Изобретение относится к технологии машиностроения, в частности к производству инструментов, и может быть использовано для поверхностного упрочнения рабочих поверхностей, подверженных интенсивному износу, стальных и чугунных деталей.
Известен инструмент для фрикционного поверхностного упрочнения деталей машин, содержащий корпус в виде диска из материала с низким коэффициентом теплопроводности и с рабочей поверхностью на его периферии, при этом инструмент снабжен пальцами, выполненными из материала с коэффициентом теплопроводности выше, чем у материала диска, и расположенными в радиальных отверстиях, выполненных на рабочей поверхности диска, причем диаметр пальцев берут в 1,2...2 раза больше ширины рабочей поверхности диска [1].
Недостатками известного инструмента являются удары и вибрации, возникающие в результате быстрого износа пальцев - теплоносителей, изготавливаемых из мягкого быстроизнашивающегося (из меди или латуни) материала, которые резко снижают качество и производительность. При этом быстрый износ пальцев усугубляет значительные силы прижима инструмента к обрабатываемой заготовке (до 1000 Н). Кроме того, сложность конструкции инструмента (наличие дюралюминиевого корпуса в виде ступицы, фланца, болтов и медных или латунных пальцев) при его низкой стойкости требует значительных первоначальных и последующих затрат при эксплуатации, что повышает себестоимость обработки.
Кроме того, невозможность обеспечения качественной обработки поверхности при ее отклонении от правильной геометрической формы и возможном дисбалансе инструмента, так как в этом случае появляются вибрации и инструмент отскакивает от обрабатываемой детали.
Наиболее близким по технической сущности и достигаемому эффекту к изобретению является устройство для поверхностного упрочнения деталей, имеющее упругий элемент с механизмом регулировки жесткости, расположенный между ободом и ступицей инструмента [2].
Такая конструкция позволяет несколько уменьшить балансируемую массу инструмента, но не избавляет от появления дисбаланса инструмента и вибраций при обработке, так как обод с его утолщением к центру обладает большой массой, устанавливается на упругом элементе и при обработке поверхности с отклонениями от правильной геометрической формы будет отскакивать от обрабатываемой детали и приводить к дестабилизации режима обработки.
Задача изобретения - повышение качества упрочненного слоя за счет увеличения его толщины, снижение себестоимости процесса поверхностного упрочнения за счет упрощения конструкции инструмента и обеспечения стабильной величины усилия прижатия периферийного кольца инструмента к поверхности заготовки путем снижения его балансируемой массы и возможности регулировки жесткости упругого элемента.
Поставленная задача решается с помощью предлагаемого инструмента с гофрированным упругим кольцом для фрикционного поверхностного упрочнения деталей машин, содержащего корпус, диск трения и упругий элемент, причем диск трения выполнен в виде узкого кольца трения, закрепленного с помощью прижимного диска и шпонки на периферии корпуса, состоящего из двух ступеней, при этом на ступени меньшего диаметра нарезана резьба, на которую наворачивается гайка с конической наружной поверхностью, сопрягаемой с упругим элементом.
Кроме того, упругий элемент для регулирования усилия прижатия кольца трения к обрабатываемой поверхности представляет собой гофрированное упругое кольцо, изготовленное из плоской пружинящей полосы, гофры которой заполнены упругим материалом, причем внутренняя поверхность гофрированного упругого кольца - коническая, ответная наружной конической поверхности гайки.
При этом прижимной диск центрируется на корпусе специальным буртиком, имеет пазы под ключ, расположенные по окружности против торцовых отверстий под ключ упомянутой гайки, и крепится к корпусу болтами.
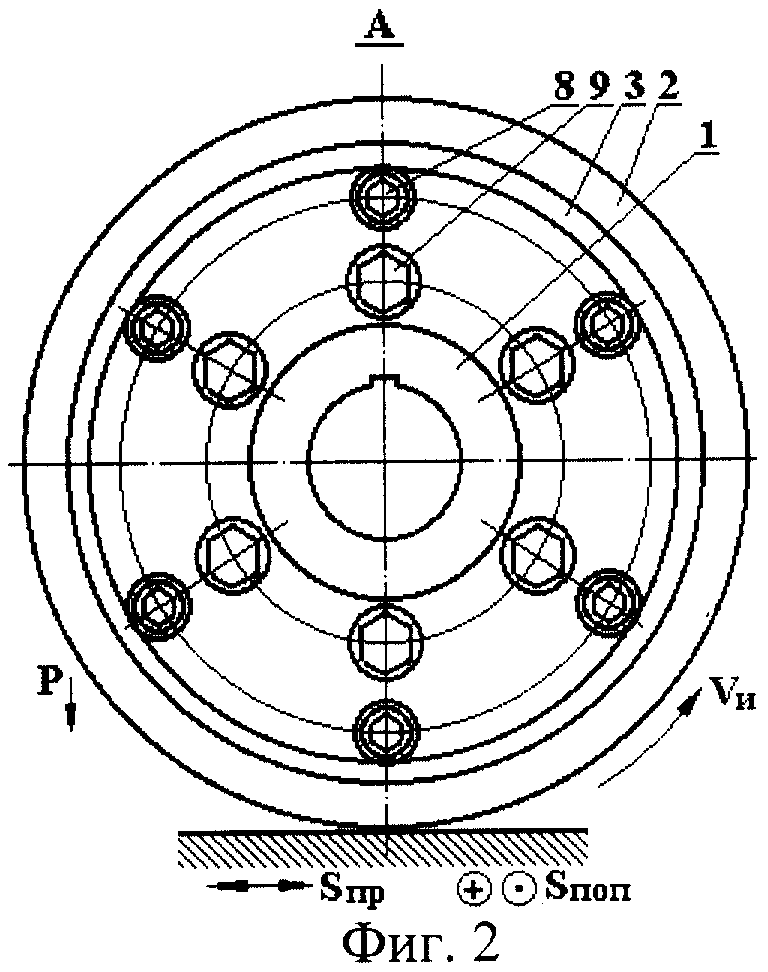
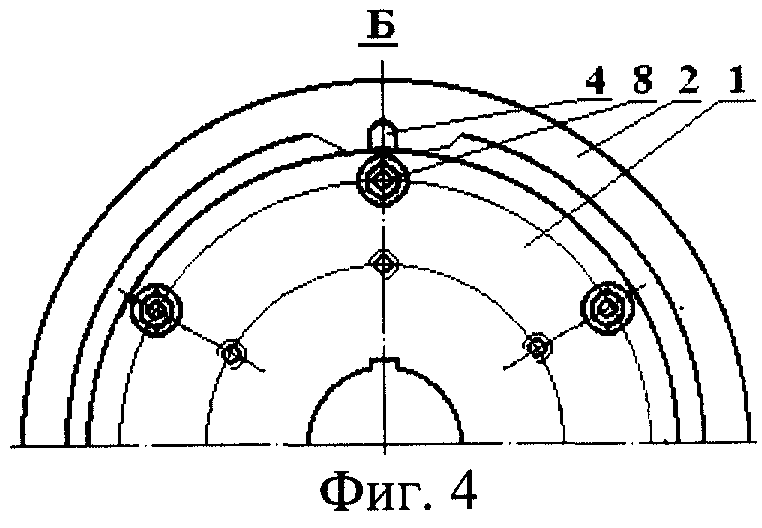
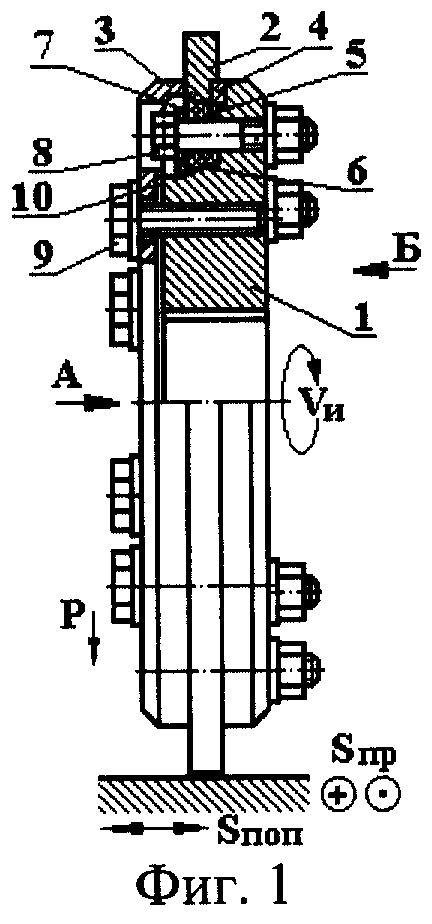
На фиг.1 изображен предлагаемый инструмент (частичный продольный разрез); на фиг.2 - вид А на фиг.1; на фиг.3 - вид А на фиг.1, прижимной диск снят; на фиг.4 - вид Б на фиг.1.
Предлагаемый инструмент служит для фрикционного поверхностного упрочнения деталей машин, которое осуществляют на токарных, шлифовальных, горизонтально-фрезерных и др. станках.
Инструмент содержит корпус 1, диск трения и упругий элемент. Диск выполнен в виде узкого кольца трения 2, которое крепится на периферии корпуса 1 с помощью прижимного диска 3 и шпонки 4 и сопрягается с упругим элементом 5.
Периферийная поверхность корпуса 1 состоит из двух ступеней, при этом на ступени меньшего диаметра 6 нарезана резьба, на которую наворачивается гайка 7 с конической наружной поверхностью, сопрягаемой с упругим элементом 5. На торце гайки 7 выполнены отверстия 8 под ключ, равно расположенные друг от друга на расстоянии дуги с определенным центральным углом α, например 30°.
Упругий элемент 5 необходим для регулирования усилия прижатия кольца трения к обрабатываемой поверхности, представляет собой гофрированное упругое кольцо, изготовленное из стальной (например, сталь 65 Г ГОСТ 4543-71) плоской пружинящей полосы (например, по ГОСТ 103-76), гофры которой заполнены упругим материалом, например резиной, которая закреплена на полосе методом вулканизации, причем внутренняя поверхность гофрированного упругого кольца - коническая, ответная наружной конической поверхности гайки 7.
Прижимной диск 3 центрируется на корпусе специальным буртиком 9, имеет пазы 10 под ключ, расположенные по окружности против торцовых отверстий 8 под ключ гайки 7, и крепится к корпусу 1 болтами 11. Пазы 10 длиной, равной дуге с центральным углом α, например 30°, равно расположены друг от друга на расстоянии дуги с центральным углом α, например 30°.
Сборку предлагаемого инструмента осуществляют в следующей последовательности.
На корпус 1 устанавливается кольцо трения 2 с постановкой шпонки 4, затем упругое кольцо 5 и прикручивается гайкой 7.
При закручивании гайки 7 происходит центрирование кольца трения 2 относительно продольной оси и регулировка жесткости упругого элемента 5. Крепление с торца кольца трения 2 на корпусе 1 осуществляется прижимным диском 3 с помощью болтов 11 таким образом, что диск 3 под действием рабочей нагрузки имеет возможность некоторого радиального перемещения относительно корпуса 1.
Перед работой инструмент тщательно балансируется известными способами.
Перед обработкой заготовки измеряют (например, индикатором) фактическое отклонение ее поверхности от правильной геометрической формы и с помощью динамометра, устанавливаемого в станочном приспособлении вместо заготовки, определяют изменение усилия прижатия инструмента при таком отклонении поверхности и при необходимости корректируют жесткость упругого элемента, чтобы усилие прижатия находилось в заданных технологией обработки пределах.
После этого заготовку закрепляют в станочном приспособлении, включают механизм вращения инструмента, включают подачу и усилие прижатия.
Проводили упрочнение плоской поверхности направляющих планок на плоскошлифовальном станке мод. 3П722. Отклонение обрабатываемой плоской поверхности от правильной формы составило 0,18...0,2 мм. Вращая специальным ключом гайку 7 механизма регулирования жесткости, добивались усилия прижатия кольца трения при таком отклонении в пределах 0,11...0,13 кН/мм толщины кольца.
Установлено отсутствие вибраций, которые измерялись виброметром, при окружной скорости инструмента 100 м/с, скорость продольной подачи стола установили 10 мм/с и проводили упрочнение поверхности.
В процессе обработки за счет размещения упругого элемента между кольцом трения и корпусом инструмента и предварительной настройки его жесткости режим обработки заготовки оставался стабильным независимо от отклонений поверхности заготовки относительно геометрической формы.
При обработке фрикционным упрочнением поверхностей направляющих планок качество их поверхностей улучшается за счет повышения стабильности режима упрочнения. Шероховатость улучшается на 1...2 класса, глубина и твердость обработанной поверхности одинаковы по всей площади и лежат выше верхнего предела.
Предлагаемый инструмент прост по конструкции и надежен в эксплуатации. Получаемые на поверхности упрочняемой заготовки структуры белых слоев обладают повышенной твердостью, а соответственно, износостойкостью и сопротивлением усталостному разрушению. Инструмент позволяет повысить производительность обработки в 1,5...2,0 раза.
Источники информации
1. Авт. св. СССР № 1712135, кл. B 24 B 39/04, 15.02.92.
2. Патент РФ 2008176, кл. B 24 B 39/00, 28.02.94.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФРИКЦИОННОГО ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ | 2004 |
|
RU2252130C1 |
| ИНСТРУМЕНТ ДЛЯ ФРИКЦИОННОГО ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ | 2004 |
|
RU2252129C1 |
| СПОСОБ ФРИКЦИОННОГО ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ВИНТОВ | 2005 |
|
RU2288832C1 |
| УСТРОЙСТВО ДЛЯ ФРИКЦИОННОГО ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ВИНТОВ | 2005 |
|
RU2290294C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО УПРУГОГО ДОРНОВАНИЯ | 2011 |
|
RU2464152C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2361716C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2361717C1 |
| ИМПУЛЬСНАЯ ИГЛОФРЕЗА | 2005 |
|
RU2291765C1 |
| СПОСОБ ВИБРОУПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2009 |
|
RU2429962C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО УПРУГОГО ДОРНОВАНИЯ | 2011 |
|
RU2457097C1 |

Изобретение относится к технологии машиностроения, в частности к производству инструментов, и может быть использовано для поверхностного упрочнения рабочих поверхностей, подверженных интенсивному износу, стальных и чугунных деталей. В инструменте для фрикционного упрочнения с гофрированным упругим кольцом диск трения выполнен в виде узкого кольца трения, закрепленного с помощью прижимного диска и шпонки на периферийной поверхности корпуса, состоящей из двух ступеней, при этом на ступени меньшего диаметра нарезана резьба, на которую наворачивается гайка с конической наружной поверхностью, сопрягаемой с упругим элементом. Упругий элемент для регулирования усилия прижатия кольца трения к обрабатываемой поверхности представляет собой гофрированное упругое кольцо, изготовленное из плоской пружинящей полосы, гофры которой заполнены упругим материалом, причем внутренняя поверхность гофрированного упругого кольца - коническая, ответная наружной конической поверхности гайки. Прижимной диск центрируется на корпусе специальным буртиком, имеет пазы под ключ, расположенные по окружности против торцовых отверстий под ключ упомянутой гайки, и крепится к корпусу болтами. Обеспечивается улучшение качества поверхности, улучшение шероховатости на 1...2 класса, повышение твердости и износостойкости обработанной поверхности, повышение производительности в 1,5...2,0 раза, простота инструмента по конструкции и надежность его в эксплуатации. 2 з.п. ф-лы, 4 ил.
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ | 1991 |
|
RU2008176C1 |
| Инструмент для фрикционного поверхностного упрочнения | 1990 |
|
SU1712135A1 |
| Кассета для крепления заготовок цилиндрической формы | 1980 |
|
SU933370A1 |
| Способ поверхностного упрочнения деталей и устройство для его реализации | 1983 |
|
SU1230807A1 |
| DE 2947927 А, 04.06.1980. | |||

