Изобретение относится к области переработки пластмасс, в частности к изготовлению изделий типа тройник и угольник, и может быть использовано в производстве этих изделий как методом прессования, так и методом литья под давлением.
Известна пресс-форма (см. Патент Великобритании №948569, кл. B29D, G, опублик. 1964), предназначенная для изготовления из пластмасс изделий типа тройник. Пресс-форма состоит в частности из матрицы, пуансона, боковых и центрального знаков.
Недостаток этой пресс-формы: узкие технологические возможности - получение изделий только одной формы.
Наиболее близким по технической сущности и достигаемому результату к заявленному изобретению прототипом является пресс-форма (см. А.С. SU 1316839 А1, кл. В29С 43/18, опублик. 15.06.87). Пресс-форма предназначена для прессования из пластмасс изделий типа тройник и состоит, в частности, из матрицы и пуансона, имеющих внутренние полости, форма которых соответствует внешнему контуру изделия, подлежащего изготовлению, боковых и центрального знаков, формирующих внутренний контур изделия.
Недостаток пресс-формы: узкие технологические возможности - получение изделий только одной формы.
Задачей изобретения является разработка такой конструкции пресс-формы, которая позволила бы изготавливать как изделия типа тройник, так и изделия типа угольник, при этом геометрия последнего могла бы варьироваться.
Задача решается благодаря тому, что известная пресс-форма - прототип, предназначенная для изготовления изделий из пластмасс, содержащая матрицу и пуансон, боковые и центральный знаки, формирующие внешний и внутренний контуры изделия, согласно формуле изобретения дополнительно содержит комплект знаков, в котором один из боковых знаков представляет собой продольно-разрезной вкладыш, имеющий вогнутую бочкообразную и, сопряженную с ней, цилиндрическую формообразующие поверхности, соответствующие средней части наружного контура изделия типа угольник, при этом высота бочки равна диаметру вкладыша, радиус образующей бочки равен половине диаметра вкладыша, радиус экватора бочки больше радиуса образующей бочки, но меньше диаметра вкладыша, а второй боковой и центральный знаки имеют выпуклую бочкообразную и, сопряженную с ней, коническую формообразующие поверхности, соответствующие внутреннему контуру угольника.
Указанная совокупность признаков является новой, неизвестной из уровня техники и решает поставленную задачу, так как при установке в пресс-форме вкладыша с геометрией рабочей части, соответствующей наружному контуру изделия типа угольник и знаков с геометрией рабочей части, соответствующей внутреннему контуру угольника, полость пресс-формы приобретает форму угольника.
Выбранные соотношения параметров бочки вкладыша являются оптимальными, поскольку позволяют получить наилучшую геометрию изделия типа угольник.
При изменении радиуса экватора бочки продольно-разрезного вкладыша и знаков форма угольника меняется.
Составная конструкция вкладыша решает задачу выполнения вогнутой бочкообразной рабочей поверхности его с помощью токарной обработки, что невозможно при цельном вкладыше. Токарная обработка позволяет получить более точную форму и меньшую шероховатость этой поверхности, чем, например, фрезерная.
Изобретение поясняется чертежами (3D-моделями), где:
на фиг.1 изображена пресс-форма в разнесенном виде в комплектации для изготовления изделий типа угольник;
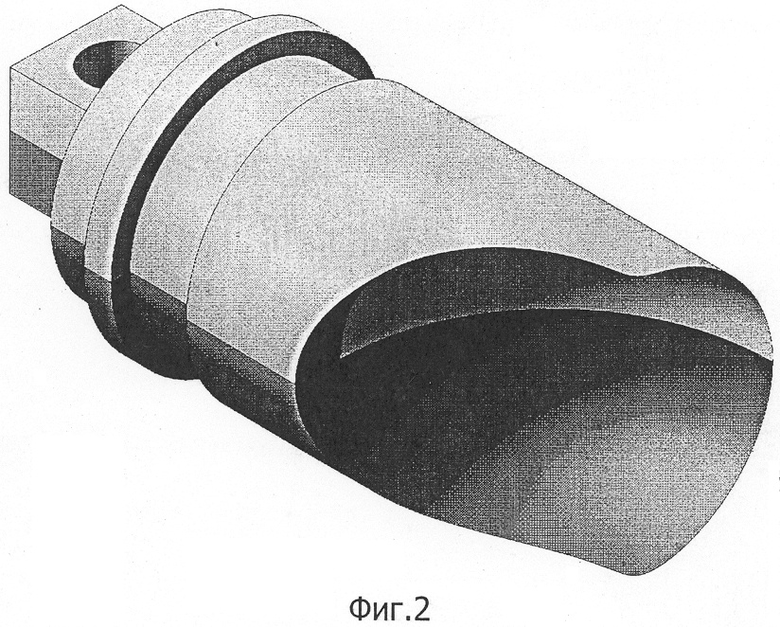
на фиг.2 изображен продольно-разрезной вкладыш, формирующий среднюю часть наружного контура угольника;
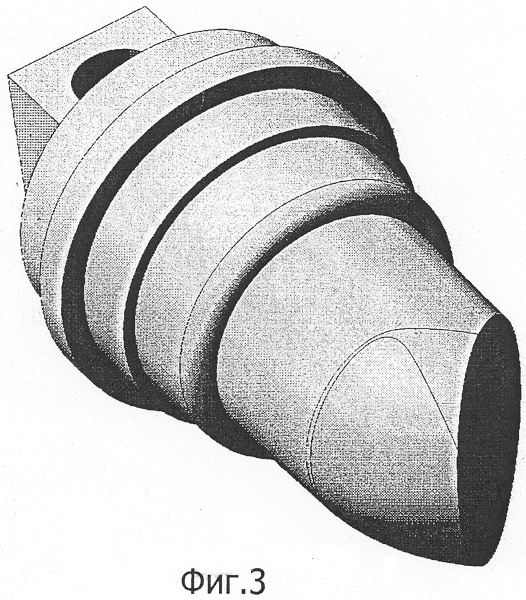
на фиг.3 изображен знак, формирующий внутренний контур угольника.
Пресс-форма состоит из матрицы 1, пуансона 2, вкладыша 3 и знаков 4, 5.
Пресс-форму для изготовления изделий типа угольник используют следующим образом. На нижнюю плиту пресса устанавливают матрицу 1 (см. фиг.1). В специальные углубления матрицы устанавливают из комплекта пресс-формы вкладыш 3 и знаки 4 и 5, предназначенные для изготовления изделий типа угольник. Знаки 4 и 5 самоустанавливаются благодаря поверхностям сопряжения. Вкладыш 3 фиксируют от поворота вокруг своей оси штифтами (не показаны). На матрицу 1 устанавливают пуансон 2. Пресс-форму зажимают верхней плитой пресса и через литниковый канал пуансона 2 подают под давлением расплавленный материал в полость пресс-формы. После формования и охлаждения изделия давление пресса и заливочного материала сбрасывают, после чего пресс-форму разбирают и извлекают готовое изделие.
Для изготовления в пресс-форме изделий типа тройник используют те же матрицу 1 и пуансон 2, а также боковые и центральный знаки, геометрия формообразующих поверхностей которых соответствует внутреннему контуру тройника. Технология изготовления изделий та же, что и для угольников.
Таким образом, пресс-форма, укомплектованная наборами знаков в сочетании с вкладышем, позволяет изготавливать два разных изделия - тройник и угольник, при этом геометрия последнего может варьироваться. Данное изобретение позволит расширить технологические возможности пресс-формы и снизить затраты на изготовление оснастки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВКЛАДЫША ПРЕСС-ФОРМЫ | 2006 |
|
RU2312766C2 |
| Литьевая форма для изготовления коробчатых изделий с буртиком, имеющим поднутрение | 1989 |
|
SU1691113A1 |
| Пуансон для отбортовки ответвления в стенке трубной заготовки (варианты) | 2016 |
|
RU2632309C1 |
| ПРЕСС-ФОРМА ДЛЯ БЕЗОБЛОЙНОГО ПРЕССОВАНИЯ | 2011 |
|
RU2484967C2 |
| Пресс-форма для прессования изделий из порошка | 1982 |
|
SU1107964A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ СТАТОРА ОДНОВИНТОВОГО НАСОСА | 2012 |
|
RU2509648C1 |
| Пресс-форма для изготовленияВыплАВляЕМыХ МОдЕлЕй | 1979 |
|
SU816667A1 |
| Способ изготовления формообразующихдЕТАлЕй пРЕСС-фОРМ | 1979 |
|
SU821033A1 |
| СПОСОБ ФОРМИРОВАНИЯ КУМУЛЯТИВНОГО ЗАРЯДА, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И КУМУЛЯТИВНЫЙ ЗАРЯД | 2017 |
|
RU2638066C1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ТРОЙНИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2009 |
|
RU2422226C1 |
Изобретение относится к области переработки пластмасс, в частности к изготовлению изделий типа тройник и угольник, и может быть использовано в производстве этих изделий как методом прессования, так и методом литья под давлением. Техническим результатом изобретения является разработка такой конструкции пресс-формы, которая позволила бы изготавливать на одной оснастке как изделия типа тройник, так и изделия типа угольник, при этом геометрия последнего могла бы варьироваться, что расширяет технологические возможности пресс-формы, а также снижает затраты на изготовление оснастки. Технический результат достигается тем, что форма дополнительно содержит комплект знаков, в котором один из боковых знаков представляет собой продольно-разрезной вкладыш, имеющий вогнутую бочкообразную и, сопряженную с ней, цилиндрическую формообразующие поверхности, соответствующие средней части наружного контура изделия типа угольник. При этом второй боковой и центральный знаки имеют выпуклую бочкообразную и, сопряженную с ней, коническую формообразующие поверхности, соответствующие внутреннему контуру угольника. Геометрия угольника может варьироваться. 3 ил.
Пресс-форма, предназначенная для изготовления изделий из пластмасс, содержащая матрицу, пуансон, боковые и центральный знаки, формирующие внешний и внутренний контуры изделия, отличающаяся тем, что дополнительно содержит комплект знаков, в котором один из боковых знаков представляет собой продольно-разрезной вкладыш, имеющий вогнутую бочкообразную и сопряженную с ней цилиндрическую формообразующие поверхности, соответствующие средней части наружного контура изделия типа угольник, при этом высота бочки равна диаметру вкладыша, радиус образующей бочки равен половине диаметра вкладыша, радиус экватора бочки больше радиуса образующей бочки, но меньше диаметра вкладыша, а второй боковой и центральный знаки имеют выпуклую бочкообразную и сопряженную с ней коническую формообразующие поверхности, соответствующие внутреннему контуру угольника.
| Пресс-форма для прессования изделий типа тройник | 1984 |
|
SU1316839A1 |
| Устройство для газокислородной резки | 1981 |
|
SU948569A1 |
| Пресс-форма для изготовления из пластических масс фасонных частей труб, например, крестовин, угольников, тройников и кранов | 1934 |
|
SU41676A1 |
| JP 10175236 A, 30.06.1998 | |||
| JP 2002018911 A, 22.12.2002. | |||

