Изобретение относится к области горячей обработки металлов давлением в машиностроении, в частности к конструкции закрытых штампов в кузнечно-штамповочных цехах, устанавливаемых на кривошипные горячештамповочные пресса и паровоздушные молота.
Известен закрытый штамп для объемной горячей штамповки с щелевыми компенсаторами, содержащий верхнюю и нижнюю половины, последняя из которых выполнена с равномерно расположенными вокруг фигуры штампа компенсаторами в виде щелей, и нижний выталкиватель. Обрезка компенсаторов производится при выталкивании поковки из фигуры штампа [1].
Недостатком данного штампа является то, что для применения его в производстве необходимо специальное оборудование с усилием нижнего выталкивателя, достаточным для обрезки компенсаторов.
Технический результат, достигаемый предлагаемым техническим решением, заключается в упрощении конструкции штампа и в возможности использования малоотходной штамповки на широко распространенном серийном оборудовании.
Указанный технический результат достигается тем, что в закрытом штампе при горячей объемной штамповке в качестве компенсаторов используются простые щели, расположенные вертикально на нижней половине штампа равномерно вокруг фигуры штампа.
На фиг.1 изображен общий вид закрытого штампа с щелевыми компенсаторами и нижним выталкивателем.
Закрытый штамп содержит верхнюю половину штампа 1, нижнюю половину штампа 4, выталкиватель 5 и вокруг фигуры 3, на нижней половине штампа 4, расположены вертикальные щелевые компенсаторы 2 с отверстиями 6 на концах. Компенсаторы 2 обеспечивают выход избытка металла. Отверстия 6 на концах компенсаторов 2 снимают внутренние напряжения в нижней половине штампа 4 и обеспечивают прочность штампа. Вертикальное расположение щелевых компенсаторов 2 обеспечивает свободное удаление штамповки из фигуры штампа.
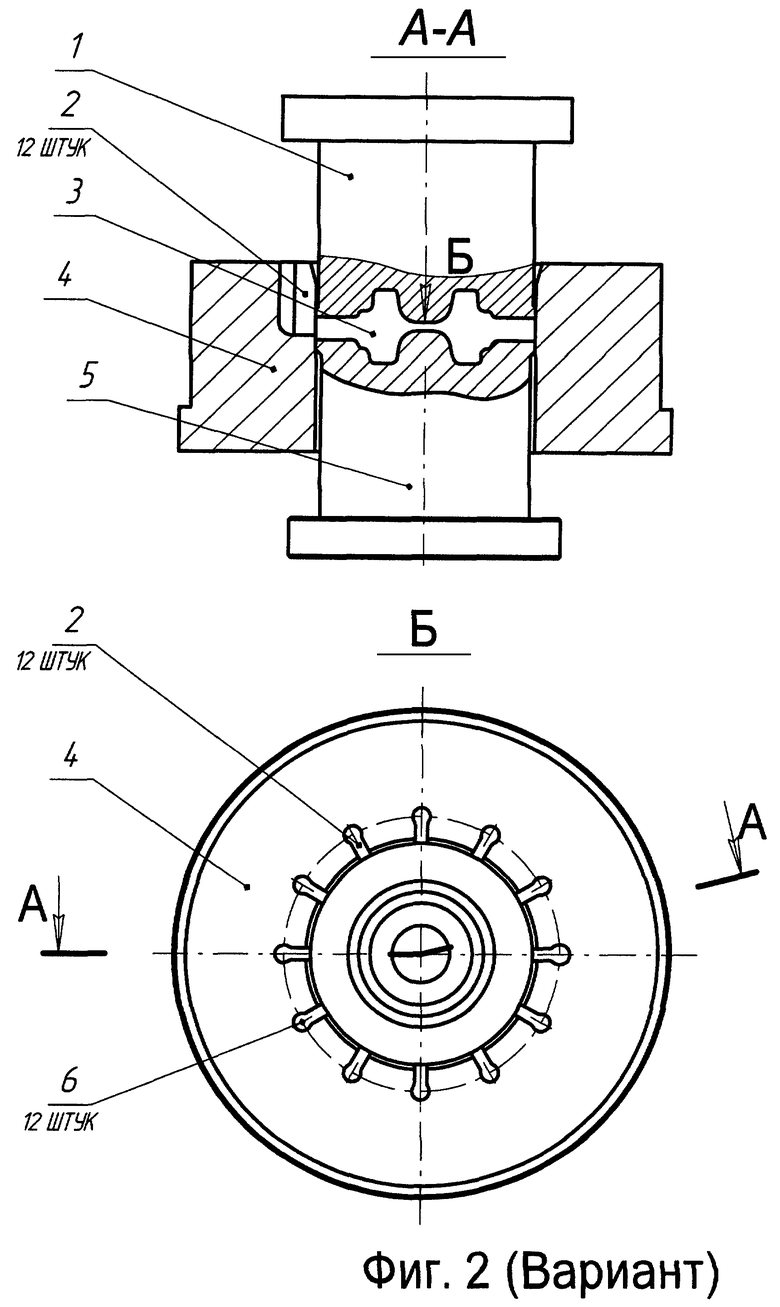
На фиг.2 изображен общий вид закрытого штампа по фиг.1, где нижний выталкиватель выполнен в виде толкающего керна 5. На торце толкающего керна 5 выполнена нижняя часть фигуры 3, что обеспечивает выталкивание штамповки из нижней половины штампа 4 по всей нижней поверхности штамповки без коробления.
Штамп работает следующим образом.
Верхняя половина штампа 1, приводимая в движение ползуном пресса или бабой молота, входит в нижнюю половину штампа 4, установленную на столе пресса или на нижней плите молота. Металл горячей заготовки, уложенной в фигуре 3 нижней половины штампа 4, заполняет фигуру штампа 3, а избыток металла выдавливается в компенсаторы 2. Поковка выталкивается из фигуры штампа нижним выталкивателем 5 фиг.1, или толкающим керном 5 фиг.2. Компенсаторы обрезаются одновременно с прошивкой отверстия на обрезном прессе.
Использование заявляемого штампа фиг.1, в отличие от приведенного аналога [1], позволит получить закрытую малоотходную штамповку на широко распространенном серийном оборудовании и упростит конструкцию штампа.
Применение толкающего керна 5 фиг.2 дает возможность штамповать в закрытом штампе поковки с тонкими элементами, типа ступиц, фланцев, дисков, без их коробления при выталкивании из фигуры штампа.
Источник
[1]. Авторское свидетельство СССР SU 123027 А1, кл. B 21 J 5/02 1960.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011463C1 |
| Штамп для горячей штамповки | 1986 |
|
SU1368100A1 |
| ШТАМП ДЛЯ ЗАКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 2010 |
|
RU2447966C2 |
| Штамп для безоблойной объемной штамповки | 1987 |
|
SU1417988A1 |
| ШТАМП ДЛЯ ЗАКРЫТОЙ ШТАМПОВКИ | 2005 |
|
RU2294812C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2494831C2 |
| Открытый штамп для объемной штамповки | 1976 |
|
SU588053A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2001 |
|
RU2218230C2 |
| Ковочный штамп | 1990 |
|
SU1748910A1 |
| Штамп для безоблойной объемной штамповки | 1984 |
|
SU1250374A1 |
Изобретение относится к горячей обработке металлов давлением, в частности к технологической оснастке, устанавливаемой в кузнечно-штамповочных цехах на кривошипные горячештамповочные прессы и паровоздушные молоты. Закрытый штамп содержит верхнюю и нижнюю половины и нижний выталкиватель. Нижняя половина имеет равномерно расположенные вокруг фигуры штампа компенсаторы в виде вертикальных щелей, на концах которых расположены отверстия. Выталкиватель может быть выполнен в виде толкающего керна. В результате обеспечивается упрощение конструкции штампа и возможность использования малоотходной штамповки на широко распространенном серийном оборудовании. 1 з.п. ф-лы, 2 ил.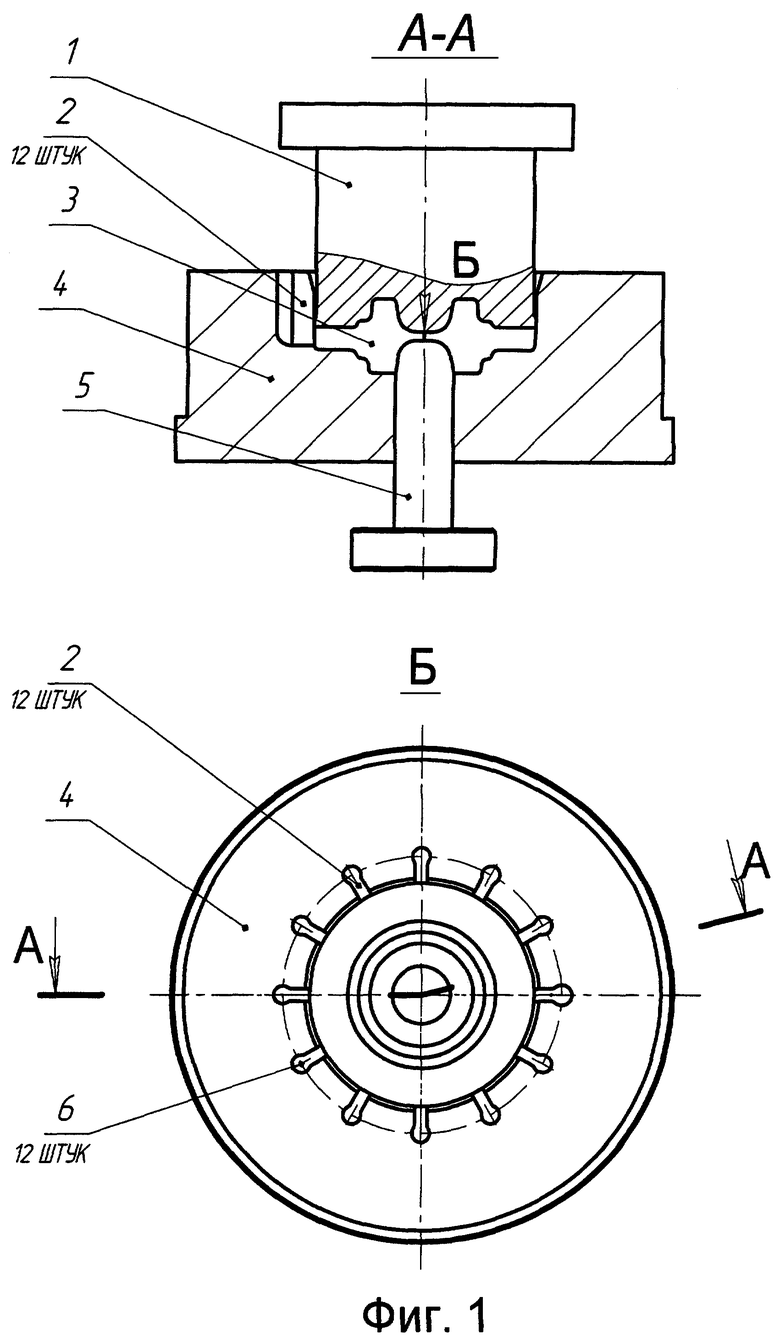
| Ковочный штамп для точной штамповки с автоматической обрубкой облоя | 1958 |
|
SU123027A1 |
| Штамп для изготовления деталей типа фланцев | 1972 |
|
SU445504A1 |
| Штамп для закрытой штамповки | 1984 |
|
SU1202682A1 |
| Штамп для закрытой объемной штамповки | 1987 |
|
SU1579623A1 |
| DE 3923716 А1, 24.01.1991 | |||
| КРЕСЛО ДЛЯ ОТДЫХА | 1991 |
|
RU2040198C1 |

