае шаг S перемещения полулотка не меньше расстояния между перегородками 4, во втором случае (движение полулотков навстречу друг другу) суммарный шаг полулотков составляет расстояние не меньше расстояния между перегородками 4. При этом предел шага - возникновение двойного шага.
Устройство работает следующим образом.
Первый случай. С приводом кинематически связан один из полулотков для перемещения заготовок, например 2б. Перемещением этого полулотка сдвигают заготовку на один шаг вперед, при этом головная 1а часть ее по дну 5 неподвижного полулотка 2а поднимается на ребро перегородки 4, переваливает через нее там, где профиль заготовки меняется уступом 1а и заготовка под действием своего веса ложится на ребро перегородки 4 рядом с уступом 1а, т.е. входит в зацепление, которое предотвращает самопроизвольное сползание заготовки вниз по конвейеру. Передвинув заготовку вдоль неподвижного полулотка 2а на следующую перегородку 4', полулоток 2б возвращается на один шаг назад и очередную заготовку укладывают на освободившуюся перегородку 4. Во время возвращения полулотка 2б на один шаг заготовка уступом 1а держится на перегородке 4' под действием своего веса, а толкатель 3' (вышестоящий) проходит под торцевой 1б половиной заготовки, приподнимая ее. После выполнения шага назад полулотком 2б заготовка торцом 1б входит в зацепление с толкателем 3. Один цикл закончен. Если с приводом связан полулоток 2а, то заготовка перемещается приложением нагрузки к уступу 1а, при этом торцевая половина 1б переваливает через толкатель 3', опускаясь на дно полулотка перед толкателем. При обратном движении полулотка 2а заготовка торцом 1б упирается в толкатель 3' неподвижного полулотка, а головная часть, поднимаясь по дну полулотка 2б, и под собственным весом фиксируется на перегородке 4'. На этом цикл заканчивается.
Второй случай. Оба полулотка кинематически связаны с приводом (не показан) возвратно-поступательных движений в противоположных фазах, т.е. оба полулотка движутся навстречу друг другу. При движении вперед полулотка 2б заготовка, толкаемая под торец 1б, поднимается головной частью 1а по дну 5 полулотка 2а на ребро следующей перегородки 4'. В это время полулоток 2а движется навстречу, т. е. назад, поэтому длина шага первого полулотка 2б сокращается по сравнению с первым вариантом. Затем вперед движется полулоток 2а и, перегородкой 4 упираясь в уступ 1а на заготовке, перемещает последнюю относительно полулотка 2б, движущегося навстречу (т.е. назад), и его толкатель 3' проходит под торцевой половиной, приподнимая ее. Это возможно вследствие подъема дна полулотка от одного толкателя к гребню другого толкателя или характера кривизны заготовки. После того как торец 1б заготовки минует гребень толкателя 3, он опускается ниже его уровня под собственным весом, образуя тем самым зацепления. На этом заканчивается один из множества циклов.
Источники информации
[1] Авт. св. СССР 839901, B 65 G 25/08, 02.01.79.
[2] Авт. св. СССР 341728, B 65 G 25/00, 06.07.72.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЗИРОВАННЫЙ БЛОК ИНСТРУМЕНТОВ ДЛЯ ОБРАБОТКИ ЗАГОТОВОК НА ПРЕССЕ И УСТРОЙСТВО ЕГО ЗАМЕНЫ | 2000 |
|
RU2221696C2 |
| Вертикальная конвейерная печь | 1980 |
|
SU939910A1 |
| Установка для двусторонней обработки деталей | 1980 |
|
SU933389A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ИЗДЕЛИЙ | 2009 |
|
RU2454327C2 |
| Установка для изготовления гофрированных фильтрующих элементов из картона | 1986 |
|
SU1456184A1 |
| Шаговый конвейер | 1985 |
|
SU1310311A1 |
| Поточная линия для обработки штучных длинномерных изделий | 1979 |
|
SU880505A1 |
| Способ формования стеклянной тары | 1978 |
|
SU953976A3 |
| Элеваторное загрузочное устройство | 1985 |
|
SU1315234A1 |
| УСТАНОВКА ДЛЯ ФОРМИРОВАНИЯ ПАКЕТОВ КОРОБЧАТОЙ ФОРМЫ И ЗАПОЛНЕНИЯ ИХ ТЕКУЧИМ ПРОДУКТОМ | 1998 |
|
RU2141437C1 |
Изобретение относится к технологическому транспорту и может быть использовано в составе автоматических линий. Технологический шаговый конвейер содержит лоток, выполненный из двух полулотков, один из которых снабжен неподвижными толкателями, а другой - неподвижными перегородками, и привод возвратно-поступательных движений. С приводом кинематически связан один из полулотков. Для каждой находящейся на лотке заготовки предусмотрено по два упора, один на первом полулотке - толкатель, другой на ребре перегородки второго полулотка. Дно, по крайне мере, второго полулотка выполнено ступенчатым и плавно поднимается от каждой перегородки к ребру последующей перегородки. Упрощается конструкция конвейера для перемещения заготовок удлиненной, ступенчатой формы. 1 з.п.ф-лы, 3 ил.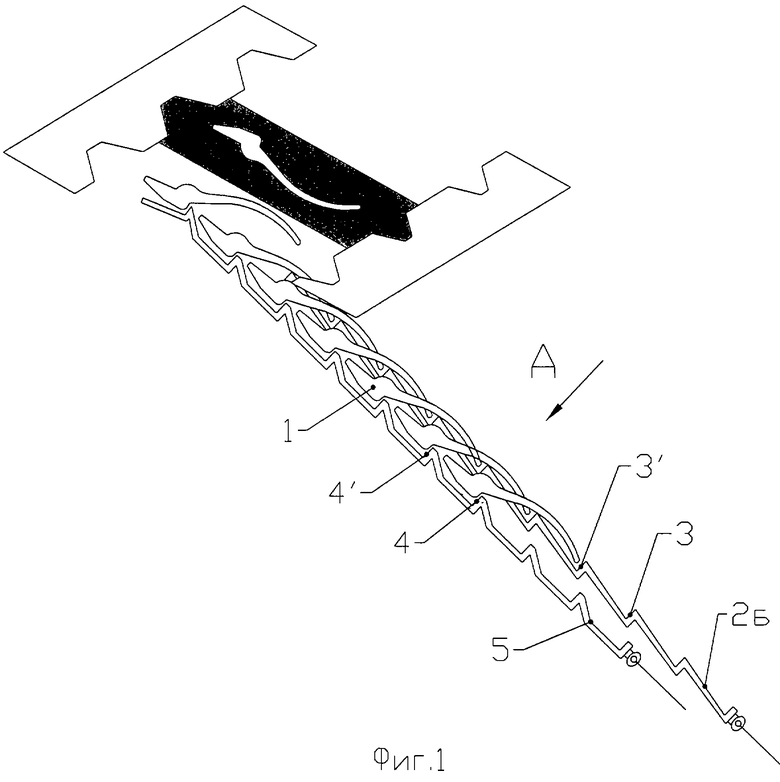
| ШТАНГОВЫЙ КОНВЕЙЕР | 0 |
|
SU341728A1 |
| Шаговое гравитационное устройстводля ТРАНСпОРТиРОВАНия издЕлий | 1979 |
|
SU839901A1 |
| Магазин-накопитель | 1981 |
|
SU1000229A1 |
| Выделитель сеянцев из бункера (его варианты) | 1981 |
|
SU1026686A1 |
| Устройство для вывода информации | 1982 |
|
SU1134931A1 |

