Изобретение относится к области переработки изобутенсодержащих смесей с получением высокооктановых компонентов для бензина и возможно разветвленных алкенов С8 для химических синтезов, например для алкилирования фенола.
Известны способы получения высокооктановых алкил-трет.бутиловых эфиров путем взаимодействия спиртов C1-C2 и изобутена, содержащегося в углеводородных смесях, в присутствии твердых высококислотных катализаторов, преимущественно сульфокатионитов.
Согласно указанным способам взаимодействие осуществляют в прямоточной(ых) реакционной(ых) зоне(ах) с последующей отгонкой непрореагировавших углеводородов С4 от образовавшегося алкил-трет.бутилового эфира [G. Marceglia, G. Oriani. Chemical Economy Engineering Review, 1982, v.14, №5, p.37-41] или реакционно-ректификационной системе, имеющей реакционную зону с катализатором, соединенную противоточным потоками жидкости и пара с укрепляющей и исчерпывающей ректификационными зонами [пат. RU 2100342, 27.12.1997].
При этом непрореагировавшие углеводороды С4 выводят в качестве дистиллата укрепляющей ректификационной зоны, а алкил-трет.бутиловый эфир выводят в качестве кубового потока исчерпывающей ректификационной зоны.
Известны способы [Пат. RU 2137807 от 20.09.1999; Пат. RU 2144018 от 10.01.2000] получения смесей, содержащих преимущественно димеры изобутена, из изобутена, содержащегося в углеводородных смесях, путем контактирования их с твердым высококислотным катализатором, предпочтительно сульфоионитом, в реакционной(ых) зоне(ах) в присутствии небольшого количества спирта и/или воды с последующей отгонкой из реакционной смеси непрореагировавших углеводородов, после чего от димеров изобутена отгоняют поток, содержащий алкил-трет.бутиловый эфир и/или спирт, который(е) рециркулируют в реакционную(ые) зону(ы).
Получаемые димеры изобутена, возможно с примесью тримеров изобутена, могут быть прогидрированы в присутствии соответствующего катализатора с получением разветвленных алканов C8 ("изооктана").
Каждый из указанных способов преследует цель получения либо алкил-трет.бутилового(ых) эфира(ов), либо димеров изобутена и/или продуктов их гидрирования. Однако при необходимости получения и алкил-трет.бутилового(ых) эфира(ов), и димеров изобутена (либо продуктов их гидрирования) раздельное проведение синтеза указанных эфиров и димеров изобутена нерационально и ведет к усложнению производства.
Известен [US-pat. 5723687, 03.03.1998] процесс совместного получения эфиров и углеводородов с высоким октановым числом из углеводородной фракции, содержащей изобутен, и первичного(ых) спирта(ов) C1-С2 путем их превращения на кислотных катализаторах в едином реакционном узле при молярном отношении "первичные спирты: изобутен" в питании между 0,2 и 0,7, реакционной температуре между 30 и 100°С, давлении менее 5 мегапаскалей (50 ата) и объемной подаче питания менее 20 л/л кат.ч, предпочтительно от 1 до 10 л/л кат.ч.
Как вариант, в качестве углеводородного сырья используют фракцию, содержащую изобутен в количестве между 10 и 30% и н.бутены в количестве между 25 и 50%.
Способ по US-pat. 5723687 имеет существенные недостатки, а описание процесса в патенте содержит несоответствия химическим и физико-химическим закономерностям.
В частности, во всех примерах сообщается, что достигнуто равновесное состояние химического превращения, что является принципиальной ошибкой.
В действительности, реакции димеризации, содимеризации и олигомеризации изобутена и н.бутенов являются неравновесными при указанных температурах. В условиях синтеза алкил-трет.алкиловых эфиров равновесными являются лишь реакции взаимодействия алкенов, в т.ч. изобутена, и спирта(ов) с образованием алкил-трет.бутиловых эфиров. При длительном времени контакта с катализаторами и относительно высокой температуре, в том числе при соблюдении совокупности признаков, указанных в формуле патента US 5723687, может происходить практически полное превращение изобутена в димеры (содимеры) и олигомеры. При этом первоначально образовавшийся алкил-трет.бутиловый эфир постепенно разлагается с выделением изобутена, превращающегося в ди- и олигомеры, и образованием спирта в количестве, существенно превышающем его допустимое содержание в получаемой высокооктановой смеси (обычно допустимо не более 1% метанола).
Большое количество спирта не может быть отделено от продукта ректификацией в составе отгоняемых углеводородов С4, т.к. его содержание в азеотропных смесях с углеводородами С4 невелико: 2-3 мас.% метанола или менее 0,5% этанола, или азеотропные смеси не образуются (со спиртами С3 и более тяжелокипящими). Во всех примерах рассматриваемого патента не указано содержание спирта в продукте, хотя его присутствие в реакционной смеси неизбежно вследствие равновесности реакции(й) синтеза алкил-трет.бутилового(ых) эфира(ов). Не указан и способ обеспечения отсутствия спирта.
Ниже в примере 1 описания изобретения показано, что полное соблюдение совокупности признаков US-pat. 5723687 не гарантирует получения кондиционного продукта: содержание метанола в продукте составило 13,8%, что абсолютно недопустимо. Отделение метанола и других спиртов от продуктов весьма затруднительно из-за образования азеотропов с ними.
В патенте не показаны возможность и условия отделения алкил-трет.бутилового(ых) эфира(ов) от димеров и олигомеров изобутена с получением продуктовых потоков, содержащих соответственно преимущественно алкил-трет.бутиловый(е) эфир(ы) и преимущественно разветвленные углеводороды C8.
Нами найдено, что переработка изобутенсодержащих углеводородных смесей и спирта(ов) С1-С3 с гарантированным получением продукта(ов), содержащего(их) алкил-трет.бутиловый(е) эфир(ы) и разветвленные углеводороды C8, соответствующего(их) существующим требованиям, ограничивающим содержание спиртов, возможна при определенной (иной, чем в US-pat. 5723687) совокупности признаков, соблюдение которой имеет принципиальное значение, в том числе, основного признака, заявляемого в настоящем изобретении.
Способ переработки изобутенсодержащей углеводородной смеси и спирта(ов) с образованием алкил-трет.бутилового(ых) эфира(ов) и разветвленных углеводородов C8, включающий химическое превращение изобутена и нетретичного(ых) спирта(ов) в реакционной(ых) зоне(ах) в присутствии твердого кислотного катализатора при температуре 30-100°С преимущественно в алкил-трет.бутиловый(е) эфир(ы) и димеры изобутена, отгонку из реакционной смеси как минимум углеводородов С4 в ректификационной зоне и возможно последующее гидрирование образовавшихся димеров изобутена, при котором в реакционную(ые) зону(ы)в качестве исходных веществ подают нетретичный(е) спирт(ы) и изобутен в углеводородной смеси в молярном отношении от 0,1 до 0,9 и поддерживают температуру и время контакта с катализатором, обеспечивающие превращение большей части спирта(ов) в алкил-трет.бутиловый(е) эфир(ы) и не приводящие к преобладанию обратной реакции разложения образовавшего(их)ся алкил-трет.бутилового(ых) эфира(ов) в конце реакционной зоны и существенному увеличению количества нетретичного(ых) спирта(ов) в выводимом из нее потоке.
При реализации способа возможно также использование зависимых от него способов, при которых:
- в выводимом из реакционной зоны потоке, включающем алкил-трет.бутиловый(е) эфир(ы) и димеры изобутена поддерживают содержание нетретичного(ых) спирта(ов) в количестве, не приводящем к содержанию спирта(ов) выше допустимой нормы в получаемой высокооктановой смеси, содержащей преимущественно алкил-трет.бутиловый(е) эфир(ы) и димеры изобутена, или в потоке алкил-трет.бутилового(ых) эфира(ов) в случае его(их) отгонки от димеров изобутена;
- поддерживают количество каждого из непревращенных в ректификационной(ых) зоне(ах) нетретичных спиртов не выше величины, определяемой соотношением, в котором соответственно указаны массовые количества в одинаковых единицах и массовые доли:

где gН С - количество непревращенного спирта,
gПР и хПР С - количество получаемого высокооктанового продукта, содержащего спирт, и допустимая доля спирта в нем,
gД У - суммарное количество углеводородов в дистиллате при отгонке углеводородов С4,
XД i - доля каждого углеводорода i в отгоняемой в дистиллат сумме углеводородов,
хCA i - доля спирта в бинарном азеотропе с каждым углеводородом i.
gБ С - количества спирта в боковом отборе, возвращаемом в реакционную(ые) зону(ы).
- химическое превращение изобутена и нетретичного(ых) спирта(ов) проводят в одной или нескольких последовательных прямоточных жидкофазных реакционных зонах, после чего из реакционной смеси как минимум отгоняют углеводороды С4;
- химическое превращение изобутена и нетретичного(ых) спирта(ов) проводят в реакционной зоне, соединенной противоточными потоками жидкости и пара с укрепляющей и исчерпывающими ректификационными зонами, и из укрепляющей ректификационной зоны выводят сверху преимущественно углеводороды С4, а из исчерпывающей ректификационной зоны выводят преимущественно алкил-трет.бутиловый(е) эфир(ы) и димеры изобутена;
- химическое превращение изобутена и нетретичного(ых) спирта(ов) проводят в прямоточной(ых) жидкофазной(ых) реакционной(ых) зоне(ах), а затем в реакционной зоне, соединенной противоточными потоками жидкости и пара с укрепляющей и исчерпывающей ректификационными зонами;
- изобутенсодержащий поток полностью или преимущественно подают в первую реакционную зону, а подачу потока нетретичного(х) спирта(ов) распределяют между последовательными реакционными зонами и предпочтительно поддерживают соотношение количеств спирта(ов), поступающих в первую реакционную зону и последующую(ие) реакционную(ые) зону(ы) от 1:5 до 5:1;
- уносимый(е) с отгоняемыми углеводородами С4 спирт(ы) отделяют от них и возвращают в реакционную(ые) зону(ы) химического превращения изобутена и нетретичного(ых) спирта(ов);
- от продуктов химического превращения отделяют поток, содержащий преимущественно алкил-трет.бутиловый(е) эфир(ы), в виде дистиллата дополнительной ректификационной зоны при флегмовом числе от 0,3 до 15, либо в виде бокового потока исчерпывающей ректификационной зоны, соединенной противоточными потоками жидкости и пара непосредственно с укрепляющей ректификационной зоной отгонки углеводородов С4 или с реакционной зоной химического превращения изобутена и нетретичного(ых) спирта(ов) в реакционно-ректификационной системе;
- указанный поток полностью или частично рециркулируют в реакционную(ые) зону(ы);
- поток, содержащий преимущественно смесь алкил-трет.бутилового(ых) эфира(ов) и димеров изобутена или преимущественно димеры изобутена, отгоняют от присутствующих в нем тримеров изобутена;
- в качестве изобутенсодержащей углеводородной смеси используют смесь, включающую н.бутены, и в составе продукта, содержащего димеры изобутена, получают димеры н.бутенов и содимеры изобутена с н.бутенами;
- в потоке, содержащем димеры изобутена, а также возможно алкил-трет.алкиловый(е) эфир(ы), содимеры изобутена и н.бутенов, димеры н.бутенов и тримеры изобутена и н.бутенов, проводят гидрирование ненасыщенных углеводородов в присутствии твердого катализатора гидрирования с частичными или полным превращением ненасыщенных разветвленных углеводородов C8 в насыщенные разветвленные углеводороды C8;
- гидрирование проводят в присутствии катализатора, содержащего никель и/или палладий и/или платину;
- в качестве катализатора химического превращения изобутена и нетретичного(ых) спирта(ов) используют пористый сульфокатионит в мелкозернистом состоянии или форме массообменной насадки.
В основе настоящего изобретения лежит выявление следующих фактов и взаимосвязей:
- реакции синтеза алкил-трет.бутиловых эфиров являются равновесными, а реакции ди-, три- и олигомеризации изобутена в тех же условиях - неравновесными;
- после образования большого количества алкил-тре.бутилового(ых) эфира(ов) из изобутена и спирта(ов) (достижения равновесия реакции(й) «изобутен+спирт=эфир» дальнейшее пребывание реакционной смеси в контакте с катализатором при высокой температуре вредно, т.к. начинают преобладать обратная реакция «эфир=изобутен+спирт», и реакция димеризации «изобутен+изобутен → димеры». При этом спирт, поданный в реакционную зону в количестве, необходимом для получения требуемого количества эфира, высвобождается и делает некачественным продукт;
- выполнение условий пункта 1 изобретения достигается снижением температуры и/или времени контакта с катализатором (например, увеличением нагрузки по сырью). При организации производства могут быть использованы реакционные аппараты меньшего размера или в них помещено меньшее количество катализатора;
- в процессе работы соблюдение требований пункта 1 может быть обеспечено путем аналитического контроля состава реакционной смеси в образцах, отбираемых из различных точек реактора(ов), как показано в примере 1, либо путем аналитического контроля состава выходящей смеси. При завышении концентрации спирт(ов) и занижении концентрации эфира(ов) на выходе (при условии правильной расчетной подачи спирта(ов) в реакционный аппарат) температура в соответствующей части слоя катализатора должна быть понижена и/или уменьшено время контакта с катализатором путем повышения нагрузки (подачи исходной углеводородной смеси и спирта(ов).
Указываемые в формуле изобретения (п.3) доли спирта в бинарных азеотропах с углеводородами С4 являются физико-химическими величинами, зависящими лишь от температуры и давления в верху колонны ректификации соответствующей бинарной смеси, и используются для определения указанной совокупности ограничений, причем поддержание в отгоняемом потоке именно азеотропного состава не является обязательным.
Если образующаяся смесь, содержащая преимущественно алкил-трет.бутиловый(е) эфир(ы) и димеры изобутена, подлежит после отгонки углеводородов С4 разделению ректификацией с отбором потока, содержащего преимущественно алкил-трет.бутиловый(е) эфир(ы) (с ним неизбежно отгоняется и метанол), то величина gПР в формуле означает количество отгоняемого потока, содержащего преимущественно алкил-трет.бутиловый(е) эфир(ы).
Использование изобретения иллюстрируется фиг.1-3 и примерами 2-7. Указанные фиг.1-2 и примеры не исчерпывают возможных вариантов использования изобретения, и возможны иные технологические решения при соблюдении признаков, изложенных в п.1 формулы изобретения.
Согласно фиг.1, изобутенсодержащую углеводородную смесь подают по линии 1 и спиртовой поток подают по линии 2. Поток 2 подают полностью по линии 2а на вход в реакционную зону Р-1 или частями в две или более точек в реакционную(ые) зону(ы) (показана подача по линиям 2а и 2б).
К указанным потокам возможно присоединяют рециркулируемый(е) поток(и) 10 и/или 12, смесь нагревают и по линии 3 подают в реактор Р-1. Из реактора Р-1 по линии 4 выводят реакционную смесь, которую подают по линии 4а (и далее 6) в ректификационную колонну К и/или по линии 46 подают в реактор Р-2. Из реактора Р-2, если он используется, выводят реакционную смесь по линии 5 и далее по линии 6 подают в колонну К.
Из колонны К по линии 7 выводят дистиллат, содержащий преимущественно углеводороды С4, и по линии 8 выводят кубовый поток, содержащий преимущественно смесь алкил-трет.бутилового(ых) эфира(ов) и димеров изобутена или по линии 8 выводят кубовый поток, содержащий преимущественно димеры изобутена и по линии 9 возможно выводят боковой поток, содержащий преимущественно алкил-трет.бутиловый(е) эфир(ы). Возможно из колонны К выводят по линии 10 боковой поток, включающий спирт(ы), который рециркулируют в реакционную(ые) зону(ы).
Поток 7 далее выводят по линии 7а или по линии 7б подают в систему извлечения спиртов. Углеводородный поток из указанной системы выводят по линии 11, а спирт(ы) рециркулируют в реакционную(ые) зону(ы) по линии 12.
Согласно фиг.2, в процессе используют реакционно-ректификационную систему, включающую реакционную зону Р3 и соединенные с ней противоточными потоками жидкости и пара ректификационные зоны: укрепляющую К-1а и исчерпывающую К-1б.
В процесс подают изобутенсодержащую смесь по линии 1 и спирт по линии 2. К ним возможно присоединяют рециркулируемые потоки 10 и 12.
Спиртовой поток возможно полностью подают в реакционно-ректификационную систему по линии 2а. Преимущественно углеводородный поток возможно полностью подают в реакционно-ректификационную систему по линии 3 (и далее по линии 6).
Возможно, изобутенсодержащий и спиртовый потоки первоначально полностью или частично подают в прямоточный(е) реактор(ы) ПР соответственно по линиям 1б и 2б (и далее по линии 4). Из реактора(ов) ПР, если он(и) использует(ют)ся, реакционную смесь выводят по линии 5 и подают в реакционно-ректификационную систему по линии 6.
Сверху К-1а выводят по линии 7 дистиллат, содержащий преимущественно углеводороды С4. Далее дистиллат выводят по линии 7а и/или подают по линии 7б в систему извлечения спиртов. Из системы извлечения спиртов освобожденные от спирта(ов) углеводороды выводят по линии 11, а извлеченный(е) спирт(ы) рециркулируют по линии 12.
Снизу К-1б выводят поток 8, содержащий преимущественно алкил-трет.бутиловый(е) эфир(ы) и димеры изобутена, либо в потоке 8 выводят преимущественно димеры изобутена, а как минимум часть алкил-трет.бутилового(ых) эфира(ов) с примесью димеров изобутена выводят в виде бокового потока по линии 9.
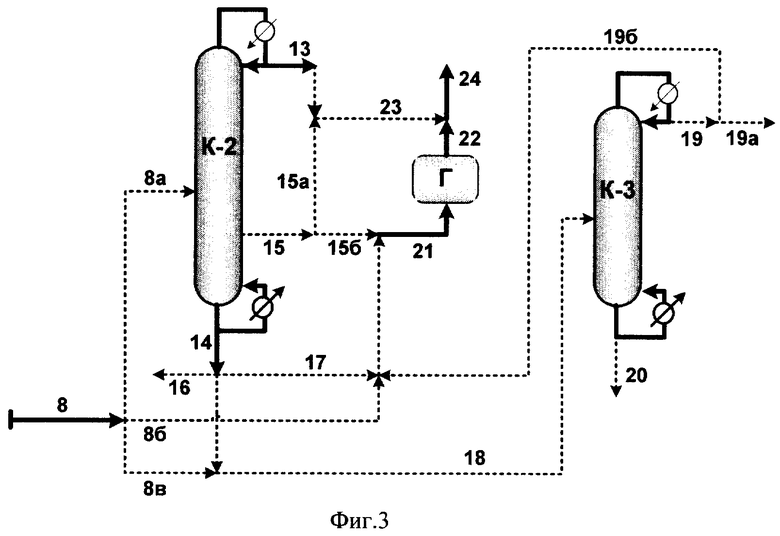
На фиг.3 показана переработка потока 8, получаемого согласно фиг.1 или фиг.2, и содержащего смесь преимущественно алкил-трет.бутилоовго(ых) эфира(ов) и димеров изобутена или преимущественно димеров изобутена (с примесью тримеров и, возможно, димеров н.бутенов и содимеров изобутена и н.бутенов).
Поток 8 направляют по линии 8а в ректификационную колонну К-2 и/или направляют по линии 8б (и далее по линии 21) в зону гидрирования Г (куда также поступают водород или водородсодержащая смесь), и/или по линии 8в в ректификационную колонну К-3.
Из колонны К-2, если она используется, по линии 13 выводят дистиллат, содержащий преимущественно алкил-трет.бутиловый(е) эфир(ы). Возможно указанный поток полностью или частично рециркулируют в реакционную(ые) зону(ы) химического превращения изобутена и нетретичного(ых) спирта(ов). По линии 14 из К-2 выводят поток, содержащий преимущественно димеры изобутена и частично тримеры изобутена, либо по линии 14 выводят поток, содержащий преимущественно тримеры изобутена, а димеры изобутена (и возможно их содимеры с н.бутенами, димеры н.бутенов и частично алкил-трет.бутиловый(е) эфир(ы)) выводят боковым потоком по линии 15.
Поток 14 выводят из системы по линии 16 и/или (если это поток, содержащий преимущественно димеры изобутена) подают по линии 17 в зону гидрирования Г и/или по линии 18 в колонну К-3.
В колонне К-3, если она используется, проводят отгонку димеров изобутена (возможно с димерами н.бутенов, содимерами изобутена с н.бутенами и алкил-трет.бутиловым(и) эфиром(ами), выводимых по линии 19, от тримеров изобутена и возможно других высококипящих примесей (поток 20). Поток 19 выводят по линии 19а и/или подают по линии 19б и далее линии 21 в зону гидрирования.
Поток 15, если его отбирают, выводят из системы по линии 15а и/или по линии 15б и далее по линии 21 подают в зону гидрирования.
Из зоны гидрирования Г выводят поток 22, содержащий преимущественно продукты гидрирования димеров и содимеров изобутена (разветвленные углеводороды C8) и возможно частично непрогидрированные димеры содимеры изобутена. Если в зону Г направляют поток, включающий алкил-трет.алкиловый(е) эфир(ы), то поток 22 содержит также указанный(е) эфир(ы).
Поток 22 далее возможно смешивают с потоком(ами) 13 и/или 15а, и в этом случае по линии 23 выводят смешанный поток продуктов, содержащий преимущественно алкил-трет.бутиловый(е) эфир(ы) и насыщенные разветвленные углеводороды C8.
ПРИМЕРЫ
В примерах все концентрации указаны в мас.%. Для характеристики катализаторов используется параметр ПСОЕ - полная статическая обменная обменная емкость катализатора, выражаемая в мг-экв.Н+/г катализатора и относимая к "сухому" катализатору (за вычетом воды и/или иной сорбированной жидкости).
ПРИМЕР 1 (согласно условиям патента US-pat. 5723687)
Переработке подвергают углеводородную смесь, содержащую 45% изобутена и 55% изобутана, в количестве 1000 г/час и метанол в количестве 102,9 г/час.
Молярное отношение метанол:изобутен при подаче в реакционную зону составляет 0,4:1. Используют мелкозернистый сульфоионитный катализатор Амберлист-35, имеющий ПСОЕ=5,2 мг-экв.Н+/г кат-ра.
Температура в реакционной зоне составляет 90°С, нагрузка на катализатор - 1 л/л кат.ч, что соответствует времени пребывания реагентов в катализаторной зоне 1 час.
Конверсия изобутена составляет 93%. Состав выходящей из реактора смеси: 49,9% изобутана, 2,9% изобутена, 31,9% димеров изобутена, 3,8% МТБЭ, 3,6% тримеров изобутена, 7,9% метанола. После отгонки углеводородов С4, содержащих 3,0% метанола, получается 503,4 г/час высокооктановой смеси состава: 70% димеров изобутена, 8,4% МТБЭ, 7,8% тримеров изобутена, 13,8% метанола, что в 13,8-27,4 раза превышает допустимую концентрацию метанола (0,5-1,0%).
Оценка по формуле, данной в п.3 формулы изобретения, дает результат (г/час):  т.е. показывает сильное несоответствие условию п.3 формулы нашего изобретения.
т.е. показывает сильное несоответствие условию п.3 формулы нашего изобретения.
Для контроля взята проба реакционной смеси из средней точки реакционной зоны (1/2 от ее общей длины). В составе пробы найдено 48,9% изобутана, ˜3% изобутена (т.е. конверсия в предшествующей половине реакционной зоны составила ˜93%), 20,6% МТБЭ, 22,4% димеров изобутена, 2,4% тримеров изобутена и 1,8% метанола. После отгонки углеводородов С4 (с примесью метанола) из пробы в смеси высокооктановых компонентов оставалось менее 0,2% метанола. Таким образом, при работе в полном соответствии с US-pat. 5723687 вторая половина реактора выполняла вредную роль разложения уже образовавшегося МТБЭ и накопления метанола выше допустимой нормы.
Остальные примеры иллюстрируют настоящее изобретение. Для проверки соответствия п.3 формулы изобретения приводим концентрации (в мас.%) метанола в бинарных азеотропах с индивидуальными углеводородами С4 (при 40°С): с изобутаном - 2,4, с изобутеном - 1,7, с н.бутаном - 2,9, с бутеном-1 - 1,7, с транс-бутеном-2 - 2,1, с цис-бутеном-2 - 2,2. Концентрация этанола в азеотропах с углеводородами С4 составляет 0,1-0,6 мас.%. Более тяжелокипящие спирты в рассматриваемых условиях не образуют азеотропов с углеводородами С4.
Дальнейшие примеры иллюстрируют применение настоящего изобретения.
ПРИМЕР 2
Переработку ведут согласно фиг.1. Из показанных на фиг.1 пунктиром линий используют линии 2а, 4б, 5,7б, 11 и 12.
Реакционная зона Р-1 является охлаждаемой кожухотрубчатой, реакционная зона Р-2 - адиабатической. Используют мелкозернистый сульфоионитный катализатор Амберлист-35 (ПСОЕ=5,2 мг-экв.Н+/г кат-ра).
Подаваемая углеводородная смесь в количестве 1010 г/час содержит 44,5% изобутена, 54,5% изобутана и 1% углеводородов С3. Метанол подают в количестве 94,1 г/час. При подаче в реакционную зону с учетом рециклового потока 12 мольное отношение метанол: изобутен составляет 0,4:1 (подается 102,9 г/час метанола).
Температура в реакционных зонах: в Р-1 - 75°С, в Р-2 - 38-45°С. Нагрузка на катализатор (л/л кат. ч) составляет: в Р-1 - 11,0, в Р-2 - 0,7.
Конверсия (от поступающих в Р-1 реагентов) составляет: метанола в Р-1 - 68,9%, в Р-2 - 22,1%, суммарно - 91,05, изобутена в Р-1 - 86% (в т.ч. в МТБЭ - 27, в димеры и тримеры - 58,4%), в Р-2 - 10% (в т.ч. в МТБЭ - 8,8%, в димеры и тримеры - 1,2%). Суммарно в Р-1 и Р-2 - 96%.
Из Р-2 выводят 1112,9 г/час потока, содержащего 49,5% изобутана, 1,6% изобутена, 0,9% углеводородов С3, 23,07% МТБЭ, 22,7% димеров изобутена, 1,4% тримеров изобутена, 0,83% метанола (9,3 г/час метанола).
При ректификации реакционной смеси (потока 6) в колонне К с флегмовым числом 1,0 в качестве дистиллата получают в количестве 586,6 г/час поток, содержащий преимущественно С3-С4 углеводороды, среди которых 95,2% изобутана, 3,1% изобутена, 1,7% углеводородов С3, а также 1,5% метанола (8,8 г/час метанола). В качестве кубового продукта получают 526,1 г/час потока 8, содержащего 48,9% МТБЭ, 47,9% димеров изобутена, 3,1% тримеров изобутена, 0,1% метанола (0,5 г/час метанола).
Проверка на соответствие пункту 3 формулы дает следующие результаты (потоки указаны в г/час, концентрации - в масс.долях):

где использованы следующие физико-химические данные по концентрации метанола в бинарных азеотропах (при 50°С): с изобутаном - 0,025 мас.дол., с изобутеном - 0,018 мас.дол, с углеводородами С3 - 0 (азеотропия отсутствует); в продукте (поток 8) допускается 0,01 мас.дол. метанола.
В результате вычислений получается:
Взята проба реакционной смеси из точки, отстоящей от конца на ¼ длины реакционной зоны Р-2. Состав пробы: 49,5% изобутана, 2,6% изобутена, 0,9% углеводородов С3, 21,7% МТБЭ, 22,6% димеров изобутена, 1,4% тримеров изобутена, 1,3% метанола.
Таким образом, в конце реакционной зоны, предшествующем выходу из нее потока, включающего МТБЭ и димеры изобутена, не происходит разложения МТБЭ (его количество возрастает) и увеличения концентрации метанола.
ПРИМЕР 3
Переработку изобутенсодержащей смеси и метанола первоначально осуществляют как указано в примере 2, а затем поток 8, выводимый в количестве 526,1 г/час из куба ректификационной колонны К-1 имеющий состав, указанный в примере 2, подвергают ректификации в колонне К-2 согласно фиг.3.
Из показанных на фиг.3 пунктиром линий используют линии 8а и 16.
В колоне К-2, имеющей эффективность 28 теор. тарелок, поддерживают флегмовое число 1,2.
Из колонны К-2 по линии 13 выводят в количестве 259,1 г/час дистиллат, имеющий состав: 99,0% МТБЭ, 0,2% метанола и 0,8% димеров изобутена. Из куба колонны по линии 14 выводят в количестве 267,0 г/час поток, содержащий 93,7% димеров изобутена, 0,3% МТБЭ и 6,0% тримеров изобутена. Поток 13 имеет октановое число RON=118,поток 14 - октановое число RON=100.
Проверка на соответствие пункту 3 формулы, с учетом того, что метанолсодержащим продуктом становится дистиллат колонны К-2 в количестве 259,1 г/ч, дает следующие результаты:

ПРИМЕР 4
Переработку первоначально ведут как указано в примерах 2 и 3. Выводимый из куба колонны К-2 в количестве 267,0 г/час поток 14, имеющий состав: 93,7% димеров изобутена, 0,3% МТБЭ, 6,0% гримеров изобутена, подают в реакционную зону Г, где подвергают жидкофазному гидрированию в присутствии катализатора "никель на кизельгуре" при температуре 60°С.
Из показанных на фиг.3 пунктиром линий используют линии 8а и 17 (далее 21).
Из зоны Г по линии 22 выводят 271 г/час потока, содержащего 93,7% насыщенных разветвленных углеводородов C8, 5,9% насыщенных разветвленных углеводородов С12, 0,3% МТБЭ и 0,1% тримеров изобутена. Поток имеет октановое число RON≈100.
ПРИМЕР 5
Переработку первоначально ведут как указано в примерах 2 и 3.
Из показанных на фиг.3 пунктиром линий используют линии 8а и 18.
Выводимый из куба колонны К-2 поток 14 в количестве 267,0 г/час подают в ректификационную колонну К-3.
Из колонны К-3 выводят по линиям 19 и далее 19а в количестве 251,0 г/час дистиллат, содержащий 99,6% димеров изобутена, 0,3% МТБЭ и 0,1% тримеров изобутена.
Из куба колонны К-3 выводят в количестве 16,0 г/час поток 20, содержащий 99,5% тримеров изобутена и 0,5% димеров изобутена.
ПРИМЕР 6
Переработке подвергают в количестве 1005 г/час С4 фракцию, содержащую 21,9% изобутена, 37,6% н.бутенов (бутена- и бутенов-2 в пропорции 1:1,6), 39,8% бутанов, 0,2% бутадиена-1,3 и 0,5% углеводородов С3, и этанол в количестве 83,1 г/час. Переработку ведут согласно фиг.1.
Из показанных на фиг.1 пунктиром линий используют линии 2а, 4б, 5, 7а 10.
Реакционная зона Р-1 - охлаждаемый кожухотрубчатый аппарат, реакционная зона Р-2 - адиабатический аппарат. Молярное отношение подаваемых в Р-1 этанола (с учетом рециркуляционного потока 10) и изобутена составляет 0,5:1. В реакционных зонах используют сульфокатионитный катализатор Пьюролайт СТ-175 (ПСОЕ=5,3 мг-экв.Н+/г кат-ра).
Температура в реакционных зонах составляет: в Р-1 - 80°С, в Р-2 - 32-38°С. Нагрузка на катализатор (л/л кат в час) составляет: в Р-1 -12,0, в Р-2 - 0,8.
Конверсия реагентов в процессе (в % от поступающих в Р-1) составляет: изобутена - 95,0% (в т.ч. в Р-1 - 79%, в Р-2 - 16%), н.бутенов - 6,0% (практически в Р-1), этанола - 83,0% (в т.ч. в Р-1 - 51,1%, в Р-2 - 31,9%).
Изобутен образует в Р-1 димеры, содимеры с н.бутенами и частично тримеры, в Р-2 - в основном ЭТБЭ. Н.бутены превращаются практически только в Р-1 с образованием в основном содимеров с изобутеном и тримеров (с участием изобутена).
Из зоны Р-2 выводят 1110,2 г/час реакционной смеси (поток 6), содержащей: ≈0,4% углеводородов С3, 36,1% бутанов, 32,0% н.бутенов, 1,2% изобутена, 16,0% ЭТБЭ (с примесью этил-втор.бутилового эфира, ЭВБЭ), 7,8% димеров изобутена, 4,1% содимеров изобутена и н.бутенов, ≈0,7% тримеров, 1,7% этанола.
Из ректификационной колонны К, работающей с флегмовым числом 5,0, выводят в количестве 776 г/час дистиллат (поток 7), содержащий 0,6% углеводородов С3, 51,5% бутанов, 45,9% н.бутенов, 1,7% изобутена и 0,3% этанола, и выводят в количестве 312,1 г/час кубовый поток 8, содержащий 52,6% ЭТБЭ (с примесью ЭВБЭ), 27,5% димеров изобутена, 14,6% содимеров изобутена и н.бутенов, 2,6% тримеров и 2,7% этанола; а также выводят в количестве 22,1 г/час боковой поток 10 (рециркулируемый в зону Р-1), содержащий 33,0% этанола, 60,0% ЭТБЭ и 7,0% димеров и содимеров.
Содержание этанола в реакционной смеси (поток 6) - 18,9 г/час, в рециркулируемом боковом потоке 10-7,3 г/час. Допускаемое содержание этанола в высокооктановом(ых) продукте(ах) в настоящее время составляет 5%.
Оценка по соотношению, приведенному в п.3 формулы изобретения, дает (г/час):

В случае вывода (отгонки) потока, содержащего преимущественно ЭТБЭ, оценка дает: 18,9<(8,9+17,1+7,3).
Взята проба реакционной смеси из точки, отстоящей от конца на ¼ длины реакционной зоны Р-2. Состав пробы: 10,4% углеводородов С3, 36,1% бутанов, 32,0% н.бутенов, 2,2% изобутена, 14,3% ЭТБЭ с примесью ЭВБЭ, 7,7% димеров изобутена, 4,1% содимеров изобутена и н.бутенов, 0,7% тримеров и 2,5% этанола.
ПРИМЕР 7
Переработку изобутенсодержащей смеси и этанола первоначально осуществляют аналогично примеру 6. Затем высокооктановую смесь (поток 8) согласно фиг.3 подвергают ректификации в колонне К-2 при флегмовом числе 1,0.
Из колонны К-2 выводят в количестве 177,6 г/час дистиллат (поток 13), содержащий 92,1% ЭТБЭ (в т.ч. 0,3% ЭВБЭ), 4,9% этанола, 3,0% димеров и содимеров; кроме того, выводят в количестве 134,5 г/час кубовый поток 14, содержащий 61,0% димеров изобутена, 32,7% содимеров изобутена и н.бутенов, 5,9% тримеров и 0,4% ЭТБЭ.
В указанном дистиллате содержание этанола не превышает требуемой нормы (4.9%<5,0%).
ПРИМЕР 8
Переработку ведут согласно фиг.2. Из показанных на фиг.2 пунктирных линий используют линии 2а, 3, 7б, 10, 11 и 12. Прямоточный предреактор (ПР) не используется.
В реакционной зоне РЗ загружен формованный (с полиэтиленом) сульфокатионитный катализатор КИФ-Т, имеющий форму цилиндров длиной 7-10 мм и диаметром 4-6 мм, и ПСОЕ=3,6 мг-экв.Н+/г.
По линии 1 (далее по линиям 3 и 6) подают 1010 г/час углеводородной смеси, содержащей 44,5% изобутена, 54,5% изобутана и 1% углеводородов С3. По линии 2 (далее по линии 2а) подают метанол в количестве 100 г/час. С учетом потока рециркулированного метанола (поток 12, содержащий 14,5 г/час метанола) молярное отношение метанол: изобутен, подаваемых в реакционно-ректификационную систему (РЗ+K-1a+К-1б) составляет 0,45:1.
Температура в Р3 составляет 55-70°С. Конверсия в РЗ составляет: изобутена - 99%, метанола (от поступающего в реакционно-ректификационную систему) - 87%.
По линии 7 выводят 578,5 г/час потока, содержащего 95,1% изобутана, 0,7% изобутена, 1,7% углеводородов С3 и 2,5% метанола. После рекуперации метанола в узле извлечения спиртов по линии 11 выводят 564 г/час смеси, содержащей 97,53% изобутана, 0,72% изобутена и 1,75% углеводородов С3.
По линии 8 выводят 546 г/час потока, содержащего 50,1% МТБЭ, 45,3% димеров изобутена, 4,5% тримеров изобутена и 0,1% метанола.
Оценка по соотношению, приведенному в п.3 формулы изобретения, дает (г/час):

Для случая отделения потока, содержащего преимущественно МТБЭ (см. пример 9) оценка дает результат: 15,0<(2,75+25,95+0).
Из нижней части реакционной зоны РЗ на расстоянии 1/5 от ее общей длины была выведена контрольная проба. Концентрация МТБЭ в ней была на 8 мас.% ниже, а концентрация метанола на 2,9 мас.% выше, чем в жидком потоке, выходящем снизу реакционной зоны РЗ, т.е. в нижней 1/5 части реакционной зоны РЗ проходила реакция образования, а не разложения МТБЭ.
ПРИМЕР 9
Переработку осуществляют согласно примеру 8.
Полученный при этом поток 8 (на фиг.2) направляют по линии 8а в ректификационную колонну К-2 (фиг.3).
Сверху колонны К-2 выводят по линии 13 дистиллат в количестве 274,3 г/час, содержащий 99,3% МТБЭ, 0,5% димеров изобутена и 0,2% метанола.
Снизу К-2 по линии 14 выводят в количестве 271,7 г/час поток, содержащий преимущественно димеры изобутена, который по линиям 17 и 21 подают в реакционную зону гидрирования Г.
Ненасыщенные углеводороды гидрируют в жидком состоянии на катализаторе "палладий на носителе" при температуре 75-85°С. По линии 22 выводят 274,1 г/час потока, содержащего 90,0% разветвленных алканов C8, 8,8% димеров изобутена, 0,9% преимущественно насыщенных углеводородов С12 и 0,3% МТБЭ.
ПРИМЕР 10
Переработке подвергают в количестве 1000 г/час С4 фракцию, содержащую 55% изобутана и 45% изобутена, и в количестве 198,3 г/час спиртовой поток, содержащий 55% изобутанола, 40% изоамилового спирта и 5% изооктилового спирта. Переработку ведут согласно фиг.1. Из показанных на фиг.1 пунктирных линий используют линии 2а, 2б и 4б.
Реакционная зона Р-1 является охлаждаемой кожухотрубчатой, реакционная зона Р-2 - адиабатической. Используют мелкозернистый сульфоионитный катализатор Амберлист-35 (ПСОЕ=5,2 мг-экв.Н+/г кат-ра).
Молярное отношение подаваемых на реакцию спиртов и изобутена составляет 0,3:1. Исходную С4 фракцию полностью подают на вход в реакционную зону Р-1. Поток спиртов подают большей частью  на вход в Р-1, а остальное количество - на вход в Р-2.
на вход в Р-1, а остальное количество - на вход в Р-2.
Температура в реакционных зонах составляет: в Р-1 - 70-90°С, в Р-2 - 45-65°С. Нагрузка на катализатор (л/л кат. ч.) составляет: в Р-1 -0,7, в Р-2 - 0,5.
Конверсия изобутена в процессе (в % от поступающего с потоком 1) составляет 94%, в т.ч. Р-1 - 78%, в Р-2 - 16%. Конверсия спиртов в процессе составляет: изобутанола - 76,5%, изоамилового спирта - 65,8%, изооктилового спирта - 51%.
Из зоны Р-2 выводят 1198,3 г/час реакционной смеси (поток 6), содержащей 48,2% углеводородов С4 (в т.ч. 2,3% изобутена), 25,0% димеров изобутена, 2,4% тримеров изобутена, 5,0% спиртов, 19,2% алкил-трет.бутиловых эфиров и 0,2% диалкиловых эфиров.
Из ректификационной колонны К, работающей с флегмовым числом 0,5, выводят в количестве 576,2 г/час дистиллат (поток 7), содержащий углеводороды С4 (в т.ч. 4,7% изобутена) и суммарно менее 0,1% спиртов, а также в количестве 622,3 г/час кубовый поток, содержащий 48,3% димеров изобутена, 4,6% тримеров изобутена, 9,6% спиртов (допускаемое количество спиртов 10%), 36,7% алкил-трет.бутиловых эфиров и 0,5% диалкиловых эфиров.
Оценка по соотношению, приведенному в п.3 формулы изобретения, дает (г/час):

Взята проба реакционной смеси из точки, отстоящей от конца на ¼ длины реакционной зоны Р-2. Состав пробы: 49,6% углеводородов С4 (в т.ч. 3,7% изобутена), 24,3% димеров изобутена, 2,35% тримеров изобутена, 6,0% спиртов, 17,6% алкил-трет.бутиловых эфиров и 0,15% диалкиловых эфиров.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЕРЕРАБОТКИ ИЗОБУТЕНА В УГЛЕВОДОРОДНОЙ СМЕСИ | 2004 |
|
RU2271349C1 |
| СПОСОБ ПЕРЕРАБОТКИ УГЛЕВОДОРОДНОЙ СМЕСИ | 2003 |
|
RU2252931C2 |
| СПОСОБ ПЕРЕРАБОТКИ ИЗОБУТЕНСОДЕРЖАЩЕЙ УГЛЕВОДОРОДНОЙ СМЕСИ И СПИРТА C ИЛИ C | 2006 |
|
RU2320628C1 |
| СПОСОБ ПЕРЕРАБОТКИ ТРЕТ-АЛКЕНСОДЕРЖАЩЕЙ УГЛЕВОДОРОДНОЙ СМЕСИ | 2004 |
|
RU2265587C1 |
| СПОСОБ ПЕРЕРАБОТКИ УГЛЕВОДОРОДНОГО СЫРЬЯ С ПОЛУЧЕНИЕМ ВЫСОКООКТАНОВЫХ ПРОДУКТОВ | 2004 |
|
RU2283297C2 |
| СПОСОБ ПОЛУЧЕНИЯ 1-БУТЕНА И ИЗОБУТЕНА ИЛИ/И ЕГО ПРОИЗВОДНЫХ | 2011 |
|
RU2470905C1 |
| СПОСОБ РАЗДЕЛЕНИЯ АЛКАН-АЛКЕНОВЫХ ФРАКЦИЙ | 2008 |
|
RU2379277C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ СМЕСЕЙ, СОДЕРЖАЩИХ АЛКИЛ-ТРЕТ-АЛКИЛОВЫЕ ЭФИРЫ | 2010 |
|
RU2434933C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОБУТЕНА | 2002 |
|
RU2233259C1 |
| СПОСОБ ПРОВЕДЕНИЯ ВЗАИМОДЕЙСТВИЯ АЛКЕНА(ОВ) И БОЛЕЕ ВЫСОКОКИПЯЩЕГО РЕАГЕНТА | 2007 |
|
RU2357948C2 |

Использование: нефтехимия. Сущность: проводят химическое превращение изобутена и нетретичного(ых) спирта(ов) в реакционной(ых) зоне(ах) в присутствии твердого кислотного катализатора при температуре 30-100°С преимущественно в алкил-трет.бутиловый(е) эфир(ы) и димеры изобутена. Затем из реакционной смеси отгоняют как минимум углеводороды С4 в ректификационной зоне и возможно последующее гидрирование образовавшихся димеров изобутена. При этом в реакционную(ые) зону(ы)в качестве исходных веществ подают нетретичный(е) спирт(ы) и изобутен в углеводородной смеси в молярном отношении от 0,1 до 0,9 и поддерживают температуру и время контакта с катализатором, обеспечивающие превращение большей части спирта(ов) в алкил-трет.бутиловый(е) эфир(ы) и не приводящие к преобладанию обратной реакции разложения образовавшего(их)ся алкил-трет.бутилового(ых) эфира(ов) в конце реакционной зоны и существенному увеличению количества нетретичного(ых) спирта(ов) в выводимом из нее потоке. Технический результат: повышение качества целевого продукта. 14 з.п. ф-лы, 3 ил.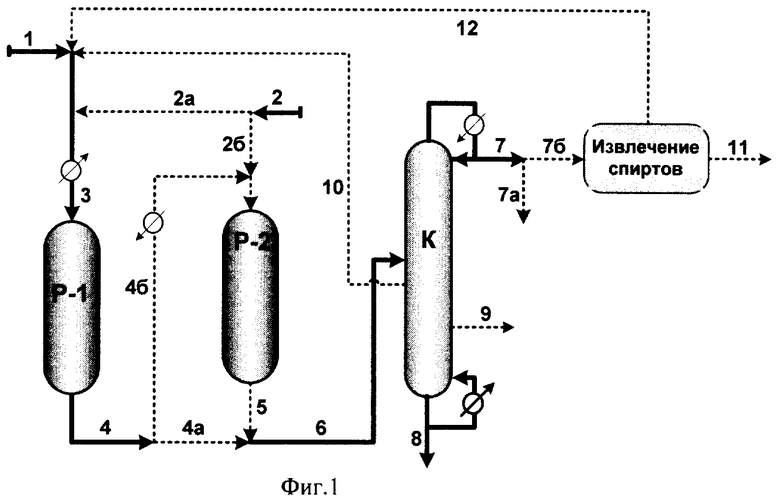

где gН С - количество непревращенного спирта;
gПР и хПР С - количество получаемого высокооктанового продукта, содержащего спирт, и допустимая доля спирта в нем;
gД У - суммарное количество углеводородов в дистиллате при отгонке углеводородов С4;
xД i - доля каждого углеводорода i в отгоняемой в дистиллат сумме углеводородов;
хCA i - доля спирта в бинарном азеотропе с каждым углеводородом i;
gБ С - количество спирта в боковом отборе, возвращаемом в реакционную(ые) зону(ы).
| US 5723687 А, 03.03.1998 | |||
| Устройство для усиления электронных токов | 1936 |
|
SU48893A1 |
| БЕСКОНТАКТНЫЙ ЭЛЕКТРОМАГНИТНЫЙ ДАТЧИК ИЗМЕРЕНИЯ ПРОИЗВОДНОЙ ПО ВРЕМЕНИ ОТ ВЕЛИЧИНЫ ИНДУКЦИИ МАГНИТНОГО ПОЛЯ ЭЛЕКТРОМАГНИТНОГО ИМПУЛЬСА | 2010 |
|
RU2444021C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТИЛ-ТРЕТ-БУТИЛОВОГО ЭФИРА | 1991 |
|
RU2008304C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВОГО ПРОДУКТА | 2000 |
|
RU2178403C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛ-ТРЕТ-АЛКИЛОВЫХ ЭФИРОВ | 1999 |
|
RU2167142C2 |

