Изобретение относится к машиностроению, а именно к шумоподавляющим конструкциям выпускных пневмосистем различных пневмоприспособлений, преимущественно к системам выхлопа в атмосферу отработанного сжатого воздуха из пневмомуфт, пневмоцилиндров и другого подобного оборудования.
Известны различные конструкции глушителей аэродинамического шума, имеющих в своей конструкции активный шумоподавляющий элемент, изготовленный из пористого материала.
Глушитель (Лагунов Л.Ф., Осипов Г.Л. Борьба с шумом в машиностроении. - М.: Машиностроение, 1980. - 150 с., с.137), включающий в себя штуцер, болт, крышку, шайбу и шумоподавляющий элемент из пористого полиэтилена.
Глушитель (Медведь Р.А., Соловьев Р.В. Производственный шум и борьба с ним. Из опыта Горьковского автомобильного завода. Горький, Волго-Вятское книжное издательство, 1997. - 127 с., с.71), состоящий из штуцера, защитного цилиндра, болта, гайки и активного шумоподавляющего элемента из керамики.
Глушитель (Медведь Р.А., Соловьев Р.В. Производственный шум и борьба с ним. Из опыта Горьковского автомобильного завода. Горький, Волго-Вятское книжное издательство, 1997, 127 с., с.70), состоящий из штуцера, болта, шайбы и корпуса, который является шумопо-давляющим элементом и изготовлен из металлокерамики.
Принцип работы указанных конструкций основан на перераспределении сосредоточенной волновой и кинетической энергии выхлопа в рассредоточенную, так как потоки воздуха проходят через множество каналов малого сечения в пористом элементе глушителя. Это приводит к значительному снижению энергии звукового давления выхлопа.
Однако данные конструкции имеют ряд недостатков:
- у них низкая пропускная способность, то есть большое сопротивление протока, связанное с наличием в пористой структуре шумоподавляющих элементов воздушных лабиринтов. Это приводит к увеличению противодавления и затягиванию времени выхлопа;
- ограниченный срок службы, связанный с тем, что со временем происходит загрязнение пор шумоподавляющих элементов маслом и технологической пылью. Восстановлению загрязненные элементы не подлежат, и механизмы их эффективной чистки отсутствуют;
- невысокая механическая прочность и хрупкость конструкций, особенно керамических;
- сложность изготовления и необходимость наличия специфического оборудования для производства пористых элементов глушителей.
Известен способ изготовления пористого материала на основе металлических волокон по патенту RU 2044557, включающий вязание из металлических волокон сеток и формирование из сеток пакета.
Известен также способ получения поверхности с чередующимися выступами и впадинами по патенту RU 204460, согласно которому при относительном движении инструмента и заготовки поверхностный слой заготовки подрезают инструментом, но при этом до подрезания на заготовке формируют внутренние полости.
Для осуществления указанных выше способов требуется сложное специфическое оборудование и предварительная подготовка заготовок, что намного усложняет процесс изготовления.
Известен способ изготовления изделий со спиральными ребрами по патенту RU 2172223, принятый за прототип, включающий накатку ребер на заготовке при помощи обкатывания и деформации заготовки силовой раскатной головкой с вращающимися давильными элементами.
Однако данный способ позволяет получать только прямолинейные заготовки, из которых невозможно изготовить необходимую конструкцию шумоподавляющего элемента.
Технический результат предлагаемого изобретения - получение простого в изготовлении и прочного шумоподавляющего элемента, обладающего высокой пропускной способностью и возможностью многократного использования, путем применения простой и эффективной технологии прочистки загрязненного элемента. А также обеспечение технологической гибкости при производстве различных типоразмеров глушителей.
Указанный технический результат достигается при использовании двух вариантов глушителя.
Вариант 1.
Технический результат при использовании изобретения достигается тем, что в известном глушителе, включающем штуцер, крышку и пористый шумоподавляющий элемент, указанный шумоподавляющий элемент выполнен в виде витого цилиндра из прокатанного алюминиевого прутка, причем одна широкая сторона витка гладкая, а другая имеет сквозное поперечное рифление, которое образует в контакте с гладкой стороной множество сквозных отверстий, имеющих в сечении форму, близкую к треугольнику с площадью сечения около 0,03-0,05 мм2. Витой цилиндр надет на шпильки, установленные в штуцере и закрепленные гайками на крышке. Указанная конструкция шумоподавляющего элемента получается за счет прокатывания алюминиевого прутка между двух давильных элементов в виде валков конической формы, ведущего и ведомого. Ведущий валок имеет рифленую контактную поверхность, а ведомый - гладкую контактную поверхность. Диаметр получаемой спирали регулируется глубиной рифления и углом конуса валков. Площадь сечения каналов, их количество, толщина стенки цилиндра, его диаметр и длина могут меняться путем нетрудоемкой замены валков различных типоразмеров и изменением диаметра прокатываемого прутка.
Сквозные отверстия обеспечивают отсутствие лабиринтов протока и высокую пропускную способность (низкое противодавление) элемента. Изготовление элемента из алюминиевого прутка придает ему необходимую механическую прочность. Простота конструкции позволяет произвести быстрый монтаж и демонтаж активного элемента глушителя. Загрязненные в процессе эксплуатации каналы пористого шумоподавляющего элемента легко очищаются (промывка, продувка, механическая чистка) после его демонтажа за счет возможности увеличения межвиткового зазора и отсутствия лабиринтов. Прочищать загрязненные каналы можно множество раз, причем срок службы прочищенного элемента равен сроку службы вновь изготовленного и определяется лишь технической загрязненностью пневмосистемы.
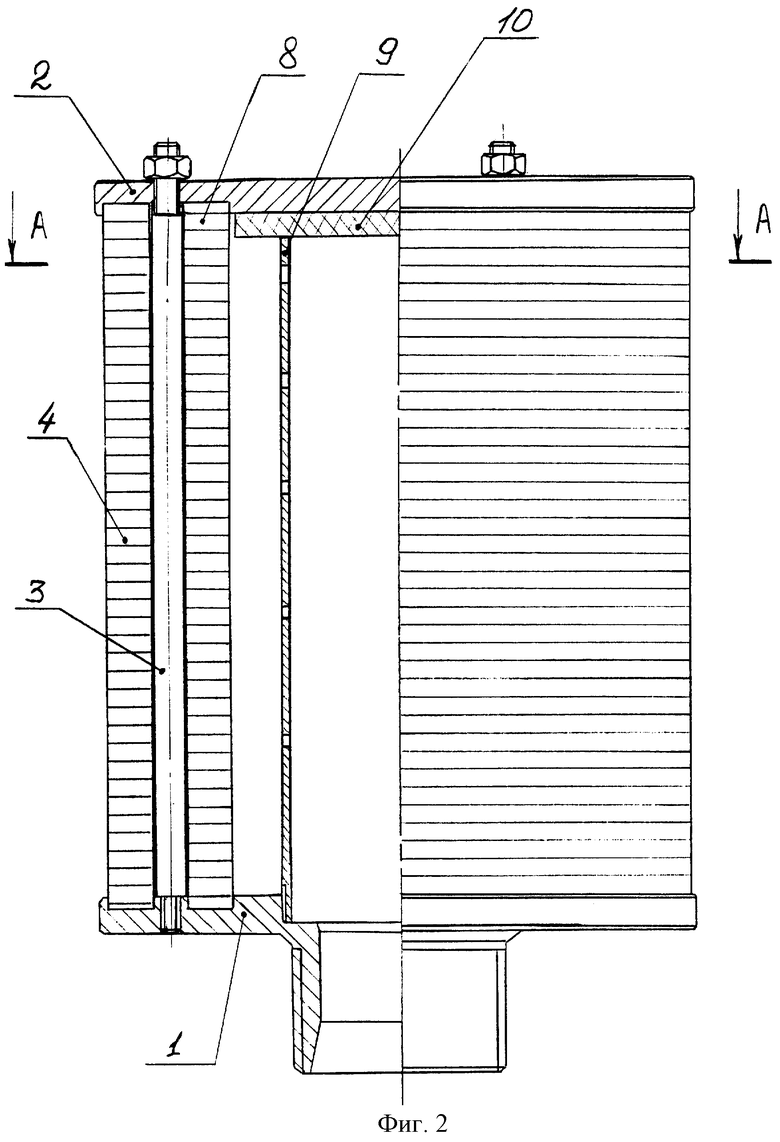
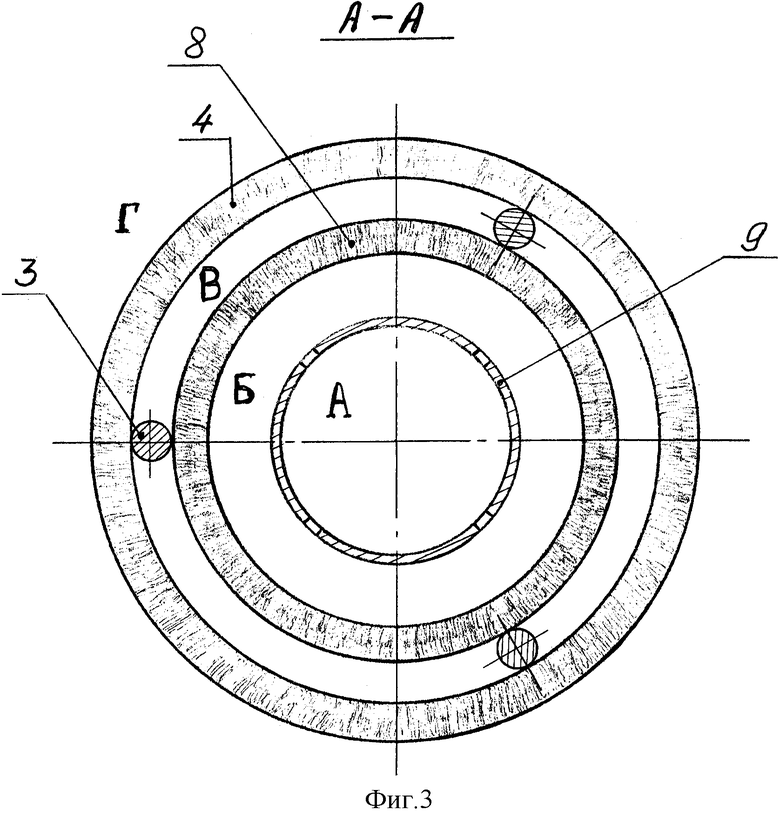
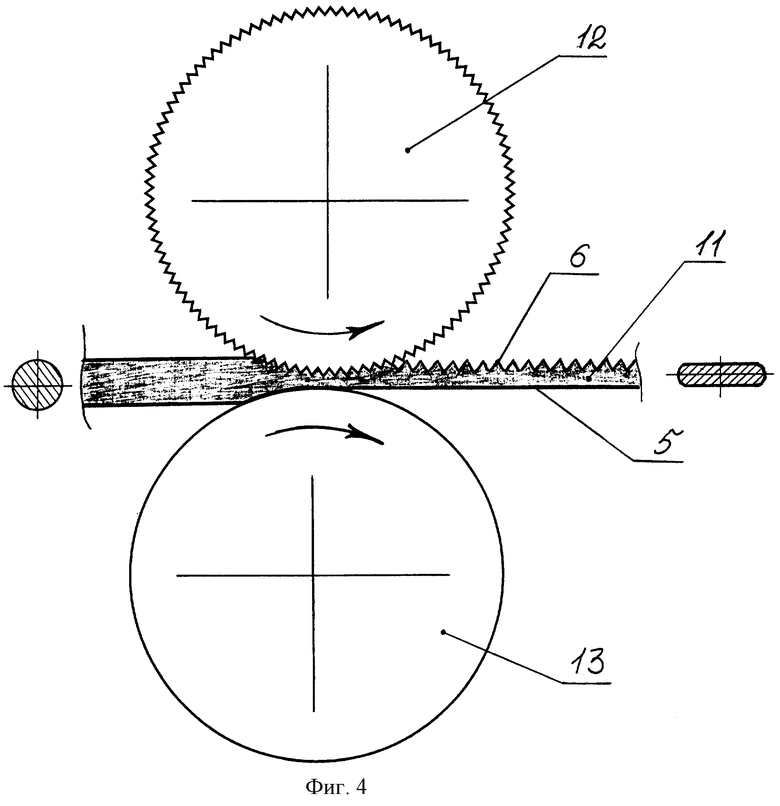
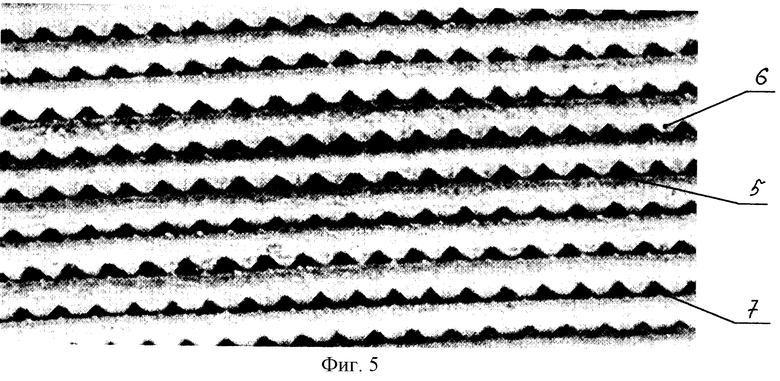
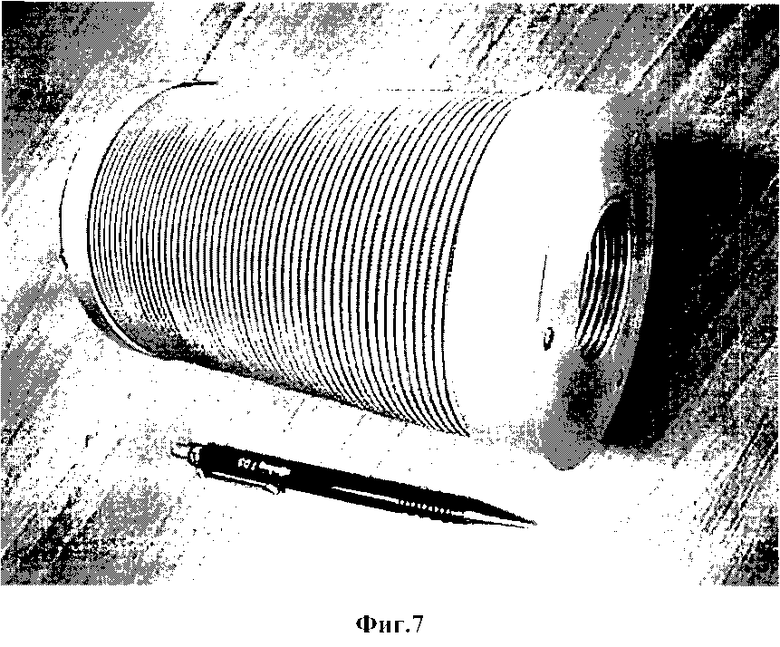
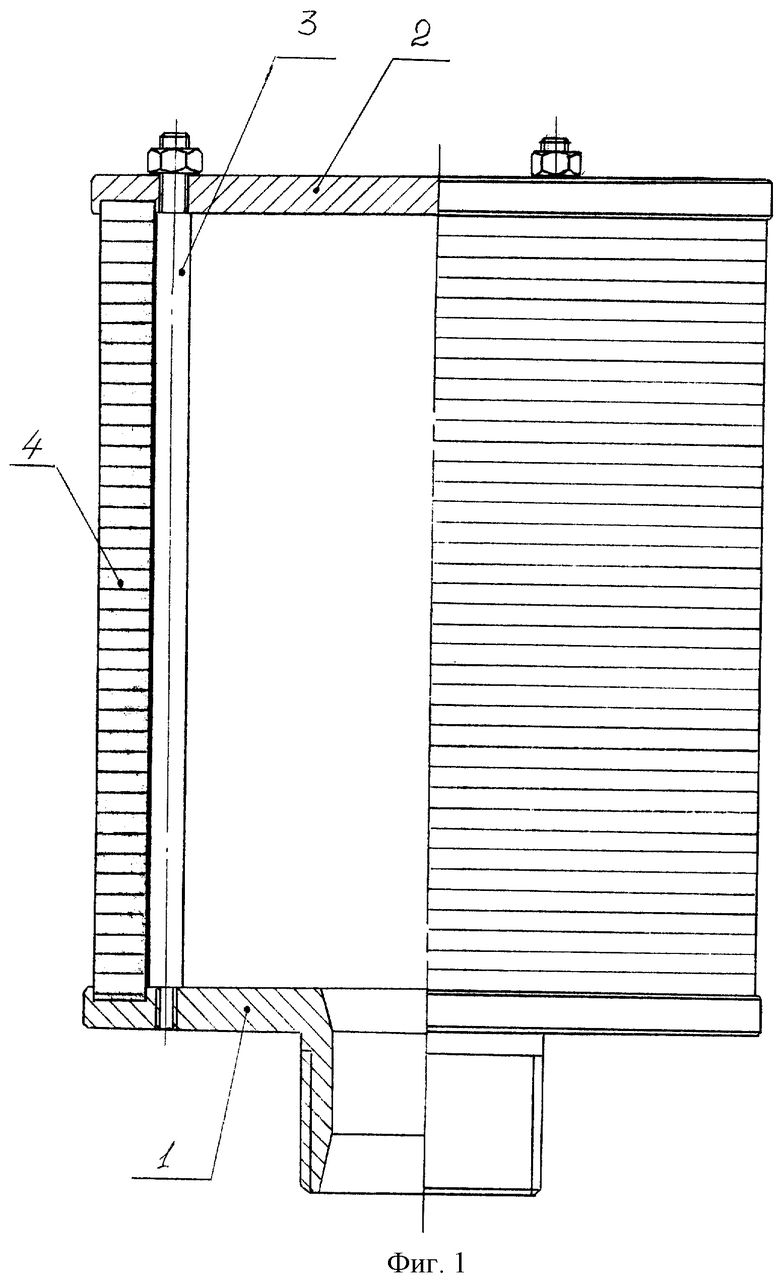
На фиг.1 изображен внешний вид глушителя, на фиг.2 - вариант глушителя с двойной оболочкой, на фиг.3 - разрез А-А на фиг.2, на фиг.4 изображен способ получения элемента витого цилиндра с поперечным односторонним рифлением, на фиг.5 - фрагмент пористого элемента, на фиг.6 - способ изготовления витого цилиндра, на фиг.7 изображен внешний вид глушителя.
Глушитель состоит из штуцера 1, крышки 2 и установленных в штуцере 1 и закрепленных на крышке 2 шпилек 3, на которых размещен витой алюминиевый цилиндр 4, витки которого имеют гладкую сторону 5 и рифленую сторону 6. Витой цилиндр 4 установлен таким образом, чтобы обеспечивать взаимный контакт гладкой 5 и рифленой 6 сторон двух соседних витков. При контакте двух соседних витков образуются сквозные отверстия 7 (фиг.5).
Глушитель работает следующим образом. Объем отработанного газа из пневмосистемы через штуцер 1 выбрасывается во внутреннюю полость глушителя, проходит через сквозные отверстия 7 пористого элемента 4 и выходит в атмосферу.
Вариант 2.
Для получения более высокого шумоподавляющего эффекта предназначен вариант глушителя с двойной оболочкой. Технический результат при использовании изобретения достигается тем, что в известном глушителе, включающем штуцер, крышку и пористый шумоподавляющий элемент, на шпильки, установленные в штуцере и закрепленные гайками на крышке, надет указанный шумоподавляющий элемент, состоящий из двух витых цилиндров, из прокатанного алюминиевого прутка, причем одна широкая сторона витка гладкая, а другая имеет сквозное поперечное рифление, которое образует в контакте с гладкой стороной множество сквозных отверстий, имеющих в сечении форму, близкую к треугольнику, наружного и внутреннего, а внутри внутреннего цилиндра размещены перфорированный рассекатель в виде цилиндра с щелевыми или круглыми отверстиями и шайба из пористой резины.
Глушитель состоит из штуцера 1, крышки 2, шпилек 3, установленных между внутренним витым цилиндром 8 и наружным витым цилиндром 4. А также перфорированного рассекателя 9, представляющего собой цилиндр с щелевыми или круглыми отверстиями и шайбой из пористой резины 10, размещенных во внутренней полости глушителя.
Глушитель с двойной оболочкой работает следующим образом. Объем отработанного воздуха из пневмосистемы через штуцер 1 выбрасывается в полость А глушителя (фиг.3). Пройдя через перфорированный рассекатель 9, воздушный поток теряет часть энергии, попадает в полость Б и проходит через сквозные отверстия внутреннего витого цилиндра 8, где рассекается на множество микровоздушных потоков меньшей энергии и попадает в полость В. Из полости В воздушный поток аналогично проходит через наружный витой цилиндр 4 и выходит в атмосферу Г.
Способ изготовления шумоподавляющего элемента включает накатку ребер на заготовке при помощи прокатывания и деформации заготовки силовой раскатной головкой с вращающимися давильными элементами, при которой заготовку в виде алюминиевого прутка прокатывают между давильными элементами, в качестве которых используют два валка конической формы, ведущего и ведомого, причем ведущий валок имеет рифленую контактную поверхность, а ведомый валок имеет гладкую контактную поверхность. Диаметр получаемого цилиндра, площадь сечения каналов, их количество, толщину стенки цилиндра, длину цилиндра варьируют при помощи сменных, ведущего и ведомого, валков с различными типоразмерами, а также применяя алюминиевые прутки различного диаметра.
Способ изготовления шумоподавляющего элемента осуществляют следующим образом (фиг.4, фиг.5). Прокатывают заготовку из алюминиевого прутка 11 в продольном направлении силовой раскатной головкой с вращающимися давильными элементами в виде двух валков конической формы, ведущего 12 и ведомого 13. Ведущий валок 12, имеющий рифленую контактную поверхность, обеспечивает образование широкой стороны с рифленой поверхностью 6, а ведомый валок 13, имеющий гладкую поверхность, образует широкую сторону с гладкой поверхностью 5. За счет того что валки имеют коническую форму, прокатанную алюминиевую проволоку завивают в спираль и получают витой цилиндр. Различные диаметры спирали, а следовательно и витого цилиндра, получают за счет сменных валков с разной глубиной рифления и углом конусности. Так же, используя сменные валки различных типоразмеров и пруток различного диаметра, получают витые цилиндры с различной площадью сечения каналов и их количеством, с различной толщиной стенки цилиндра и его длины. Указанный способ позволяет обеспечить технологическую гибкость при производстве различных размеров глушителей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБЧАТЫХ ВИНТОВЫХ ШТАНГ | 2021 |
|
RU2776915C1 |
| СТАН ДЛЯ РАСКАТКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2017 |
|
RU2679033C1 |
| Устройство для раскатки осесимметричных изделий | 1984 |
|
SU1222376A1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| МЕТАЛЛИЧЕСКИЕ ЛИСТЫ И ПЛАСТИНЫ С ТЕКСТУРИРОВАННЫМИ ПОВЕРХНОСТЯМИ, УМЕНЬШАЮЩИМИ ТРЕНИЕ, И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2506188C2 |
| ЛИНИЯ НЕПРЕРЫВНОЙ ПРЯМОЙ ПРОКАТКИ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2011 |
|
RU2457068C1 |
| СПОСОБ БОКОВОГО ВЫДАВЛИВАНИЯ КОЛЬЦЕВЫХ ПРОФИЛЕЙ ПРИ ГОРЯЧЕЙ РАСКАТКЕ МАЛОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2014 |
|
RU2573461C1 |
| УСТРОЙСТВО ДЛЯ ПРОКАТКИ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ | 2024 |
|
RU2834940C1 |
| Устройство для раскатки осесимметричных изделий | 1986 |
|
SU1430158A1 |
| ВАЛКОВАЯ (РОЛИКОВАЯ) ПОДАЧА ЗАГОТОВОК В ЗОНУ ОБРАБОТКИ | 1998 |
|
RU2158647C2 |
Изобретение относится к машиностроению, а именно к шумоподавляющим конструкциям выпускных пневмосистем различных пневмоприспособлений, преимущественно к системам выхлопа в атмосферу отработанного сжатого воздуха из пневмомуфт, пневмоцилиндров и другого подобного оборудования. Глушитель состоит из штуцера, крышки и пористого шумоподавляющего элемента, выполненного в виде витого цилиндра из прокатанного алюминиевого прутка, одна широкая сторона которого гладкая, а другая широкая сторона имеет сквозное поперечное рифление. Рифленая сторона в контакте с гладкой стороной образует множество сквозных отверстий. Витой цилиндр изготавливают, прокатывая заготовку из алюминиевого прутка между двух конических валков, ведущего и ведомого. Ведущий валок имеет рифленую контактную поверхность, а ведомый валок имеет гладкую контактную поверхность. Используя съемные валки различных типоразмеров и пруток различного диаметра, получают витые цилиндры с различными диаметрами спирали, площадью сечения каналов, их количеством, толщиной стенки цилиндра и его длиной. Технический результат – простота изготовления. 3 с. и 1 з.п. ф-лы, 7 ил.
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ СПИРАЛЬНЫМИ РЕБРАМИ | 1999 |
|
RU2172223C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОВЕРХНОСТЕЙ С ЧЕРЕДУЮЩИМИСЯ ВЫСТУПАМИ И ВПАДИНАМИ (ВАРИАНТЫ) И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2044606C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТОГО МАТЕРИАЛА | 1992 |
|
RU2044557C1 |
| JP 58176412 A, 15.10.1983 | |||
| JP 58185918 A, 29.10.1983. | |||

