Изобретение относится к области ультразвуковой дефектоскопии сварных соединений тонкостенных оболочек с заглушками, выполненных электронно-лучевой сваркой, например тепловыделяющих элементов для исследовательских ядерных реакторов.
Известные образцы для настройки дефектоскопов обладают низкой точностью настройки ультразвуковых искателей, не позволяют выявить дефекты типа "пора" и "непровар" в сварных швах тепловыделяющих элементов.
Технической задачей изобретения является повышение точности калибровки акустических средств контроля и выявления дефектов тепловыделяющих элементов ядерных реакторов.
Поставленная задача решается тем, что тест-образец для контроля тепловыделяющих элементов ядерных реакторов содержит соединенные между собой кольцеобразным сварным швом оболочку и заглушку, причем в сварном шве имеются искусственные дефекты типа "непровар", колбообразный дефект типа "пора" и отверстия по радиусу и хорде.
Указанная совокупность признаков является новой, не известной из уровня техники и позволяет решить поставленную задачу, так как позволяет выявлять дефекты типа "непровар" и "пора" и устанавливать границы разбраковки тепловыделяющих элементов.
Сущность изобретения поясняется чертежом.
На чертеже изображен тест-образец для неразрушающего контроля тепловыделяющих элементов (сечение шва). Он содержит оболочку 1 и заглушку 2, соединенные кольцеобразным сварным швом 3, в котором выполнены искусственные дефекты типа "непровар" 4, колбообразная "пора" 5, а также радиальное отверстие 6 и отверстие по хорде 7.
Устройство работает следующим образом.
Настройку ультразвуковых искателей проводят по отверстиям 6 и 7. Установка границ разбраковки производится по дефектам типа "непровар" 4 и "пора" 5. Геометрические размеры данных дефектов выбираются таким образом, чтобы они составляли 20% толщины оболочки и выявлялись с надежностью 0,95.
Такая конструкция теста-образца позволяет сократить количество испытательных образцов, необходимых для настройки установки, производить точную настройку ультразвуковых искателей и точную установку границ разбраковки за один прием, а также производить настройку электроакустического тракта установки автоматически в промежутках при мене изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕСТ-ОБРАЗЕЦ ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ ЯДЕРНЫХ РЕАКТОРОВ | 2003 |
|
RU2254570C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1998 |
|
RU2166755C2 |
| ТЕСТ-ОБРАЗЕЦ ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ ЯДЕРНЫХ РЕАКТОРОВ | 2000 |
|
RU2209429C2 |
| СПОСОБ КОНТРОЛЯ И РАЗБРАКОВКИ СВАРНЫХ ШВОВ ОБОЛОЧЕК С ЗАГЛУШКАМИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2001 |
|
RU2194315C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ ШВОВ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА | 2002 |
|
RU2234150C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА | 2003 |
|
RU2244356C2 |
| СПОСОБ КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА | 2000 |
|
RU2194313C2 |
| СПОСОБ КОНТРОЛЯ, РАЗБРАКОВКИ И ПЕРЕРАБОТКИ БРАКА ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2000 |
|
RU2195722C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И ИХ РАЗБРАКОВКИ | 2001 |
|
RU2216058C2 |
| УСТАНОВКА РАДИОГРАФИЧЕСКОГО КОНТРОЛЯ СВАРНЫХ ШВОВ ЗАГЛУШЕК К ОБОЛОЧКАМ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2001 |
|
RU2216057C2 |
Изобретение относится к области ультразвуковой дефектоскопии сварных соединений тонкостенных оболочек с заглушками тепловыделяющих элементов. Повышение точности калибровки акустических средств контроля и выявления дефектов тепловыделяющих элементов ядерных реакторов достигается тем, что тест-образец содержит соединенные между собой кольцеобразным сварным швом оболочку и заглушку. В сварном шве имеются искусственные дефекты типа "непровар", колбообразный дефект типа "пора" и отверстия по радиусу и хорде. 1 ил.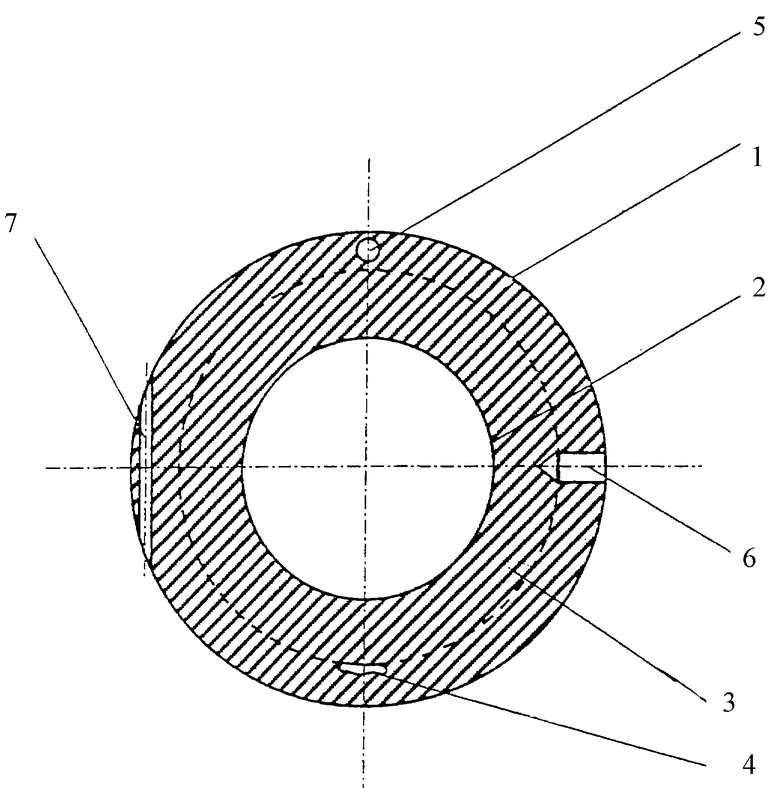
Тест-образец для контроля тепловыделяющих элементов ядерных реакторов, содержащий соединенные между собой кольцеобразным сварным швом оболочку и заглушку, причем в сварном шве имеются искусственные дефекты типа "непровар", колбообразный дефект типа "пора" и отверстия по радиусу и хорде.
| Испытательный образец для неразрушающего контроля цилиндрических изделий | 1974 |
|
SU502313A1 |
| Испытательный образец для неразрушающего контроля цилиндрических изделий | 1981 |
|
SU1006996A2 |
| Способ изготовления образцов для калибровки дефектоскопов | 1981 |
|
SU968726A1 |
| Устройство для определения акустических характеристик ультразвуковых преобразователей | 1981 |
|
SU1032410A1 |
| Испытательный образец для ультразвуковой дефектоскопии | 1983 |
|
SU1226284A1 |
| Испытательный образец для настройки ультразвуковой аппаратуры | 1984 |
|
SU1213412A1 |
| Образец для ультразвукового контроля | 1986 |
|
SU1538115A1 |
| Способ настройки ультразвукового дефектоскопа | 1988 |
|
SU1677615A1 |
| Образец для измерения параметров наклонного ультразвукового преобразователя | 1987 |
|
SU1714491A1 |

