Изобретение относится к способу штамповки преимущественно осесимметричных изделий и к штамповочному прессу, в котором осесимметричные изделия штампуются циклическим способом.
При штамповке заготовку сжимают между двумя или более штамповочными матрицами посредством машины, называемой штамповочным прессом. Заготовка пластично деформируется, приобретая новую форму, определяемую формой штамповочных матриц и величиной сжатия. Штамповка может выполняться за один ход пресса либо может быть применено большое количество ходов с тем, чтобы постепенно деформировать заготовку до получения окончательной формы изделия.
Во время операции штамповки происходит утоньшение заготовки в направлении приложения силы, а это вызывает ее увеличение в перпендикулярной плоскости. При этом происходит деформация заготовки до получения окончательно отштампованной формы. Окончательно отштампованная форма должна отличаться от конечной формы изделия, поскольку в общем невозможно, да и нежелательно осуществлять штамповку точно до окончательной желаемой формы изделия. Степень приближения окончательно отштампованной формы к конечной желаемой форме изделия отчасти определяет трудности операции штамповки. Относительно легко осуществлять равномерную штамповку заготовки по всей ее поверхности, видимой в плане, с получением дискообразной штамповки. Однако в типичном случае, который предполагает сложную окончательную форму желаемого изделия, при такой штамповке остается значительное количество материала, которое должно быть удалено посредством механической обработки, с тем чтобы детали могли получить форму готового желаемого изделия. При более прогрессивном подходе к выполнению штамповки заготовку штампуют до получения конфигурации, которая представляет собой почти готовую форму, весьма близкую к форме готового изделия, но преднамеренно имеет несколько большие размеры для возможности проведения ультразвукового контроля, удаления достаточного количества материала вследствие деформации, происходящей в течение термообработки, а также выполнения окончательной механической обработки деталей. В случае такого подхода к выполнению штамповки, который обеспечивает почти готовую форму, количество металла, удаляемое при механической обработке, относительно невелико. Чтобы обеспечить штамповку с получением почти готовой формы, требуется значительно большая изобретательность при разработке способа штамповки, чем в случае дискообразных штамповок.
Штамповку используют в весьма разнообразных операциях для изготовления как небольших, так и крупногабаритных изделий. Для деформации заготовки штамповочный пресс должен развивать требуемое усилие. Изготовление крупногабаритных изделий представляет собой особенно сложную проблему, поскольку чем больше изделие, тем больше требуемое усилие штамповки. Следовательно, для выполнения штамповки требуется больший и более дорогостоящий штамповочный пресс. Замечено, что при штамповке с получением почти готовой формы обычно требуются большие штамповочные усилия, а следовательно, и больший штамповочный пресс, чем в случае дискообразной штамповки.
В некоторых случаях желательно создать изделие, размер и конструкционный материал которого таковы, что силовые возможности имеющегося штамповочного пресса оказываются недостаточными. Как известно, для штамповки таких изделий применяют циклическую штамповку заготовок, используя штамповочную операцию с открытыми матрицами. В случае циклической штамповки с использованием открытой матрицы конструкция штамповочных матриц и работа штамповочного пресса таковы, что в одно время осуществляется штамповка только части заготовки. Заготовку циклически перемещают относительно штамповочных матриц после осуществления штамповки каждой зоны, что в конце концов приводит к завершению штамповки всей заготовки. К сожалению, штамповка с открытыми матрицами, а также циклическая штамповка с открытыми матрицами не позволяет получить почти готовую форму большинства изделий, поскольку неограниченная часть заготовки имеет возможность расширения до какого-либо иного размера и иной конфигурации, чем почти готовая форма.
В одном из случаев заготовку штампуют с получением осесимметричного турбинного диска, предназначенного для использования в большой наземной газовой турбине. Такие турбинные диски имеют диаметр порядка 70-96 дюймов (177,8-243,84 см) или более. Их изготавливают из суперсплавов на основе железа или на основе никеля и не могут штамповать для получения геометрии почти готовой формы даже на прессе, развивающем усилие порядка 50000 тонн. Требования к изготавливаемым осесимметричным турбинным дискам в отношении почти готовой формы, размеров и механических свойств весьма высоки. Существующая технология циклической штамповки таких дисков не отвечает этим требованиям.
Соответственно имеет место необходимость в разработке усовершенствованного подхода к выполнению штамповки крупногабаритных осесимметричных изделий. Настоящее изобретение выполняет это требование и, кроме того, обеспечивает связанные с ним преимущества.
В настоящем изобретении создан циклический штамповочный пресс, а также способ изготовления крупногабаритных осесимметричных поковок с почти готовой формой. Форма, размеры и механические свойства поковок приемлемы для проведения точной обработки, например механической обработки, для получения крупногабаритных дисков наземных турбин. При окончательной штамповочной операции во время каждого штамповочного хода штамповочные матрицы входят в контакт только с частью заготовки, так что размер заготовки может быть больше, чем это было бы возможно в ином случае для имеющейся мощности штамповочного пресса. Необходимая величина окончательной механической обработки изделия значительно уменьшена по сравнению с известными подходами, что приводит к значительному уменьшению утилизации материала. Последнее обстоятельство играет важную роль, поскольку значительную часть затрат при штамповке составляют затраты на материал заготовки, которую изготавливают из суперсплава на основе никеля. Уменьшение количества материала, которое должно быть удалено посредством механической обработки, снижает стоимость изготовления изделия.
Согласно изобретению способ штамповки заготовки может быть применен к дискообразной, преимущественно осесимметричной, исходной заготовке, имеющей видимую в плане поверхность. Способ включает в себя первую штамповку исходной заготовки фактически по всей ее поверхности, видимой в плане, и последующую циклическую штамповку первоначально отштампованной заготовки до конечной конфигурации. При первой штамповочной операции исходную заготовку штампуют посредством (нециклической) штамповочной матрицы, которая охватывает фактически всю видимую в плане поверхность. Предпочтительно, чтобы радиальная внутренняя часть заготовки была отштампована почти до ее окончательной конфигурации, однако радиальную наружную часть заготовки не штампуют до ее окончательной конфигурации. При последующей стадии циклической штамповки радиальную наружную часть заготовки, предпочтительно, подвергают циклической штамповке до ее окончательно штампуемой конфигурации без существенного изменения радиальной внутренней части заготовки, хотя на стадии циклической штамповки и может иметь место некоторая относительно незначительная деформация радиальной внутренней части заготовки.
Подход согласно изобретению обеспечивает возможность штамповки больших в радиальном направлении, фактически осесимметричных изделий посредством штамповки в закрытых матрицах, чем это было бы возможно в случае обычных нециклических способов штамповки в закрытых матрицах. Максимальная мощность штамповочного пресса определяется изделием наибольшего размера, которое может быть отштамповано прессом посредством использования нециклической штамповки в закрытых матрицах. Использование циклической штамповки в закрытых матрицах обеспечивает возможность штамповки большего (но в ином случае идентичного) изделия посредством применения того же самого пресса и при тех же условиях штамповки. Согласно этому аспекту изобретения способ штамповки крупноразмерной заготовки содержит стадии обработки на штамповочном прессе, развивающем максимальное усилие, достаточное для штамповки осесимметричного изделия до нециклически штампуемого максимального окончательного размера посредством нециклической штамповки в закрытых матрицах, при определенных условиях штамповки. Способ дополнительно включает в себя обработку осесимметричной заготовки и циклическую штамповку заготовки в закрытых матрицах в штамповочном прессе при определенных условиях штамповки, с тем чтобы образовать изделие, имеющее циклически отштампованный окончательный размер больший, чем максимальный окончательный размер, получаемый при циклической штамповке. Для проведения беспристрастного сравнения все иные условия штамповки, такие как материал, температура, скорость штамповки и геометрическое подобие, должны быть одинаковыми, а меняются лишь размеры заготовок и матриц. "Размер" относится к радиальному размеру, измеренному наружу от оси симметрии.
Циклическая штамповка, предпочтительно, представляет собой циклическую штамповку в закрытых матрицах, приводящую к почти готовой форме, которая приблизительно соответствует форме желаемого готового изделия, но несколько больше по размеру для обеспечения возможности ультразвукового контроля, удаления материала из-за искажения вследствие термообработки и окончательной механической обработки. Имеющиеся циклические штамповочные прессы с открытыми матрицами и способы их работы не могут быть применены в этом случае, чтобы создать почти готовую форму, поэтому было необходимо разработать штамповочный пресс с закрытыми матрицами и способ штамповки осесимметричной, преимущественно дискообразной заготовки, полученной после первой стадии штамповки.
Согласно этому аспекту изобретения штамповочный пресс содержит неподвижную матрицу, имеющую подвижную поверхность, и подвижную матрицу, имеющую подвижную поверхность, которая обращена к неподвижной матричной поверхности, но отстоит от нее вдоль оси пресса. Неподвижная матричная поверхность может быть плоской либо может быть выполнена с таким строением, что должна налагаться на обращенную к ней сторону заготовки. Подвижная матричная поверхность содержит зону базового уровня, в общем лежащую в плоскости заготовки, перпендикулярной оси пресса, а также, по меньшей мере, один сектор, предпочтительно, точно три симметричных в круговом направлении сектора, приподнятых над зоной базового уровня. Каждый сектор выполнен с осью, параллельной оси пресса, и образует угол относительно оси пресса. Когда имеется более одного сектора, каждый из них расположен с угловым смещением относительно других секторов. Также имеется внешняя окружная стенка, ограничивающая расширение заготовки в радиальном направлении, когда она сжимается между неподвижной матрицей и подвижной матрицей. То есть штамповка представляет собой штамповку в закрытых, а не в открытых матрицах. Внешняя стенка, предпочтительно, представляет собой окружную стенку, которая может быть отделена от неподвижной матрицы, либо может быть выполнена заодно с ней. Пространство между неподвижной матрицей, подвижной матрицей и внешней стенкой образует объем, в котором размещается заготовка. Механизм пресса содержит осевой привод, действующий так, чтобы перемещать подвижную матрицу в направлении, параллельном оси пресса, и привод периодической круговой подачи, действующий таким образом, чтобы поворачивать подвижную матрицу вокруг оси пресса на угол периодической круговой подачи. Осевое перемещение подвижной матрицы и вращательное перемещение привода периодической круговой подачи выполняются только поочередно, когда подвижная матрица находится в контакте с заготовкой, хотя вращательное и осевое перемещения могут выполняться одновременно, когда подвижная матрица отведена и более не находится в контакте с заготовкой.
Таким образом, штамповочный пресс содержит матричную группу, содержащую неподвижную матрицу и подвижную матрицу, обращенную к неподвижной матрице и расположенную от нее на некотором расстоянии вдоль оси пресса. Имеется внешняя окружная стенка, ограничивающая объем для заготовки. Пространство между неподвижной матрицей, подвижной матрицей и внешней стенкой определяет объем, в котором размещается заготовка. По меньшей мере, одна из указанных матриц, неподвижная или подвижная, несет на себе выступающий элемент. Используется тот же самый механизм пресса, который описан выше.
В предпочтительном варианте осуществления конструкции имеются три или более симметричных сектора, расположенных над зоной базового уровня подвижной матрицы. В сочетании с внешней стенкой, которая обеспечивает штамповку в закрытых матрицах, эти секторы деформируют часть заготовки, находящейся под ними, так что она деформируется, преимущественно, в радиальном наружном направлении, хотя обычно имеет место некоторая локальная боковая и/или внутренняя деформация для того, чтобы заполнить элементы, образуемые секторами. Они также обеспечивают деформационное состояние в тех частях заготовки, которые не находятся под секторами, чтобы вызвать течение этого металла.
Боковые стороны секторов, которые проходят к зонам базового уровня с каждой стороны каждого сектора, сходятся друг с другом, предпочтительно, под углом, равным, приблизительно, от 45 до 60 градусов. При отсутствии такого угла на лицевой поверхности заготовки могут образоваться складки и трещины, которые невозможно удалить при последующих штамповочных ходах.
При работе циклического штамповочного пресса заготовку помещают в предназначенный для нее объем. При первом ходе штамповочного пресса в осевом направлении обеспечивается штамповка части заготовки. Сила реализуется на штамповочной матрице, после чего матрицу отводят назад. Приводится в действие привод периодической круговой подачи с тем, чтобы повернуть подвижную матрицу вокруг оси пресса на угол периодической круговой подачи, после чего осевой привод осуществляет другой штамповочный ход. При необходимости процесс повторяют для штамповки всей заготовки.
Штамповочный пресс и способ штамповки согласно изобретению обеспечивают важное усовершенствование в области штамповки крупногабаритных осесимметричных изделий. Отштампованные изделия могут быть в большей степени доведены до почти готовой формы и могут быть крупнее тех изделий, которые были бы получены в ином случае на штамповочном прессе данной мощности с закрытыми матрицами. Изделие штампуют почти до готовой конфигурации, что позволяет уменьшить общее количество материала и требуемую механическую обработку, а следовательно, и стоимость изделия. Другие отличительные признаки и преимущества настоящего изобретения будут очевидны из приведенного ниже подробного описания предпочтительного варианта осуществления конструкции при его рассмотрении с прилагаемыми фигурами, на которых представлен пример осуществления изобретения. Однако объем изобретения не ограничен этим предпочтительным примером осуществления конструкции.
На фиг.1 представлена блок-схема предпочтительного процесса штамповки;
фиг.2 схематически показан вид исходной заготовки по высоте;
фиг. 3 - схематический вид заготовки по высоте после первой, нециклической штамповки;
фиг. 4 - схематический вид заготовки по высоте после завершения циклической штамповки;
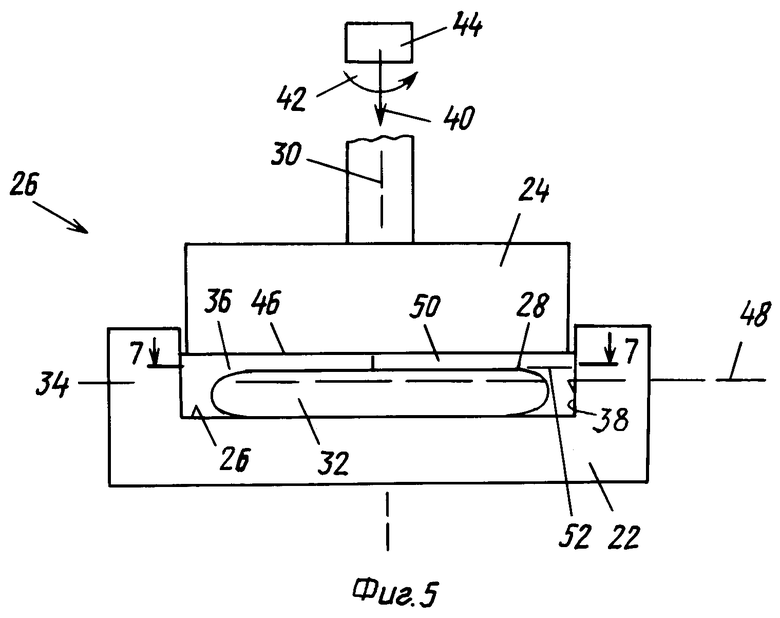
фиг.5 - схематический вид штамповочного устройства согласно изобретению;
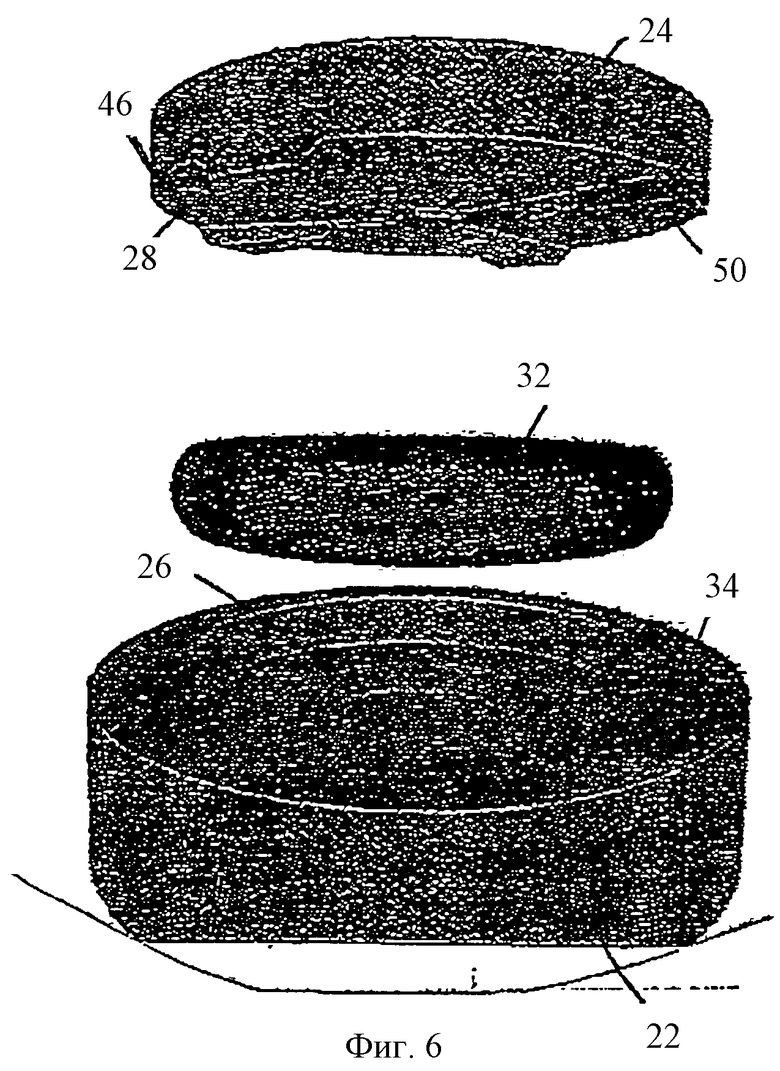
фиг. 6 - разнесенный вид в перспективе штамповочного устройства согласно фиг.5;
фиг.7 - вид в плане подвижной матрицы, взятый по линии 7-7 фиг.5;
фиг.8 - вид в сечении подвижной матрицы по линии 8-8 фиг.7;
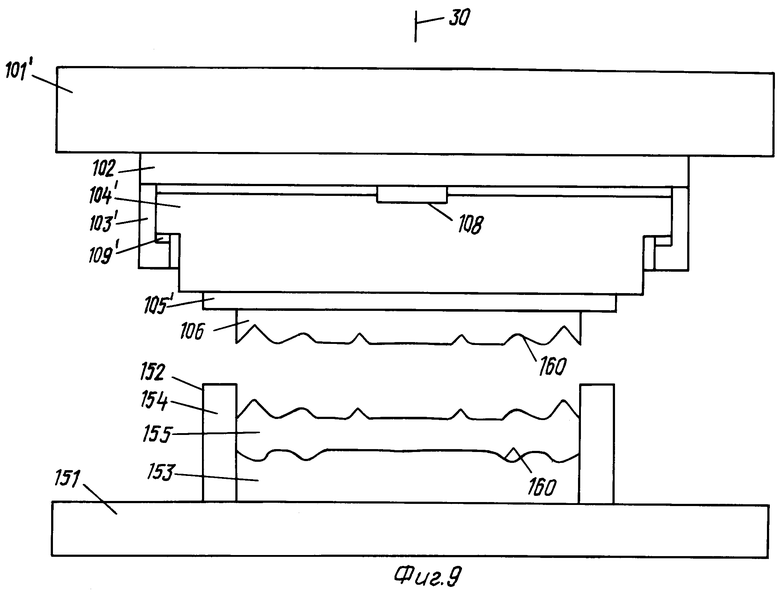
фиг.9 - вид по высоте штамповочного пресса большой мощности с отведенной подвижной матрицей;
фиг. 10 - вид по высоте, подобный виду на фиг.9, с подвижной матрицей, находящейся в контакте с заготовкой;
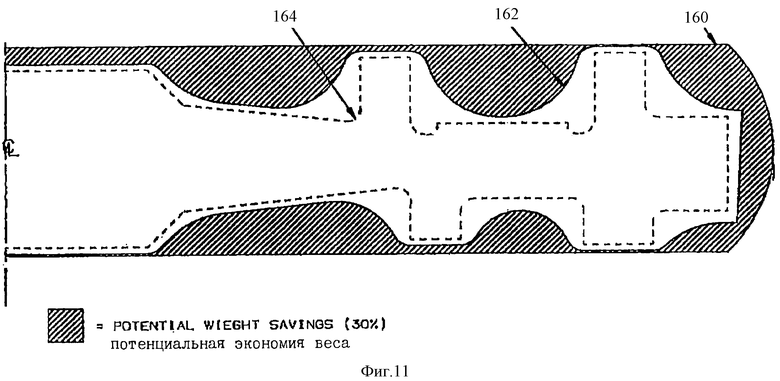
фиг. 11 - вид в сечении диска турбины, отштампованного до почти готовой формы.
На фиг. 1 представлена схема практического осуществления процесса обработки согласно изобретению. Получают исходную заготовку, что обозначено позиционным номером 80. Исходная заготовка может быть выполнена из любого штампуемого металла, например, такого как сталь, алюминиевый сплав, суперсплав на основе железа, суперсплав на основе никеля либо титановый сплав. Размер исходной заготовки таков, что она содержит достаточный объем металла для обеспечения окончательно отштампованной формы в определенных местах, так что металл деформируется до окончательно отштампованной формы. Конструкцию исходной заготовки выполняют посредством использования любой доступной технологии проектирования течения металла при штамповке. В случае осесимметричного ротора наземной турбины, представляющего практический интерес для изобретателей, имеющего окончательный диаметр порядка 70-96 дюймов (177,8-243,8 см) и толщину порядка 20 дюймов (50,8 см), осесимметричная исходная заготовка 90 представляет собой цилиндр диаметром порядка 31 дюйма (78,74 см) и высотой порядка 65-75 дюймов (165,1-190,5 см), который показан на фиг. 2. Исходная заготовка имеет исходную, видимую в плане поверхность 92, представляющую собой торцевую поверхность заготовки, с которой входит в контакт штамповочная матрица при первом ходе штамповки.
Исходную заготовку вначале штампуют, позиция 82, используя обычные процессы нециклической штамповки. При первоначальной штамповочной операции штамповочная матрица фактически проходит по всей видимой в плане поверхности 92, когда происходит деформация. Штамповочная матрица может быть закрытой либо открытой, но предпочтительно закрытой. Форма штамповочной матрицы при этой первоначальной штамповке в основном плоская, хотя матрица вблизи своей центральной части может иметь специальную форму. Заготовку деформируют до получения желаемой формы с основным направлением деформации металла радиально наружу. Для образования конечной формы заготовки может быть выполнено большое количество стадий, а также повторный нагрев заготовки в объеме первой штамповочной операции 82. Матрица предпочтительно формирует заготовку до почти готовой формы в радиальной внутренней части 94 заготовки 90, как показано в образованной зоне ступицы на фиг.3. Однако не делается попытка отштамповать радиальную наружную часть 96 заготовки 90 до ее окончательно отштампованной конфигурации. Радиальную наружную часть 96 обычно деформируют до получения несколько выпуклой формы, как показано на фиг.3, если первая штамповка выполняется открытой матрицей, либо до более ограниченной формы, если первая штамповка выполняется закрытой матрицей. Часто не представляется возможным штамповать радиальную наружную часть 96 заготовки 90 до ее окончательно отштампованной формы, поскольку штамповочный пресс не развивает достаточное усилие, чтобы вызвать течение металла до получения требуемой почти готовой конфигурации.
После того, как первая штамповка 82 завершена, заготовку подвергают циклической штамповке в закрытой матрице, позиция 84. До настоящего времени отсутствовали необходимые циклическое штамповочное устройство и способ, поэтому далее описываются устройство и способ циклической штамповки, разработанные изобретателями. При циклической штамповке штамповочная матрица входит в контакт только с частью, видимой в плане поверхности заготовки 90. Желательно, чтобы большая часть усилия штамповки концентрировалась в окружных секторах радиальной наружной части 96 заготовки 90. К радиальной внутренней части 94 прилагается относительно небольшое усилие штамповки с получением относительно небольшой деформации, хотя и может иметь место некоторая штамповка радиальной внутренней части 94. По окончании стадии 84 циклической штамповки образуется форма заготовки 90, представляющая собой почти готовую форму изделия, которая показана на фиг.4, имеющая радиальную внутреннюю часть 94, в основном образованную на стадии 82, и радиальную наружную часть 96, в основном образованную на стадии 84. Этот подход предпочтителен, но предложенный способ работоспособен и при других условиях, например, когда стадия 82 выполняется для установления окончательной формы радиальной наружной части 96, либо когда стадия 84 выполняется для установления окончательной формы радиальной внутренней части 94.
После этого изделие в его окончательной форме, необязательно, но предпочтительно подвергают термообработке 86.
Представленное сочетание первой нециклической штамповки и окончательной циклической штамповки в закрытой матрице разработано для осуществления штамповки крупногабаритных, сложных заготовок с получением почти готовой формы. Не предполагается замена всех обычных способов штамповки, поскольку осуществление на практике такого сочетания требует больших затрат, чем в случае обычной нециклической штамповки. Однако, когда окончательная форма отштампованного диска не может быть получена посредством обычной штамповки из-за ограниченного усилия штамповки, развиваемого штамповочным прессом, предложенный подход полезен и может обеспечить получение почти готовой формы крупногабаритных поковок и вытекающую из этого экономию затрат на материал, механическую обработку, а также других затрат.
Как указано, циклическое штамповочное устройство разработано для использования для вышеописанного процесса, а также для других случаев применения. На фиг.5 представлен штамповочный пресс 20, имеющий неподвижную матрицу 22 и подвижную матрицу 24. Неподвижная матрица 22, как показано, представляет собой нижнюю матрицу, а подвижная матрица 24 представлена в виде верхней матрицы, хотя может быть использована и обратная компоновка. Предпочтительно, чтобы неподвижная матрица 22 находилась внизу, когда заготовка опирается на нижнюю матрицу. Неподвижная матрица 22 имеет неподвижную поверхность 26, а подвижная матрица 24 имеет подвижную поверхность 28. Неподвижная матричная поверхность 26 и подвижная матричная поверхность 28 обращены друг к другу, но расположены на некотором расстоянии друг от друга вдоль оси 30 пресса. Матрицы 22 и 24 в общем предпочтительно осесимметричны, хотя их поверхности могут и не быть осесимметричными и вместо этого могут иметь несимметричные элементы. Заготовка 32 располагается между матрицами 22 и 24.
Радиальная преграда в форме окружной стенки 34 проходит вокруг периферии заготовки 32. Матрицы 22 и 24 совместно с окружной стенкой 34 образуют полностью ограниченный объем 36 закрытой матрицы, в которую помещают заготовку 32. Окружная стенка 34 может быть выполнена в форме отдельного круглого кольца либо может быть выполнена за одно целое с неподвижной матрицей 22. Согласно фиг.5 до начала операции штамповки заготовка 32 может либо не может контактировать с обращенной внутрь поверхностью 38 окружной стенки 34. В течение штамповки заготовка 32 сжимается в осевом направлении параллельно оси 30 пресса и расширяется в радиальном направлении за счет радиальной наружной деформации металла для контакта с обращенной внутрь поверхностью 38 окружной стенки 34, которая ограничивает дальнейшее расширение заготовки 32.
Такая штамповка внутри ограниченного объема представляет собой суть штамповки в закрытой матрице и приводит к важным преимуществам по сравнению со штамповкой в открытой матрице. Ограничение наружного радиального пластичного потока металла при штамповке в закрытой матрице вызывает течение металла к элементам, образованным матрицами и/или стенкой. С другой стороны, при штамповке в открытой матрице наружный радиальный пластичный поток металла не ограничен, так что металл штампуется, следуя по пути наименьшего сопротивления, и течет радиально наружу, но не течет к элементам, образуемым матрицами, которые необходимы для создания изделия почти готовой формы. Таким образом, при штамповке в закрытой матрице получаются результаты, которые невозможны в случае штамповки в открытой матрице, включая изготовление изделий с почти готовой формой, имеющих элементы поверхности, образуемые штамповочными матрицами.
На фиг.6 в разнесенном виде в перспективе показаны матрицы 22 и 24, окружная стенка 34 и заготовка 32.
Подвижная матрица 24 имеет возможность перемещения параллельно оси 30 пресса к неподвижной матрице 22 при выполнении штамповочного хода, как указано осевой стрелкой 40 на фиг.5, а также имеет возможность вращения способом периодической круговой подачи вокруг оси 30 пресса, как указано стрелкой 42, обозначающей поворот. (Подвижная матрица также имеет возможность перемещения в противоположном направлении). Только одно из перемещений в направлении 40 хода штамповки или в направлении 42 вращения может быть выполнено в одно время, когда подвижная матрица 24 контактирует с заготовкой 32, так что способом, который будет обсужден далее, происходит чередование движений. Когда подвижная матрица 24 отведена и не находится в контакте с заготовкой 32, осевое и вращательное движения могут выполняться одновременно. Подвижная матрица 24 перемещается посредством механизма 44 пресса, который обеспечивает эти два вида перемещений 40 и 42, предпочтительное выполнение которых будет обсуждено далее.
Поверхность 26 неподвижной матрицы может быть выполнена фактически плоской. Вместо этого она также может иметь структурные элементы. В течение операции штамповки плоский или структурный характер поверхности 26 неподвижной матрицы оказывает влияние на обращенную к ней сторону заготовки 32 (нижняя сторона заготовки на чертеже).
Поверхность 28 подвижной матрицы несет на себе два типа специальных элементов. Эти элементы можно видеть на фиг.5-8. Один из элементов представляет собой, по меньшей мере, одну, предпочтительно, по меньшей мере, три, а наиболее предпочтительно, точно три лопастеобразных зоны 46 базового уровня, которые выполнены фактически плоскими и в общем лежат параллельно плоскости 48 заготовки, перпендикулярной оси 30 пресса. Другой из этих элементов представляет собой равное количество лопастеобразных секторов 50, которые выполнены плоскими или имеют плоские либо структурные элементы на их поверхностях 52, и также лежат параллельно плоскости 48 заготовки. Как показано на фиг. 8, плоскость 54 верхних поверхностей 52 секторов продольно смещена вдоль оси 30 пресса к поверхности 26 неподвижной матрицы от плоскости 56 зон 46 базового уровня. Поочередно установленные секторы 50 приподняты над зонами 46 базового уровня. Количество зон 46 базового уровня точно такое же, как и количество секторов 50.
Должен иметься, по меньшей мере, один из секторов 50. Если имеется более одного сектора 50, то они, предпочтительно, располагаются симметрично с равным количеством зон 46 базового уровня на поверхности подвижной матрицы. То есть, если имеются два, три, четыре или более секторов 50, они должны быть расположены осесимметрично, если смотреть в плане, с тем, чтобы свести к минимуму несимметричное нагружение в штамповочном прессе. Если имеется менее трех секторов 50, это приведет к проблеме, состоящей в том, что нагрузки на секторы будут весьма высоки и что пресс будет нагружен несимметрично. В случае прессов весьма большой мощности, например пресса, развивающего усилие порядка 50000 тонн, учет несимметричного нагружения представляется важным для получения желаемой конфигурации и структуры изделия, для устойчивости и долговечности машинного оборудования и для безопасности рабочих. В случае более трех секторов 50 они в большей степени стянуты на относительно узкий угол окружности. Поэтому они в большей степени стремятся действовать способом кухонных ножей, которые скорее врезаются в металл, чем деформируют его посредством штамповки, что приводит к неэффективной деформации заготовки. Эти теоретические и практические соображения приводят к выбору поверхности матрицы с тремя секторами 50 и с тремя чередующимися зонами 46 базового уровня (как показано на фиг. 7), что предпочтительно, хотя при некоторых обстоятельствах могут применяться матричные поверхности с меньшим или большим количеством секторов 50.
Секторы 50 симметрично отстоят друг от друга по поверхности 28 подвижной матрицы, при этом отдельные секторы 50 стянуты на угол А. Одна зона 46 базового уровня расположена между каждым из секторов 50 и стянута на угол С. Общая величина большого числа углов А, просуммированных для секторов 50, плюс общая величина углов С зон базового уровня, просуммированных для зон 46, составляет 360 градусов.
Угол А, образованный сектором, предпочтительно составляет от 45 до 65 градусов. Если угол А гораздо меньше, то матрица стремится "войти" в заготовку подобно действию кухонного ножа, о чем упоминалось выше. Если угол А значительно больше, матрица становится похожей на обычную плоскую или контурную матрицу и в процессе циклической штамповки имеет место лишь незначительный выигрыш в силе на прессе. Угол С определяется углом А и количеством секторов 50.
Геометрия секторов 50 представлена на фиг.7 и 8. Секторы 50 имеют форму долей пирога, а при их изображении на виде в плане согласно фиг.7 секторы образуют окружность. На виде в поперечном сечении, показанном на фиг.8, сектор 50 включает в себя наклонную сторону 58, проходящую между верхней поверхностью 52 сектора 50 и зоной 46 базового уровня. Стороны 58 сектора также видны на виде в плане, показанном на фиг.7, как весьма узкие доли.
Сторона 58 сектора ориентирована под углом D к плоскости 54 верхней поверхности 52 сектора 50. Угол D, предпочтительно, составляет от 45 до 60 градусов. Если угол D значительно меньше, чем примерно 45 градусов, угол А сектора заметно увеличивается, и выигрыш пресса в силе уменьшается. Если угол D значительно больше 60 градусов, то наблюдается эффект вбивания или эффект кухонного ножа. В течение циклической штамповки на поверхности заготовки 32 могут возникать такие дефекты, как складки и трещины, что будет описано далее. Эти дефекты, однажды появившись, не могут быть полностью устранены в течение последующей штамповки или других операций.
Для выполнения штамповки с использованием стадии 84 циклической штамповки или чего-либо иного заготовку 32 помещают между подвижной матрицей 24 и неподвижной матрицей 22. Механизм 44 пресса приводят в действие для перемещения при первом ходе штамповки поверхности 28 подвижной матрицы в направлении 40 к поверхности 26 неподвижной матрицы. Заготовка 32 в условиях нагружения подвергается деформации, что обсуждалось ранее. Механизм 44 пресса перемещают в обратном направлении, отводя матрицу 24 из состояния контакта с заготовкой 32. Механизм 44 пресса приводят в действие для поворота подвижной матрицы 24 на некоторую заданную величину вокруг оси 30 пресса при периодическом круговом перемещении. Величину поворота выбирают в соответствии с количеством секторов 50 и углами А и С, со свойствами материала, формой, требуемой четкостью, а также размером заготовки. Величина поворота при каждом периодическом круговом перемещении составляет менее угла А. Чем прочнее материал, тем меньше поворот при периодическом круговом перемещении. В предпочтительном случае поворот при периодическом круговом перемещении составляет приблизительно от 40 до 60 градусов. В типичном случае, когда имеются три сектора 50 и угол А составляет 55 градусов, предпочтительный поворот при периодической круговой подаче составляет порядка 40 градусов. После завершения поворотного движения механизм 44 пресса вновь приводят в действие для перемещения поверхности 28 подвижной матрицы в направлении 40 к поверхности 26 неподвижной матрицы при выполнении второго штамповочного хода. После деформирования заготовки механизм 44 пресса перемещают в обратном направлении, выводя при этом подвижную матрицу 24 из состояния контакта с заготовкой 32. Механизм 44 пресса приводят во вращение для перемещения подвижной матрицы 24. Для завершения штамповки эти стадии при необходимости повторяют несколько раз. В предпочтительном случае, когда имеются три сектора 50, угол А составляет 55 градусов, а поворот пресса при периодическом круговом перемещении составляет 40 градусов, требуются в общем три хода штамповки, чтобы завершить одну деформационную усадку. В случае толстых поковок или поковок, выполненных из весьма прочного материала, может быть выполнено большое число деформационных усадок. В течение штамповки заготовка обычно находится при повышенной температуре, поэтому при проведении штамповочной операции ее охлаждают. В течение штамповочной операции заготовку так часто, как это необходимо, подвергают повторяемому нагреву с тем, чтобы уменьшить напряжение деформации, а также получить определенную микроструктуру заготовки.
Предыдущее обсуждение относится к циклическому штамповочному прессу, в общем виде применимому в качестве любого нагрузочного устройства типа пресса. Определенный практический интерес для изобретателей представляет штамповка крупногабаритных дисков для наземных газовых турбин из суперсплавов на основе никеля или титановых сплавов, используя вертикальные штамповочные прессы с закрытой матрицей, развивающие усилие в 50000 тонн. Большие размеры заготовки и большие нагрузки, развиваемые при штамповке, приводят к определенным соображениям в отношении матриц и механизма пресса.
Если обратиться к фиг.9 и 10, то верхняя подштамповая подушка 101 представляет собой подвижный элемент штамповочного пресса. К верхней подштамповой подушке на болтах крепят основание 102, а к основанию 102 на болтах крепят кольцо 103. Поворотная подштамповая подушка 104 с возможностью поворота удерживается внутри кольца 103. Адаптер 105 верхней матрицы крепят болтами к поворотной подштамповой подушке 104. Верхнюю матрицу 106, соответствующую обсуждавшейся ранее подвижной матрице 24, крепят болтами к адаптеру 105. Поворотная подштамповая подушка 104 установлена на центровочном пальце 108, который обеспечивает возможность поворота подштамповой подушки 104 вокруг оси 30 пресса, а также обеспечивает возможность перемещения поворотной подштамповой подушки 104 вверх и вниз в пределах кольца 103. Центровочный палец 108 препятствует радиальному перемещению поворотной подштамповой подушки 104 по отношению к оси 30 пресса.
Плита 151 нижней подштамповой подушки несет на себе нижнюю матрицу 152, соответствующую неподвижной матрице 22, которая включает в себя донную часть 153 и круглое кольцо 154. Донная часть 153 матрицы и круглое кольцо 154 формируют нижнюю матричную полость, при этом внутри нижней матричной полости покоится заготовка 155.
При отводе (открытое положение пресса согласно фиг.9) поворотная подштамповая подушка 104 опирается на несущие подушки 109, установленные с внутренней стороны кольца 103. Эти несущие подушки 109 обеспечивают возможность легкого поворота поворотной подштамповой подушки 104 вокруг оси 30 пресса посредством гидравлического цилиндра (не показан) с тем, чтобы выполнить периодическое круговое перемещение. Желательно плавное, беспрепятственное вращение с относительно быстрым перемещением, чтобы повысить производительность штамповочного пресса, а также обеспечить возможность быстрой штамповки нагретой заготовки, пока она еще находится в достаточно горячем состоянии. Указанный подход обеспечивает возможность такого вращения даже в случае крупногабаритной конструкции штамповочного пресса.
Как показано на фиг.10, в течение хода штамповки, когда верхняя матрица 106 находится в контакте с заготовкой 155, поворотная подштамповая подушка 104 отталкивается от несущей подушки 109 к нижней стороне основания 102. Фрикционный контакт между поворотной подштамповой подушкой 104 и основанием 102 оказывает сопротивление вращению.
Использование характерных матриц, таких как матрицы 106 и 153, обеспечивает возможность штамповки изделия в закрытых матрицах почти до готовой формы, как показано на фиг.11. Профиль обычно плоской, дискообразной поковки 160, как правило, получаемой посредством свободной штамповки противоположными плоскими матрицами, расположен над профилем поковки 162 почти готовой формы, полученной рельефными матрицами 106 и 153, и над изделием 164, получаемым посредством окончательной механической обработки. В каждом случае для получения готового изделия лишний материал должен быть удален посредством механической обработки. Как в случае дискообразной поковки, так и поковки, имеющей почти готовую форму, должна быть выполнена, по меньшей мере, некоторая окончательная механическая обработка. Однако эта окончательная механическая обработка гораздо меньше в случае поковки с почти готовой формой, полученной в закрытых матрицах, чем в случае дискообразной поковки, полученной при свободной штамповке. Заштрихованная зона обозначает избыточный материал, который должен быть удален посредством механической обработки с дискообразной поковки, полученной посредством свободной штамповки, превышающий то количество материала, которое должно быть удалено посредством механической обработки с поковки, имеющей почти готовую форму, в данном случае составляющее порядка 30% объема дискообразной поковки. Когда заготовка изготовлена из дорогостоящего суперсплава на основе никеля, что имеет место в случае наземных газовых турбин с высокими эксплуатационными характеристиками, разница между стоимостью закупаемого материала и стоимостью утилизируемого суперсплава на основе никеля может составлять значительную часть полной стоимости изделия, например, порядка 10-20 процентов или более. Таким образом, предлагаемый подход позволяет сэкономить значительные переменные затраты, а также значительные постоянные затраты, при этом изделие может быть отштамповано на прессе, имеющем мощность меньше той, которая потребовалась бы в ином случае.
Штамповку таких изделий, как диски турбин, изготавливаемые из суперсплавов на основе никеля, обычно выполняют из заготовки, находящейся при повышенной температуре. Например, чтобы отштамповать большой диск для наземной турбины, если диаметр готового диска составляет 70-96 дюймов (177,08-243,84 см), его вес составляет более 15000 фунтов (6804 кг) и он выполняется из суперсплава на основе никеля, например, Инконеля 706, заготовку нагревают в печи до температуры штамповки, превышающей температуру солидуса, а точнее до температуры штамповки порядка 1825oF (996oС). Рекристаллизованную заготовку перемещают в штамповочный пресс и подвергают штамповке. Заготовку в течение определенного времени охлаждают до температуры солидуса, а затем и до температуры, меньшей температуры солидуса. Требуемое усилие штамповки увеличивается, когда заготовка охлаждается и возрастают напряжения при деформации, однако циклическая штамповочная обработка обеспечивает возможность продолжения штамповки. Заключительные ходы штамповки предпочтительно выполняют при температуре меньшей, чем температура солидуса, составляющей порядка 1750oF (954,4oС), чтобы получить зерна относительно небольшого размера согласно ASTM3-5. Исследования в области металлургии показывают, что металлургические структуры, полученные на циклическом штамповочном прессе посредством процесса, показанного на фиг.1, по существу представляют собой те же самые структуры, которые получают посредством обычной штамповки и обычных процессов термообработки (но которые не могут быть успешно выполнены в случае весьма крупных заготовок, в данном случае представляющих наибольший интерес). Приведенное выше обсуждение конкретно относится к сплаву Инконель 706, одному из наиболее предпочтительных материалов, который изобретатели предназначают для использования совместно с настоящим изобретением. Для других материалов может оказаться желательной иная конкретная обработка, находящаяся в объеме настоящего изобретения.
Хотя в иллюстративных целях подробно описан конкретный вариант осуществления изобретения, без отклонения от объема и существа изобретения могут быть выполнены различные варианты и модификации. Соответственно, изобретение ограничено только прилагаемыми пунктами формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОВОЧНЫЙ ПРЕСС, СПОСОБ ПОВЫШЕНИЯ ЭКСПЛУАТАЦИОННЫХ КАЧЕСТВ КОВОЧНОГО ПРЕССА И КРУПНЫЙ КОНСТРУКЦИОННЫЙ ЭЛЕМЕНТ, ИЗГОТАВЛИВАЕМЫЙ НА ЭТОМ ПРЕССЕ | 1994 |
|
RU2117546C1 |
| Устройство для штамповки листового материала | 1980 |
|
SU1118491A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ШТАМПОВКИ ЛИСТОВЫХ ДЕТАЛЕЙ | 1970 |
|
SU259035A1 |
| Гидравлический пресс | 1979 |
|
SU946980A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
| ВЫРУБНОЙ ШТАМП | 1972 |
|
SU332894A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ГОРЯЧИМ ВЫДАВЛИВАНИЕМ НА ТРУБОПРОФИЛЬНЫХ ПРЕССАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2375134C2 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1991 |
|
RU2006367C1 |
| Способ безоблойной штамповки | 1981 |
|
SU994099A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК С ОТРОСТКАМИ | 2002 |
|
RU2255831C2 |



Изобретение относится к области обработки металлов давлением. Штамповочный пресс включает в себя группу матриц, имеющую неподвижную матрицу и подвижную матрицу, обращенную к неподвижной матрице, но расположенную на некотором расстоянии от нее вдоль оси пресса, определяющие между собой объем для заготовки, и внешнюю окружную стенку. Подвижная матрица имеет зону базового уровня, лежащую в плоскости заготовки, перпендикулярной оси пресса, и три поворотно симметричных сектора, приподнятых над зоной базового уровня. Каждый из секторов является угловым сектором диска и расположен с угловым смещением относительно других секторов. Механизм пресса включает в себя осевой привод, действующий так, чтобы перемещать подвижную матрицу в направлении, параллельном оси пресса, и привод периодической круговой подачи, действующий так, чтобы поворачивать подвижную матрицу вокруг оси пресса на угол периодической круговой подачи. При работе осевой привод выполняет возвратно-поступательное перемещение, привод периодической круговой подачи поворачивает подвижную матрицу на угол, который меньше угла сектора, и осевой привод выполняет другой ход. За счет повторения этих стадий осуществляется циклическая штамповка всей заготовки. Изобретение позволяет штамповать изделия на прессе с меньшим номинальным усилием, чем при обычной штамповке. 2 c. и 15 з.п. ф-лы, 11 ил.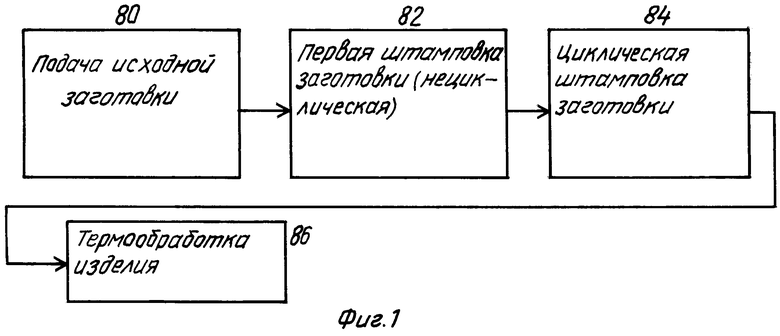
| ШТАМП ДЛЯ СЕКТОРНОЙ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ ТИПА ШЕСТЕРЕН | 1966 |
|
SU214988A1 |
| Способ изготовления осесимметричных изделий | 1979 |
|
SU948514A1 |
| ГАЛОГЕНСЕРЕБРЯНЫЙ ФОТОГРАФИЧЕСКИЙ МАТЕРИАЛ | 1997 |
|
RU2129724C1 |
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| Штамп для крупных деталей типа дисков | 1959 |
|
SU125114A2 |

