Изобретение относится к ракетным двигателям и может быть использовано при изготовлении пороховых ракетных двигателей, а также специальных цилиндров, например баллонов высокого давления.
Наиболее близким по технической сущности к заявляемому - прототипом является способ изготовления цилиндрических деталей-корпусов порохового двигателя путем многократной вытяжки из круглой заготовки (см. Технологии холодной штамповки. Малов А.М., Машиностроение, 1969, стр. 194-195).
Известный способ позволяет изготовить корпус порохового ракетного двигателя, представляющий собой цилиндрическую деталь.
Недостатком известного способа является избыточно высокая стоимость изготовления по известному способу, обусловленная тем, что для обеспечения заданного качества внутренней поверхности корпуса двигателя необходимо использовать листовую сталь с высоким качеством поверхности, например холоднокатаную сталь, из-за невозможности осуществить обработку поверхности вырубленной заготовки, так как при вырубке из листовой стали, имеющей деформацию листа, вырубленная заготовка сохраняет эту деформацию, при этом характер этой деформации зависит от многих причин и в условиях производства непредсказуем. Однако выбор холоднокатаной листовой стали приводит к значительному удорожанию продукции, изготавливаемой известным способом, из-за высокой стоимости исходного листового металла.
Задачей изобретения является снижение стоимости изготовления корпуса порохового ракетного двигателя.
Техническим результатом является обеспечение возможности использования при изготовлении корпуса порохового ракетного двигателя горячекатаной листовой стали вместо холоднокатаной.
Для решения задачи изобретения в известном способе изготовления корпуса порохового ракетного двигателя, включающем многократную вытяжку из круглой заготовки, перед вытяжкой осуществляют обработку поверхности круглой заготовки, для чего круглую заготовку при вырубке формируют изогнутой с дугообразным сечением, затем круглую заготовку распрямляют путем прижатия ее выпуклой стороной к плоскости с помощью прижимного кольца, фиксируют распрямленное состояние круглой заготовки с помощью гайки, убирают прижимное кольцо и обрабатывают центральную часть круглой заготовки, затем вновь прижимают заготовку прижимным кольцом, убирают гайку и обрабатывают поверхность заготовки по краю круга, а саму вытяжку осуществляют при ориентации круглой заготовки обработанной поверхностью вовнутрь корпуса двигателя.
Кроме того, формируют круглую заготовку с дугообразным сечением, имеющую глубину изгиба не более одного процента от диаметра круга заготовки; прижимают круглую заготовку к плоскости с помощью прижимного кольца до величины зазора между плоскостью и заготовкой не более величины допустимой разнотолщинности круглой заготовки.
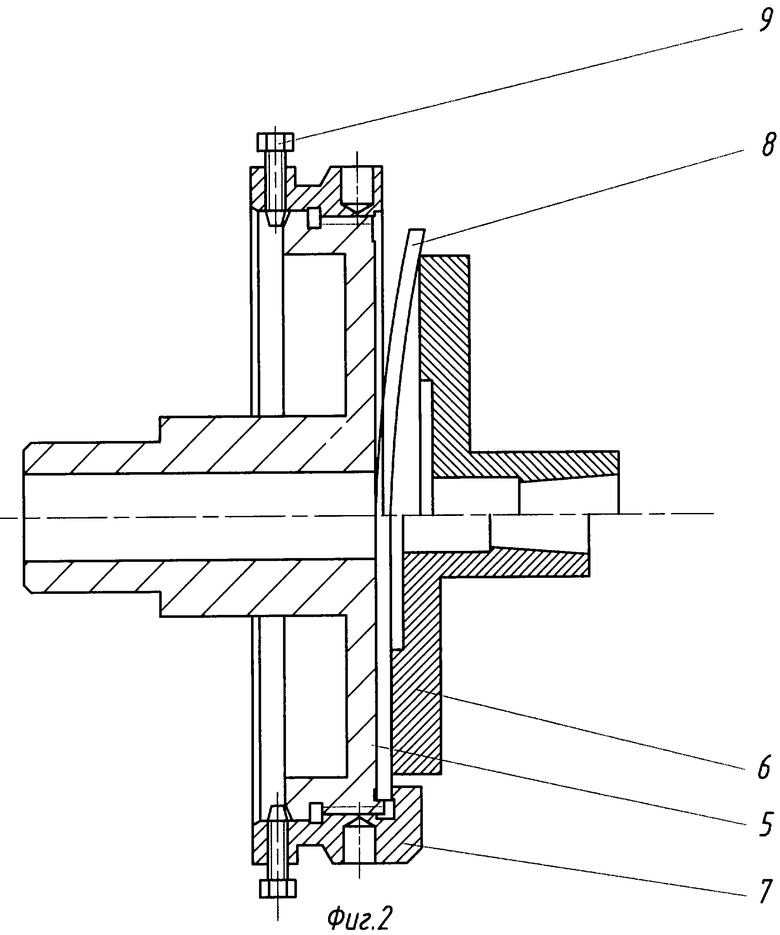
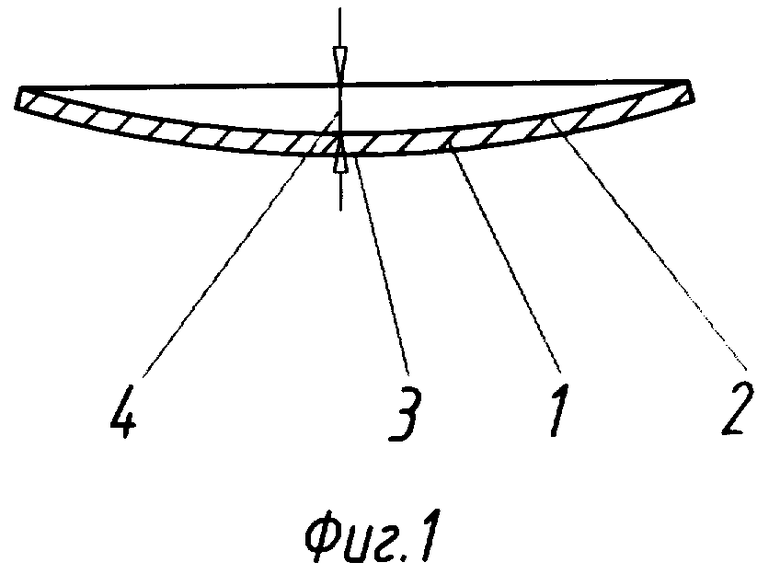
Изобретение поясняется с помощью чертежей, где на фиг.1 показано сечение вырубленной круглой заготовки; на фиг.2 - заготовка, прижатая к плоскости прижимным кольцом и винтовыми зажимами.
Способ изготовления корпуса порохового ракетного двигателя заключается в том, что из листового металла вырубают круглую заготовку, при этом формируют круглую заготовку с дугообразным сечением 1 (фиг.1) круга, при этом образуются вогнутая внутренняя 2 и выпуклая внешняя 3 стороны заготовки, глубина 4 изгиба не превышает одного процента от диаметра круга заготовки. Затем круглую заготовку распрямляют путем прижатия ее выпуклой стороной 3 к плоскости 5 (фиг.2) с помощью прижимного кольца 6, фиксируют распрямленное состояние круглой заготовки с помощью гайки 7 по ее краю 8. При этом гайку 7 наворачивают с помощью воротка до упора и стопорят винтами 9. Убирают прижимное кольцо и обрабатывают центральную часть круглой заготовки, затем вновь прижимают заготовку прижимным кольцом, убирают гайки 7 и обрабатывают поверхность заготовки по краю круга, затем осуществляют многократную вытяжку круглой заготовки, ориентируя ее обработанной поверхностью вовнутрь корпуса двигателя. Круглую заготовку прижимают к плоскости с помощью прижимного кольца до величины зазора между плоскостью и заготовкой не более величины допустимой разнотолщинности круглой заготовки.
Способ изготовления корпуса порохового ракетного двигателя поясняется следующим примером.
Пример. Для изготовления корпуса порохового ракетного двигателя, представляющего собой стакан с выпуклым дном, выбирают горячекатаную листовую сталь, например марки ВП25. Листовая сталь имеет некоторую начальную деформацию. Если осуществлять вырубку круглой заготовки из листовой стали, то вырубленный круг будет нести следы этой деформации. Так как характер такой деформации непредсказуем и зависит, в частности, от расположения выкройки на листе, что приводит к сложностям по распрямлению заготовки и дальнейшей обработке ее поверхности, то при вырубке круглой заготовки последнюю специально деформируют определенным образом с целью обеспечения возможности ее распрямления. С этой целью с помощью скошенного пуансона вырубают круглую заготовку, получая дугообразное сечение. Величина формируемого прогиба заготовки определяется величиной скоса пуансона. Для выбранной стали при диаметре заготовки 300 мм глубина прогиба должна составлять 2-3 мм. Вырубленную круглую заготовку устанавливают на плоскости приспособления, закрепленного в переднем суппорте токарного станка, при этом на задней бабке станка устанавливают устройство прижимного кольца кольцом к заготовке, заготовку прижимают к плоскости приспособления, при этом добиваются, чтобы зазор между заготовкой и плоскостью приспособления был не более 0,05 мм. С помощью гайки фиксируют край заготовки, прижимая ее к плоскости приспособления, прижимное кольцо убирают.
На подвижном суппорте станка устанавливают резец, с помощью которого осуществляют обработку - снятие обезуглероженного слоя центральной части круга заготовки, свободного от прижимного кольца. Затем вновь прижимают заготовку прижимным кольцом, убирают гайку, контролируют зазор между плоскостью приспособления и заготовкой, который должен быть не более 0,05 мм, и заканчивают обработку заготовки снятием внешнего слоя по краю круга заготовки до уровня обточенной центральной части круга.
Ориентируют круглую заготовку перед вытяжкой так, чтобы обработанная поверхность оказалась бы после вытяжки внутренней поверхностью цилиндра-корпуса порохового ракетного двигателя. Обработка поверхности заготовки дает необходимое качество внутренней поверхности корпуса.
Дальнейшие работы по изготовлению корпуса предполагают выполнение операций по обработке внешней поверхности, расточке отверстий, нарезанию резьбы, установке штуцеров и другие технологические операции, необходимые для сборки конкретного ракетного двигателя.
Предложенный способ обеспечивает снижение стоимости изготовления корпуса порохового ракетного двигателя за счет обеспечения возможности использования горячекатаной листовой стали вместо холоднокатанной.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕГКООТКРЫВАЮЩЕЙСЯ КРЫШКИ БАНКИ И ЛЕГКООТКРЫВАЮЩАЯСЯ КРЫШКА БАНКИ | 1997 |
|
RU2179489C2 |
| Способ изготовления полых изделий с фланцем | 1982 |
|
SU1142196A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА ПОРОХОВОГО РАКЕТНОГО ДВИГАТЕЛЯ | 2002 |
|
RU2206779C1 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ДВОЙНОГО ДЕЙСТВИЯ | 2011 |
|
RU2502575C2 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ШТАМПОВКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ С ВНУТРЕННИМИ ПОЛОСТЯМИ НА СТЕНКЕ ИЗ ЛИСТОВОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2006 |
|
RU2349408C2 |
| ВЯЗКОСТНЫЙ ДЕМПФЕР КРУТИЛЬНЫХ КОЛЕБАНИЙ С ОХЛАЖДАЮЩИМИ КАНАЛАМИ | 2003 |
|
RU2295662C2 |
| ВЫРУБНОЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ И ЗАГОТОВОК | 1967 |
|
SU190013A1 |
| Способ изготовления полых изделий и штампы для его осуществления | 1988 |
|
SU1590160A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| ВОСПЛАМЕНИТЕЛЬ ЗАРЯДОВ ТВЕРДОГО РАКЕТНОГО ТОПЛИВА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2288371C2 |
Способ изготовления корпуса порохового ракетного двигателя включает многократную вытяжку из круглой заготовки и обработку поверхности круглой заготовки перед вытяжкой. Круглую заготовку при вырубке формируют с дугообразным сечением. Затем круглую заготовку распрямляют путем прижатия ее выпуклой стороной к плоскости с помощью прижимного кольца. Фиксируют распрямленное состояние круглой заготовки с помощью гайки. Убирают прижимное кольцо и обрабатывают центральную часть круглой заготовки. Затем вновь прижимают заготовку прижимным кольцом, убирают гайку и обрабатывают поверхность заготовки по краю круга. Вытяжку осуществляют при ориентации круглой заготовки обработанной поверхностью вовнутрь. Предложенное изобретение позволит снизить стоимость изготовления корпуса порохового ракетного двигателя. 2 з.п.ф-лы, 2 ил.
| МАЛОВ А.Н | |||
| Технологии холодной штамповки | |||
| - М.: Машиностроение, 1969, с | |||
| Кран машиниста для автоматических тормозов с сжатым воздухом | 1921 |
|
SU194A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ГАЗОВЫХ БАЛЛОНОВ | 1992 |
|
RU2025177C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНОВ | 1992 |
|
RU2044586C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗЫ ПАТРОНА СТРЕЛКОВОГО ОРУЖИЯ | 2000 |
|
RU2176573C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК СНАРЯДНЫХ КОРПУСОВ | 2000 |
|
RU2179491C2 |
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2180947C1 |
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ ИЗ ТРУБЫ | 2001 |
|
RU2181858C1 |

